


Comment créer un profil d'impression 3D
Dans l'impression 3D, il y a toujours une série de facteurs qui dépendent de l'utilisateur , ce qui rend souvent une impression satisfaisante ou échoue. Tous les facteurs sont collectés dans le profil d'impression que chaque utilisateur utilise dans chaque impression 3D.
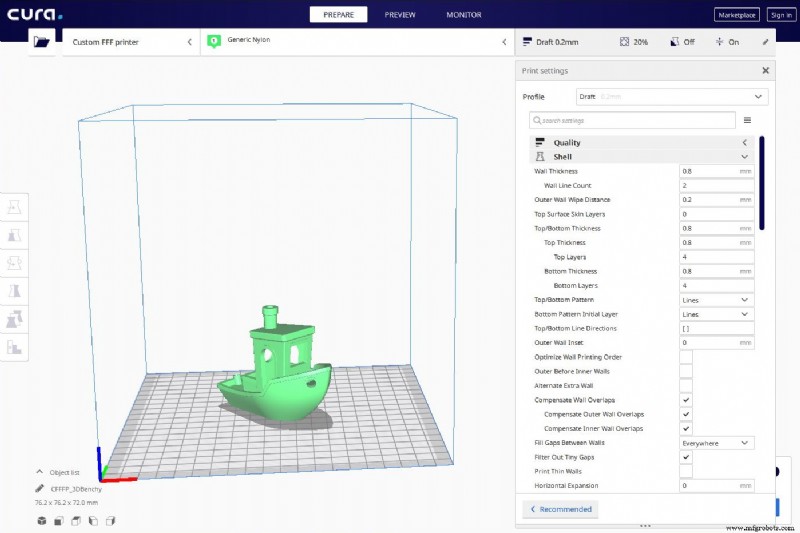
Dans les profils d'impression 3D FDM, un nombre infini de paramètres peut être modifié :températures et vitesses d'impression, comment fabriquer les pièces internes et externes et tout le reste des paramètres qui influencent l'impression 3D. Pour cette raison, les informations les plus importantes sont présentées ci-dessous lors de la création d'un profil d'impression.
Aspects à prendre en compte
Avant de commencer à modifier les paramètres d'impression, une série de facteurs qui influenceront directement doit être pris en compte :
Géométrie de la pièce
La forme et l'épaisseur d'une pièce affectent directement les paramètres d'impression tels que les vitesses et les épaisseurs de couche, car si une pièce présente des zones de taille réduite, le profil d'impression doit avoir des vitesses de fabrication inférieures, pour garantir la qualité de la pièce.
Matériel
Comme tous les utilisateurs le savent déjà, chaque matériau a une plage de températures et de vitesses recommandées par chaque fabricant, il est conseillé de rester à ces valeurs pour éviter d'éventuels problèmes, tels que l'apparition de particules de filament calcinées dans la buse en raison d'une température excessive, qui provoquent ensuite le blocage du filament.
Imprimante 3D
Au sein des imprimantes 3D FDM il existe des différences importantes. L'une des différences qui influence le plus la configuration du profil d'impression est le type d'extrudeuse, directe ou Bowden, car des valeurs très différentes sont nécessaires dans les sections de vitesse d'impression, de vitesse et de longueur de rétraction et même dans le flux.
Ambiance
Quelque chose que peu d'utilisateurs prennent en compte est l'environnement dans lequel se trouve l'imprimante 3D. La température, l'humidité ou l'existence de courants d'air sont des facteurs qui affectent directement le profil d'impression et dans certains cas l'état de surface des pièces.
Objectif de la pièce
L'un des nombreux avantages de l'impression 3D est qu'une même pièce peut être réalisée avec une infinité de configurations différentes :état de surface meilleur ou moins bon selon le temps d'impression, plus de résistance sur une surface ou une autre, etc. Ceci est obtenu en adaptant chaque profil à chaque cas particulier.
5 tests clés
Une fois que tout ce qui précède est clair, il est temps de configurer le profil et pour cela Polymaker a développé PCP (Profile Creation Process), cinq tests pour tous les utilisateurs pour obtenir le profil d'impression idéal :
Test 1 :flux de l'extrudeuse
La première étape consiste à trouver la température idéale pour la matière l que l'utilisateur doit utiliser. Il doit être démarré en utilisant la température la plus basse recommandée par le fabricant du filament et l'augmenter jusqu'à ce que le flux soit continu et qu'il n'y ait pas de bourrage dans le HotEnd.
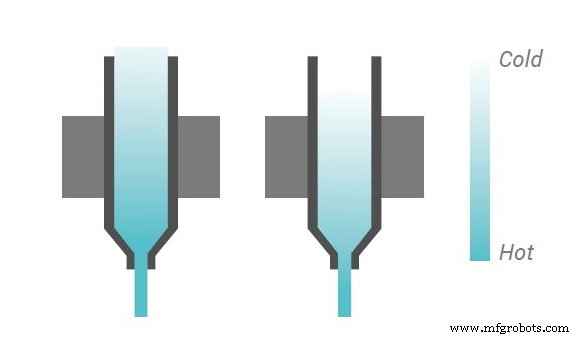
Image 1 :Flux de l'extrudeuse. Source :Polymaker.
Les utilisateurs qui souhaitent régler parfaitement la température peuvent effectuer un test de température , comme le test de l'image suivante.

Image 2 : Test de la tour de température.
Test 2 :Gestion des flux
Cette section doit corriger les erreurs d'impression causé par une mauvaise configuration du flux . Cette mauvaise gestion peut provoquer un écoulement irrégulier en raison d'une pression excessive de l'extrudeuse ou de débris de filaments sur toute la surface de la pièce en raison d'une mauvaise configuration de rétraction.
