


Réduire l'usure et prolonger la durée de vie des engrenages d'une boîte de vitesses de pulvérisateur de charbon
Une centrale électrique au charbon exploitée dans l'ouest des États-Unis connaissait une courte durée de vie de la boîte de vitesses dans son opération de pulvérisation de charbon. Après une inspection annuelle de la boîte de vitesses, les résultats de l'analyse de l'huile ont indiqué que l'huile pour engrenages AGMA 6EP (ISO 320) recommandée par le fabricant de l'équipement d'origine n'a pas fourni une lubrification et une protection adéquates sur la base des résultats de l'analyse de l'huile et de l'inspection de la boîte de vitesses après un an de fonctionnement. Cela a été confirmé par une usure excessive des métaux et des niveaux de viscosité inférieurs dans les rapports sur les huiles usées. Après d'autres analyses de l'huile pour engrenages EP usée, une accumulation excessive de contaminants particulaires dans le lubrifiant et l'épuisement du paquet d'additifs EP étaient responsables des boîtes de vitesses défectueuses. La contamination particulaire était principalement constituée de saleté, de poussière de charbon et de particules métalliques générées par l'usure des roulements et des dents d'engrenage, entraînant une réaction en chaîne d'usure excessive.
Description de la boîte de vitesses du pulvérisateur et coûts d'exploitation
La conception de la boîte de vitesses du pulvérisateur de l'usine remonte au début des années 1960. La conception de la boîte de vitesses se compose d'un engrenage à vis sans fin en acier entraîné par un gros moteur électrique de 800 tr/min qui entraîne une roue dentée en bronze directement connectée à une table de broyage. Le carter contient 255 gallons d'huile pour engrenages, avec une température contrôlée par un échangeur de chaleur intégré refroidi à l'eau. L'huile pour engrenages ISO 320 EP non filtrée est recommandée pour lubrifier les engrenages et les roulements en bronze sur acier.
Bien que la conception de cette boîte de vitesses soit robuste et simple, les coûts de maintenance devenaient excessifs et les intervalles d'entretien/de révision ne prenaient pas en charge les programmes de production d'électricité de la centrale. En fait, les coûts et les intervalles d'entretien typiques pour chaque boîte de vitesses de pulvérisateur étaient les suivants :
• Des vidanges d'huile étaient nécessaires tous les 12 mois pour un coût de 5 000 $ en matériaux et main-d'œuvre et de 20 000 $ à 50 000 $ en perte de production électrique, ce qui est typique de la plupart des unités de production d'électricité au charbon de cette période.
• Après 10 ans de fonctionnement, la couronne dentée en bronze a été tournée pour exposer les dents de l'engrenage non usées. Cela a nécessité quatre semaines de délai d'exécution et comprenait des travaux d'entretien pour un coût total de 300 000 $ par unité.
• Après 20 ans de fonctionnement, une reconstruction complète de la boîte de vitesses était nécessaire. Les pièces et la main-d'œuvre pour cet effort ont dépassé 450 000 $ par boîte de vitesses, la perte de production coûtant 250 000 $ supplémentaires par pulvérisateur.
Avec 13 broyeurs de charbon en fonctionnement dans l'usine, les coûts de maintenance et d'immobilisation s'additionnent rapidement.
Briser la réaction en chaîne d'usure
Une analyse préliminaire minutieuse des composants usés a indiqué que la face de l'engrenage en bronze subissait un contact de glissement et un écaillage importants. Au fil du temps, l'usure de la face d'engrenage en bronze est devenue de plus en plus importante. Le personnel de l'usine a commencé à rechercher un meilleur système de lubrification pour briser la réaction d'usure en chaîne.
Le personnel de l'usine soupçonnait que les modèles d'usure sur les faces des engrenages mâles en bronze étaient attribués à plusieurs facteurs, notamment une charge particulaire élevée de poussière de charbon et de saleté dans l'huile pour engrenages et des réactions catalytiques entre les additifs d'huile pour engrenages et certaines des particules générées. De plus, l'attaque chimique de l'ensemble d'additifs EP pendant le fonctionnement créait des niveaux élevés de cuivre dans l'huile pour engrenages, très probablement en raison de l'activité de l'additif EP soufre-phosphore sur la roue dentée en bronze, entraînant des niveaux élevés de cuivre dans l'huile pour engrenages. P>
Il est rapidement devenu évident que ces problèmes devaient être résolus. Le personnel de l'usine a cherché des méthodes pour mieux sceller la boîte d'engrenages contre l'ingestion de particules, principalement sous forme de poussière de charbon. De plus, de grands efforts ont été déployés pour mettre en œuvre des méthodes de filtration et des options pour l'huile pour engrenages afin de capturer rapidement les particules et les particules d'usure générées, et une technologie de lubrifiant améliorée (huile de base et ensembles d'additifs) a été appliquée pour fournir des intervalles de maintenance prolongés sans pénalités de consommation d'énergie.
Résolution des problèmes
Après une période d'essais et d'erreurs au cours de laquelle l'efficacité de diverses solutions a été testée, le succès de la rupture de la réaction en chaîne d'usure a été obtenu grâce à la pénétration de particules, à la méthode de filtration et aux exigences du client.
La pénétration des particules a été contrôlée avec succès grâce à l'utilisation de filtres déshydratants de reniflard sur les évents de la boîte de vitesses et par une très grande attention aux joints de la table de broyage. Le code de propreté ISO initial du 23/21/18 (conformément à la norme ISO 4406-1999) a été obtenu avec une filtration agressive du reniflard. Avant la mise en œuvre de la pénétration des particules, les employés n'étaient pas en mesure d'établir le niveau de propreté ISO cible en raison des niveaux très élevés de particules. Historiquement, la capacité de filtrer les huiles pour engrenages ISO 320 et 460 dans un environnement de pulvérisation de charbon s'est avérée très difficile.
