


Choisir le bon procédé d'impression 3D
Présentation
L'impression 3D ou fabrication additive est un terme générique qui englobe plusieurs processus. Chaque processus d'impression 3D a ses avantages et ses limites et chacun est plus adapté à certaines applications qu'à d'autres.
Dans cet article, nous proposons plusieurs outils faciles à utiliser pour vous aider à sélectionner le processus d'impression 3D adapté à vos besoins. Utilisez les graphiques et tableaux suivants comme référence rapide pour identifier le processus qui répond le mieux à vos exigences de conception.
Nous avons abordé la sélection du processus sous trois angles différents :
- Le matériel requis est déjà connu
- Les caractéristiques de la pièce finale (physiques ou visuelles) sont déjà définies
- Certaines capacités de processus (précision, taille de construction, etc.) sont requises
Pour rendre les informations contenues dans cet article exploitables pour le lecteur et toujours pertinentes dans le paysage en constante évolution de l'impression 3D, certaines généralisations de haut niveau ont été introduites et seront discutées dans chaque section si nécessaire.
Sélectionner un processus par matériau
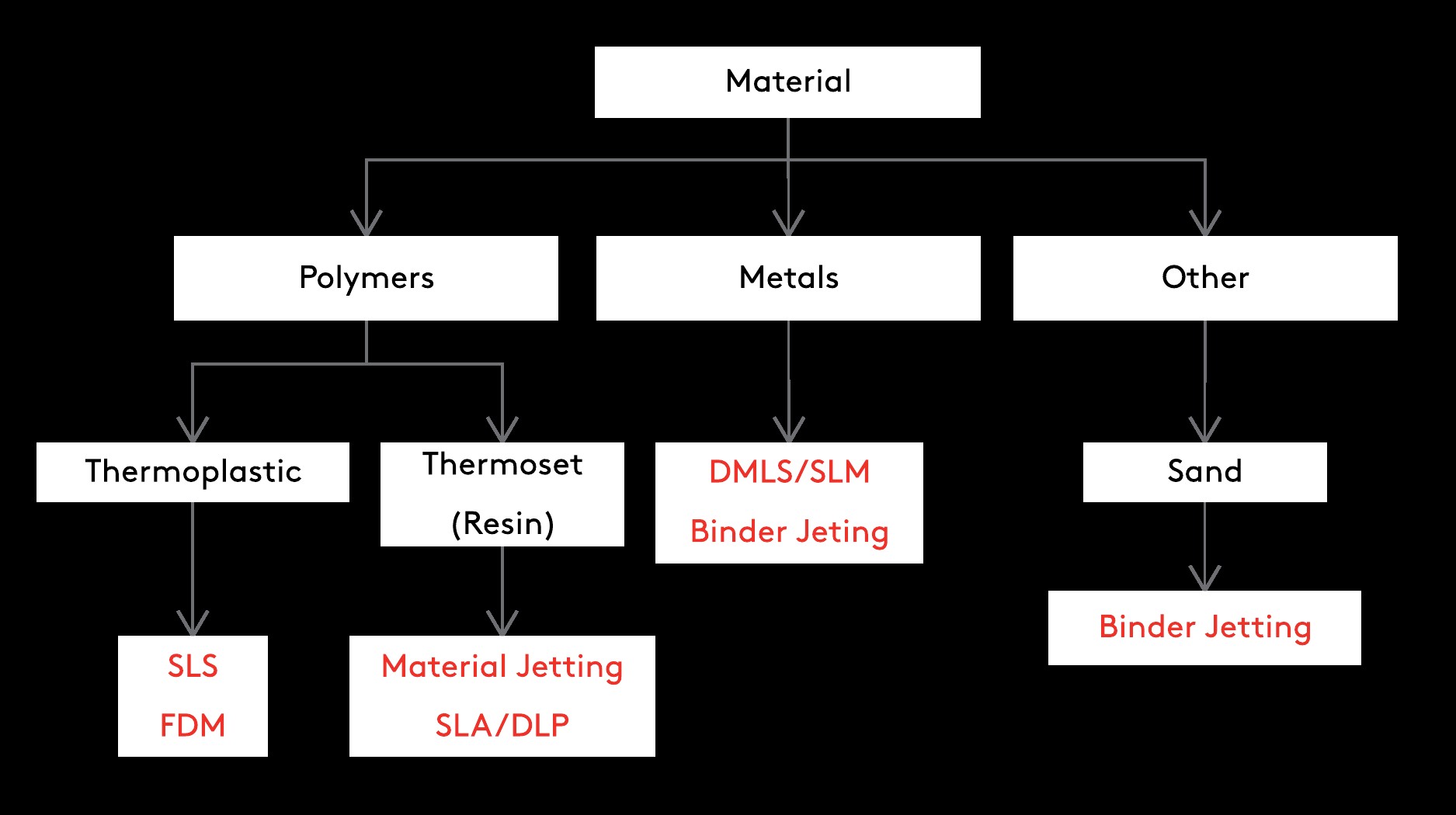
Les matériaux d'impression 3D se présentent généralement sous forme de filament, de poudre ou de résine (selon les procédés d'impression 3D utilisés). Les polymères (plastiques) et les métaux sont les deux principaux groupes de matériaux d'impression 3D, tandis que d'autres matériaux (tels que la céramique ou les composites) sont également disponibles. Les polymères peuvent être décomposés en thermoplastiques et thermodurcissables.