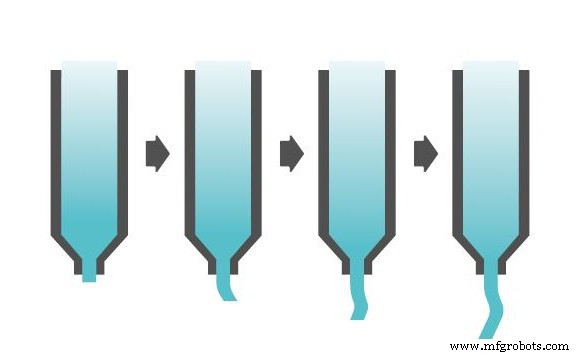
Image 3 :Gestion des flux. Source :Polymaker.
Test 3 :Ventilateur de refroidissement (couche)
Le ventilateur de couche est l'un des composants les plus importants d'une imprimante 3D , car avec lui, vous pouvez obtenir des géométries plus complexes et des finitions de surface de meilleure qualité.
Le schéma suivant montre les forces qui agissent à la jonction entre les couches. "F1" est la force de levage de la matière l lorsqu'il est en porte-à-faux et "F2" est la force de contraction causée par la tension de la couche supérieure. La valeur de ces deux forces doit être approximativement nulle pour maintenir la stabilité mécanique et géométrique. Pour atteindre « F1 =0 », la hauteur de couche, l'angle de débordement et la température d'extrusion doivent être réduits; ou augmenter la vitesse du ventilateur de couche. Dans le cas de "F2", la valeur de force peut être minimisée en augmentant la température d'extrusion ou en réduisant la vitesse d'extrusion.
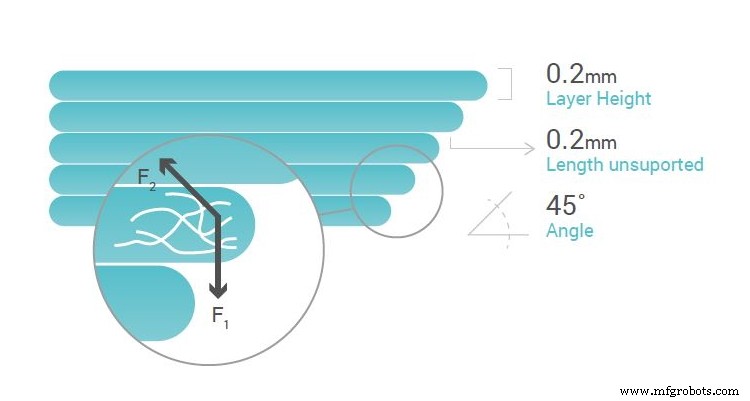
Image 4 : Importance du ventilateur de refroidissement. Source :Polymaker.
Test 4 :Délaminage (gauchissement et fissuration)
Quelque chose qui se produit généralement lors de l'utilisation de filaments tels que ABS ou ASA est un délaminage entre les couches (fissuration) ou entre la première couche et la base (gauchissement). Cela se produit pendant l'impression en raison de l'accumulation de contraintes entre les couches, causée par l'action de la résistance du polymère lui-même (F2) et l'action en sens inverse de l'adhérence de la couche inférieure (F1.2) ou de la base elle-même imprimant (F1.1). Lorsque les forces impliquées dans l'union ne sont pas équilibrées, un délaminage se produit , comme illustré dans l'image suivante.
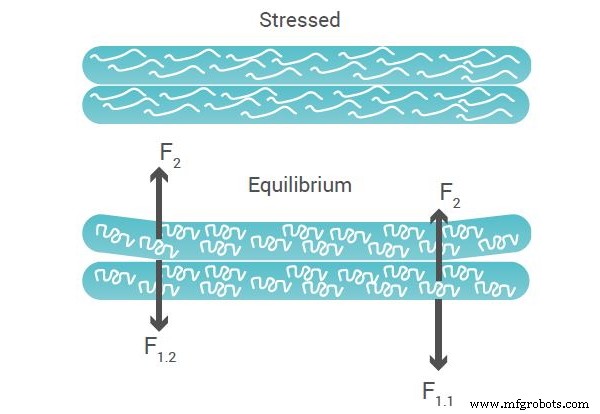
Image 5 :Délaminage (gauchissement et fissuration). Source :Polymaker.
Pour éviter cela, l'utilisateur doit trouver la température de base idéale et disposer d'une imprimante 3D fermée lorsque le matériau à utiliser l'exige.
Test 5 :Détails minutieux
Enfin, pour s'assurer que toute la surface de la pièce imprimée a une finition parfaite , y compris les pièces les plus fines, l'utilisateur doit ajuster le débit et le refroidissement à travers le ventilateur de couche. Le réglage des deux paramètres doit être effectué en modifiant soigneusement les valeurs pour ne pas passer, car cela peut provoquer les erreurs mentionnées ci-dessus.
Image 6 :Détails fins. Source :Polymaker.
Conclusion
Toutes les informations détaillées de cet article sont destinées à un utilisateur pour obtenir le profil d'impression de n'importe quel matériau, en tenant compte du fait que l'imprimante 3D est capable d'offrir les paramètres d'impression nécessaires.
impression en 3D
- Comment créer une expérience utilisateur sans friction
- Comment les imprimantes 3D de bureau transforment l'impression 3D
- À quel point les technologies d'impression 3D en métal sont-elles matures ?
- Dans quelle mesure l'impression 3D industrielle est-elle durable ?
- Comment créer une minuterie en VHDL
- Comment l'impression 3D a changé l'aérospatiale
- Comment l'impression 3D change la vie de tous les jours
- Comment fonctionne l'impression offset ?
- Rétraction :comment ça marche en impression 3D