Si le matériau requis est déjà connu, le choix d'un procédé d'impression 3D est relativement facile, car seules quelques technologies produisent des pièces à partir des mêmes matériaux. Dans ces cas, le processus de sélection devient généralement une comparaison des coûts par rapport aux propriétés.
Thermoplastiques :
Thermoplastiques conviennent le mieux aux applications fonctionnelles, y compris la fabrication de pièces d'utilisation finale et de prototypes fonctionnels.
Ils ont de bonnes propriétés mécaniques et une résistance élevée aux chocs, à l'abrasion et aux produits chimiques. Ils peuvent également être remplis de carbone, de verre ou d'autres additifs pour améliorer leurs propriétés physiques. Les thermoplastiques techniques imprimés en 3D (tels que le nylon, le PEI et l'ASA) sont largement utilisés pour produire des pièces d'utilisation finale pour des applications industrielles.
Les pièces SLS ont de meilleures propriétés mécaniques et physiques et une plus grande précision dimensionnelle, mais le FDM est plus économique et a des délais de livraison plus courts.
| Thermoplastiques d'impression 3D typiques | |
|---|---|
| SLS | Nylon (PA), TPU |
| FDM | PLA, ABS, PETG, Nylon, PEI (ULTEM), ASA, TPU |
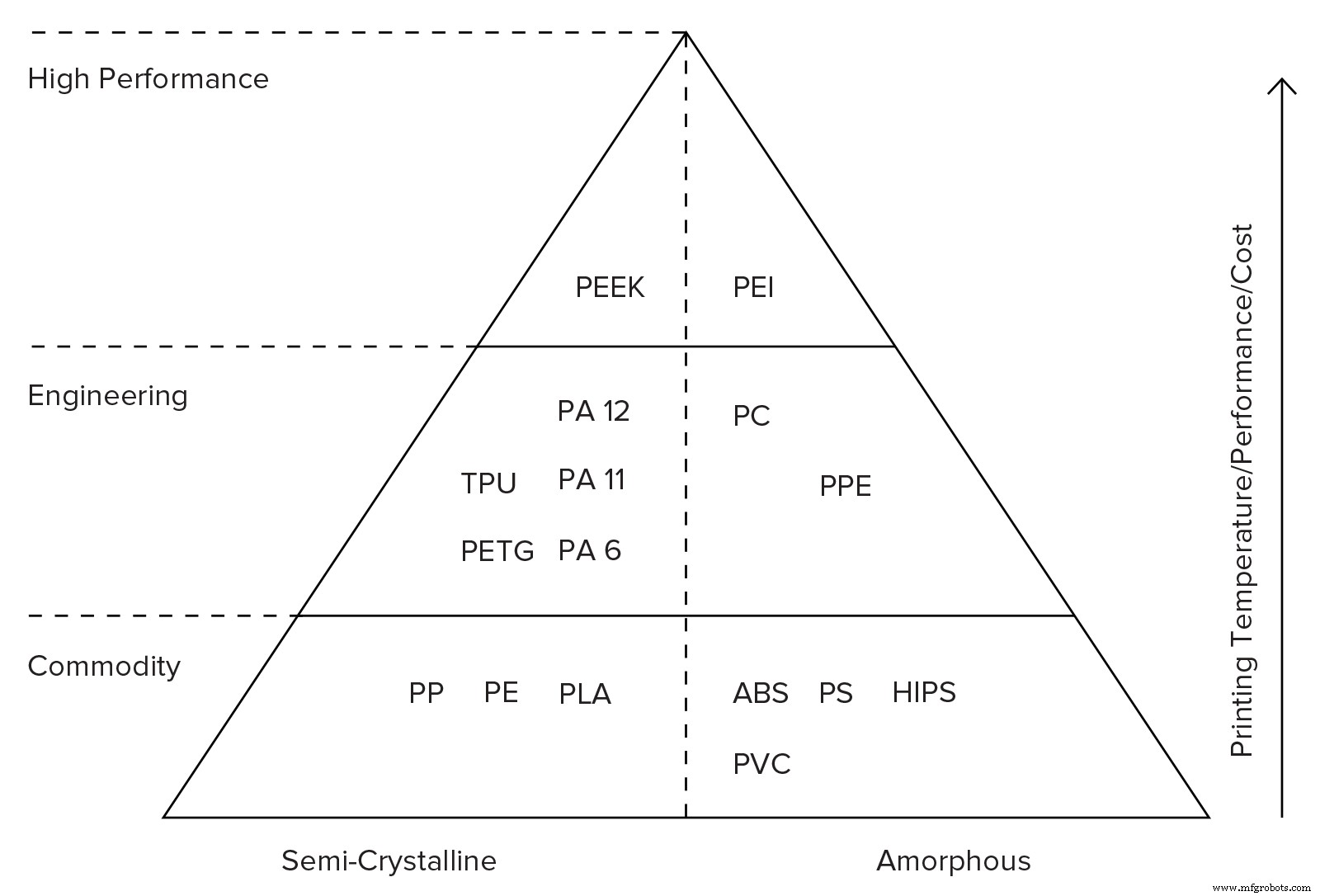
La pyramide ci-dessous montre les matériaux thermoplastiques les plus courants pour l'impression 3D. En règle générale, plus un matériau est haut dans la pyramide, meilleures sont ses propriétés mécaniques et plus il est généralement difficile à imprimer (coût plus élevé) :
Thermosets (résines) :
Thermodurs (résines) sont mieux adaptés aux applications où l'esthétique est importante, car ils peuvent produire des pièces avec des surfaces lisses de type injection et des détails fins.
Généralement, ils ont une rigidité élevée mais sont plus fragiles que les thermoplastiques, ils ne conviennent donc pas aux applications fonctionnelles. Des résines spéciales sont disponibles, conçues pour des applications d'ingénierie (imitant les propriétés de l'ABS et du PP) ou des inserts et implants dentaires.
Le jet de matière produit des pièces avec une précision dimensionnelle supérieure et des surfaces généralement plus lisses, mais à un coût plus élevé que SLA/DLP. Les deux processus utilisent des résines acryliques photodurcissables similaires.
| Thermodurcissables typiques pour l'impression 3D (résines) | |
|---|---|
| Jet de matière | >Résine standard, ABS numérique, Résine durable (type PP), Résine transparente, Résine dentaire |
| SLA/DLP | Résine standard, Résine résistante (de type ABS), Résine durable (de type PP), Résine transparente, Résine dentaire |
Métaux :
Métal Les pièces imprimées en 3D ont d'excellentes propriétés mécaniques et peuvent fonctionner à des températures élevées. Les capacités de forme libre de l'impression 3D en font la solution idéale pour les applications légères des industries aérospatiale et médicale.
Les pièces DMLS/SLM ont des propriétés mécaniques et des tolérances supérieures, mais le jet de liant peut être jusqu'à 10 fois moins cher et peut produire des pièces beaucoup plus grandes.
| Métaux d'impression 3D typiques | |
|---|---|
| DMLS/SLM | Acier inoxydable, titane, aluminium |
| Jet de liant | Acier inoxydable (chargé de bronze ou fritté) |
Autres matériaux :
Autres matériaux peuvent également être imprimés en 3D, mais ils ne sont pas aussi largement utilisés, car leurs applications sont limitées. Ces matériaux comprennent la céramique et le grès en couleur avec jet de liant.
| Autres matériaux d'impression 3D | |
|---|---|
| Jet de liant | Sable, Céramique |
Astuce de pro :
En raison de la nature additive de la technologie, les pièces imprimées en 3D auront souvent des propriétés mécaniques anisotropes, ce qui signifie qu'elles seront plus faibles dans la direction z. Pour les pièces fonctionnelles, cette caractéristique doit être prise en compte lors de la conception.
Par exemple, comparez les propriétés du nylon SLS à celles du nylon en vrac dans cet article.

Sélectionner un processus par cas d'utilisation
Il est important de déterminer au début du processus de sélection si la principale considération de conception est la fonction ou apparence visuelle . Cela aidera grandement à choisir le processus le plus approprié.
En règle générale, les pièces en polymère thermoplastique conviennent mieux aux applications fonctionnelles, tandis que les thermodurcissables conviennent mieux à l'aspect visuel.
Fonctionnalité :
L'organigramme ci-dessous peut vous aider à identifier le processus d'impression 3D le plus approprié en fonction des exigences de conception courantes pour les pièces fonctionnelles et les prototypes.
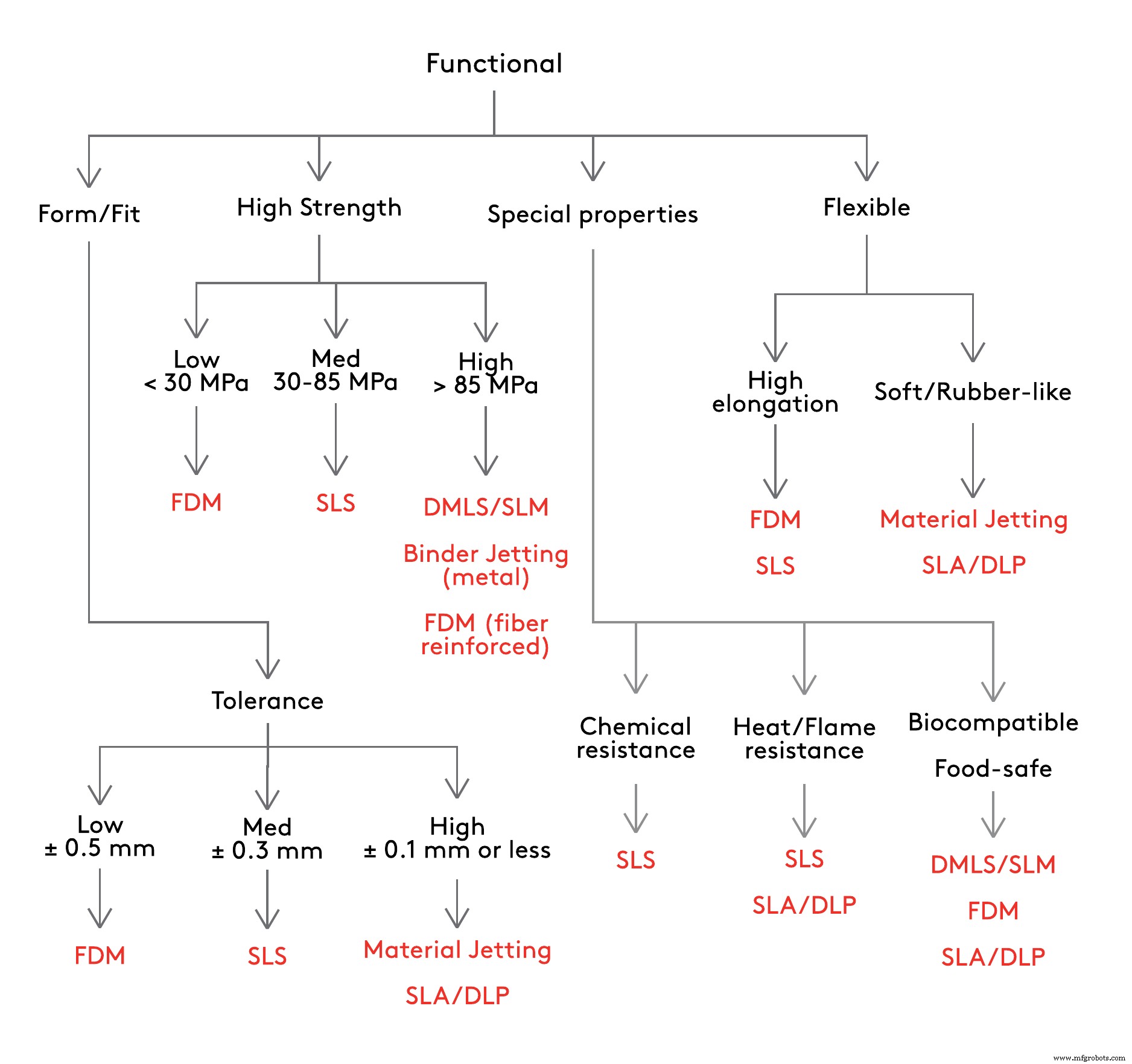
Voici quelques détails supplémentaires :
- Lors de la conception d'une pièce ou d'un prototype susceptible d'interférer avec d'autres composants, il est important de définir le niveau de tolérance nécessaire . En règle générale, la sélection d'un processus avec une précision dimensionnelle plus élevée augmentera le coût. Une autre option consiste à terminer les éléments avec des dimensions critiques ou de petits détails après l'impression 3D (par exemple en perçant des trous ou en taraudant des filets).
- La résistance globale des pièces dépend de différentes propriétés mécaniques et physiques. Pour simplifier la sélection, la résistance à la traction du matériau peut être utilisée comme guide. Lorsque haute résistance et rigidité sont nécessaires, l'impression 3D métal ou l'impression FDM renforcée de fibres de carbone continues sont les meilleures solutions.
- Les matériaux d'impression 3D d'ingénierie sont disponibles avec des propriétés spéciales , tels que la résistance à la chaleur, la résistance aux flammes, la résistance chimique ou qui sont certifiés biocompatibles ou sans danger pour les aliments.
- La flexibilité peut être définie soit comme un allongement à la rupture élevé, où les thermoplastiques tels que le TPU sont disponibles en SLS et FDM, soit comme une faible dureté, où des matériaux au toucher caoutchouteux sont disponibles pour le SLA/DLP et le Material Jetting.

Apparence visuelle :
Lorsque l'apparence visuelle est la principale préoccupation, la sélection du processus d'impression 3D peut être simplifiée à l'aide de l'organigramme ci-dessous.
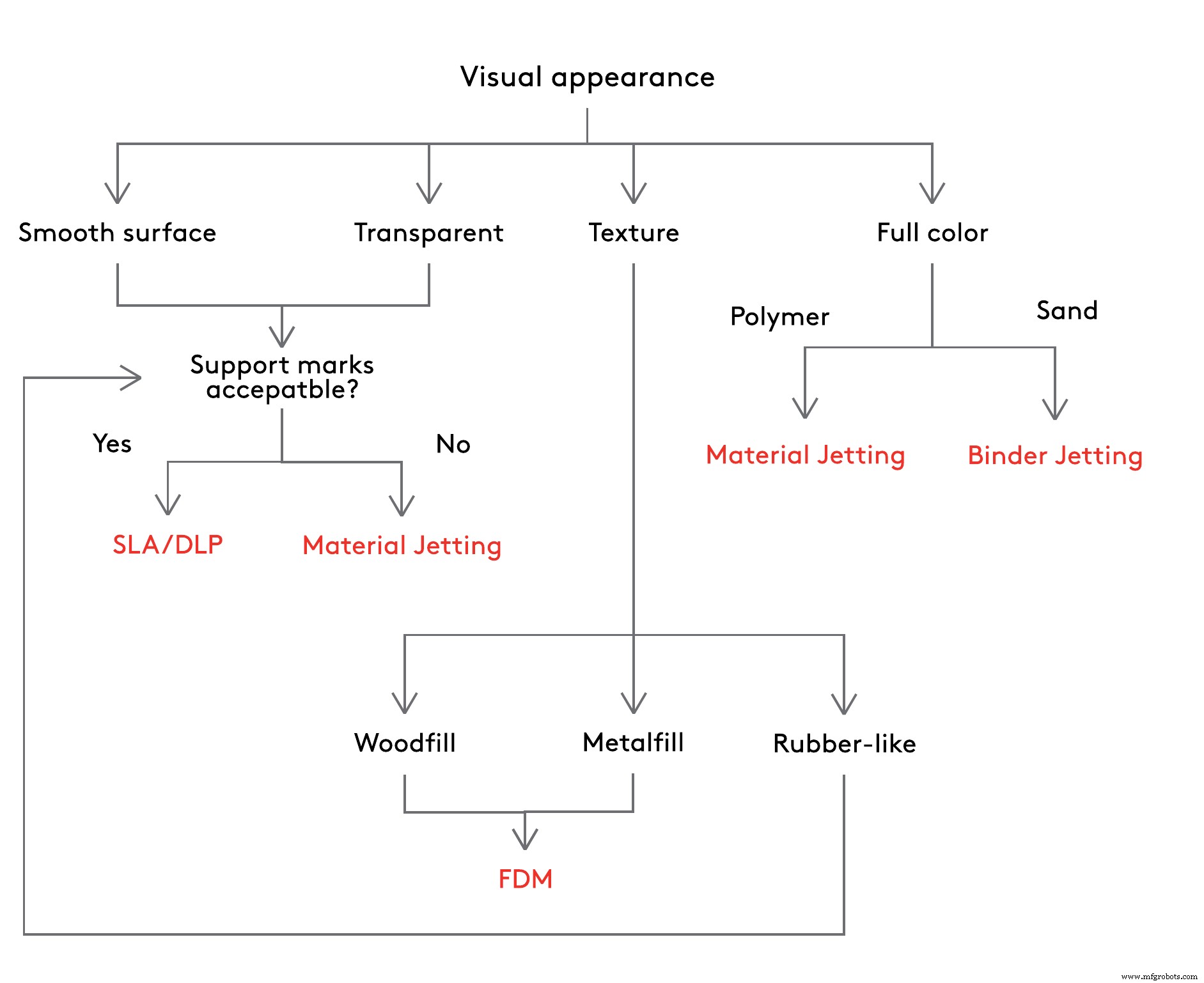
Voici quelques informations supplémentaires :
- Le SLA/DLP et le Material Jetting peuvent tous deux produire des pièces avec une finition de surface lisse, semblable à celle d'un moulage par injection. La principale différence entre les deux processus (en dehors du coût) est que le support dans Material Jetting est soluble, tandis que dans SLA/DLP, il doit être supprimé manuellement après l'impression, laissant de petites marques sur la surface qui doivent être post-traitées ( poncé ou poli).
- Material Jetting produit des pièces entièrement transparentes, tandis que les pièces SLA/DLP sont imprimées semi-transparentes et peuvent être post-traitées pour être presque 100 % optiquement claires.
- Les pièces avec une texture spéciale, telles qu'une finition semblable au bois ou au métal, peuvent être imprimées à l'aide de filaments FDM de remplissage de bois ou de métal. Les pièces en caoutchouc sont souples (dureté Shore < 70 A) et peuvent se plier et se comprimer, mais la performance du vrai caoutchouc est mauvaise.
- Le jet de matière et le jet de liant sont les seuls processus d'impression 3D qui offrent actuellement des capacités d'impression en couleur. Le jet de matière a l'avantage, car il offre des matériaux avec de meilleures propriétés physiques ainsi que des capacités multi-matériaux. Une autre option consiste à apprêter et à peindre les modèles après l'impression ou à utiliser une imprimante FDM avec des capacités d'extrusion double (pour deux couleurs uniquement).
Sélectionner un processus par capacités de fabrication
Lorsque la conception du modèle est déjà finalisée, les capacités de chaque technologie d'impression 3D joueront souvent le rôle principal dans la sélection du processus.
Il est important d'avoir une vue d'ensemble des mécanismes fondamentaux de chaque processus pour bien comprendre leurs principaux avantages et limites. Pour cela, consultez les articles d'introduction dédiés à chaque technologie dans le chapitre suivant de la Base de connaissances.
Voici quelques règles pratiques pour vous aider à interpréter les données :
- Précision dimensionnelle est lié au niveau de détail que chaque processus peut atteindre et à la qualité de fabrication de chaque imprimante 3D. Les processus qui offrent une plus grande précision peuvent généralement créer des pièces avec des caractéristiques plus fines. Les machines de qualité industrielle ont une précision et une répétabilité supérieures à celles des imprimantes de bureau.
- La taille de construction détermine les dimensions maximales d'une pièce qu'un imprimeur peut produire. Pour les composants qui dépassent la taille de construction typique, envisagez de migrer vers une technologie alternative ou de diviser la pièce en plusieurs composants pouvant être assemblés ultérieurement.
- Le besoin de structures de soutien détermine le niveau de liberté de conception. Les processus qui ne nécessitent aucun support, comme le SLS, ou un support soluble, comme le jet de matériau ou la double extrusion, ont moins de limitations et peuvent produire des structures de forme libre plus facilement.
| Précision dimensionnelle | Taille de construction typique | Soutien | |
|---|---|---|---|
| FDM | ± 0,5 % (limite inférieure ± 0,5 mm) - bureau ± 0,15 % (limite inférieure ± 0,2 mm) - industriel | 200 x 200 x 200 mm pour les imprimantes de bureau Jusqu'à 900 x 600 x 900 mm pour les imprimantes industrielles | Pas toujours requis (dissolvable disponible) |
| SLA/DLP | ± 0,5 % (limite inférieure :± 0,10 mm) - bureau ± 0,15 % (limite inférieure ± 0,05 mm) - industriel | 145 x 145 x 175 mm pour le bureau Jusqu'à 1500 x 750 x 500 mm pour les imprimantes industrielles | Toujours obligatoire |
| SLS | ± 0,3 % (limite inférieure :± 0,3 mm) | 300 x 300 x 300 mm (jusqu'à 750 x 550 x 550 mm) | Non requis |
| Jet de matière | ± 0,1 % (limite inférieure de ± 0,05 mm) | 380 x 250 x 200 mm (jusqu'à 1000 x 800 x 500 mm) | Toujours requis (toujours soluble) |
| Jet de liant | ± 0,2 mm (± 0,3 mm pour l'impression au sable) | 400 x 250 x 250 mm (jusqu'à 1800 x 1000 x 700 mm) | Non requis |
| DMLS/SLM | ± 0,1 mm | 250 x 150 x 150 mm (jusqu'à 500 x 280 x 360 mm) | Toujours obligatoire |
Hauteur du calque
Un autre aspect important à prendre en compte lors du choix d'une technologie est l'impact de la hauteur de couche.
En raison de la nature additive de l'impression 3D, la hauteur de la couche détermine le lissé de la surface telle qu'imprimée et la taille minimale de l'élément une imprimante peut produire (dans la direction z). L'utilisation d'une hauteur de couche plus petite rend également l'effet de marche d'escalier moins important et aide à produire des surfaces courbes plus précises .
| Épaisseur de couche typique | |
|---|---|
| FDM | 50 - 400 μm (le plus courant :200 μm) |
| SLA/DLP | 25 - 100 μm (le plus courant :50 μm) |
| SLS | 80 - 120 μm (le plus courant :100 μm) |
| Jet de matière | 16 - 30 μm (le plus courant :16 μm) |
| Jet de liant | 100 μm |
| DMLS/SLM | 30 - 50 μm |
Règles empiriques
- Déterminez dès le début du processus de sélection si la fonctionnalité ou l'apparence visuelle est la première priorité.
- Lorsque plusieurs processus peuvent produire des pièces dans le même matériau, le processus de sélection devient une comparaison des coûts par rapport aux propriétés.
- Pour les pièces fonctionnelles en polymère, préférez les thermoplastiques (SLS ou FDM) aux thermodurcissables.
- Pour l'aspect visuel et l'esthétique, les thermodurcissables (SLA/DLP ou Material Jetting) sont la meilleure option.
- Pour les pièces métalliques, choisissez DMLS/SLM pour les applications hautes performances et le jet de liant pour un coût moindre et une taille de pièce plus grande.
- Pour les pièces fonctionnelles en métal ou en plastique, pensez également à l'usinage CNC.
impression en 3D
- Sélection des bons outils d'emballage de volume et d'orientation des pièces
- Contrôle qualité en temps réel :quel système est fait pour vous ?
- Impression 3D ou CNC ? Choisir la bonne méthode de fabrication
- Sélection du bon système d'entraînement
- Conseils pour sélectionner le bon fournisseur de lubrification
- Défis liés à la sélection du bon fournisseur de développement IoT
- Sélection de la bonne géométrie de pointe de fraise à chanfreiner
- L'avenir de l'impression 3D dans la fabrication
- L'impression 3D est-elle l'avenir de la fabrication ?