Cependant, le personnel de l'usine a déterminé qu'un système de filtration à boucle rénale serait l'une des meilleures options pour éliminer les contaminants particulaires de la boîte de vitesses du pulvérisateur et résoudre le problème d'usure des engrenages. Un système de filtration de l'anse rénale efficace doit avoir les caractéristiques suivantes :
• Capacité de rétention élevée de la saleté
• Faibles besoins d'entretien. (Les changements de filtre ne devraient pas être nécessaires plus d'une fois par mois dans des conditions de fonctionnement normales)
• Amélioration évidente de l'huile pour engrenages en une semaine après la maintenance préformée
• Nettoyage continu de l'huile d'engrenage et maintien efficace du code de propreté cible 18/15/11 selon ISO 4406-1999
• Points d'échantillonnage avant et après filtration pour l'évaluation de l'efficacité du filtre
• Installation de montage sur patins
• Emplacements d'aspiration et de refoulement conçus pour éliminer les risques d'incendie et rotation de l'ensemble du carter d'huile de la boîte de vitesses toutes les 30 minutes
• Taille du patin de filtration qui n'interfère pas avec les activités de maintenance normales
Progrès de la technologie de filtration
Il a été déterminé qu'une technologie de filtration avancée qui répondrait aux exigences ci-dessus pour cette application était facilement disponible pour l'huile pour engrenages lourds. Un ensemble de filtration à boucle rénale hors ligne utilisant un média filtrant synthétique à haute efficacité et à haute capacité de rétention de la saleté a été installé à l'aide de deux boîtiers de filtre montés en série avec un élément de taille commune dans les deux boîtiers.
Les éléments filtrants initialement recommandés pour l'installation d'essai ont été évalués à Beta 25=200 dans la première étape et Beta 10=200 dans la deuxième étape. Le débit d'huile était fourni par une pompe à palettes évaluée à 10 GPM pour une huile pour engrenages de 460 cSt (2 500 SUS). Les plages de température du fluide du système variaient d'un minimum de 65 degrés Fahrenheit (18 Celsius) au ralenti jusqu'à 130 F (54 C) en fonctionnement normal. L'ensemble de filtration a été installé avec la conduite d'aspiration entrant dans le banc de filtres directement depuis le fond du réservoir et la sortie, ou conduite de décharge filtrée, a été raccordée directement dans le haut du réservoir.
Actuellement, l'état de l'élément filtrant est surveillé par des manomètres différentiels installés sur chaque boîtier de filtre, avec une cible de 25 à 28 psig comme indicateur de charge de l'élément ; les éléments ont été remplacés avant d'autoriser la vanne de dérivation interne. Les autres caractéristiques de l'ensemble de filtration incluent des vannes d'échantillonnage en amont et en aval pour permettre le prélèvement d'échantillons d'huile pour engrenages sans avoir à arrêter le système.
Progrès de la technologie de lubrification
Au cours de la mise à jour du système, il a été recommandé d'inclure une huile pour engrenages AGMA 6EP (ISO 320) pour la boîte de vitesses du pulvérisateur dans la conception du système. L'évaluation des modèles d'usure sur les dents des engrenages a indiqué que l'ensemble d'additifs EP dans cette huile pour engrenages était trop actif sur la couronne dentée en bronze et, conjointement avec les contaminants dans la boîte de vitesses, provoquait une usure prématurée et n'offrait pas une protection adéquate aux engrenages. . L'analyse d'échantillons d'huile pour engrenages usée a confirmé que l'ensemble d'additifs EP était épuisé à cause du contact prolongé entre l'acier sur la face de l'engrenage en bronze et l'usure par glissement. L'imagerie thermographique IR a indiqué que ce contact prolongé entre le temps entraînait des températures de face d'engrenage plus élevées. De plus, une charge très élevée de saleté et de particules a été confirmée par le code de propreté ISO.
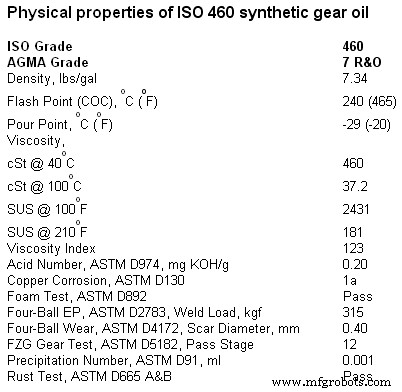
Après consultation avec le fournisseur de lubrifiant, il a été déterminé par toutes les parties que l'huile synthétique pour engrenages AGMA 7 R&O (ISO 460) protégerait le mieux la boîte de vitesses dans cette application. Le grade de viscosité plus élevé et le pouvoir lubrifiant amélioré de cette huile synthétique pour engrenages, associés à la chimie des additifs R&O, ont permis de fournir une résistance du film d'huile supérieure à celle recommandée par l'OEM et de prolonger la durée de vie de la boîte de vitesses, en tenant compte des exigences de température. et la longévité de la boîte de vitesses. Les propriétés physiques de l'huile synthétique pour engrenages sont indiquées dans le tableau.
Dans le passé, le personnel de l'usine considérait la faisabilité d'utiliser une huile synthétique pour engrenages dans la boîte de vitesses du pulvérisateur, mais a déterminé que la charge élevée de saleté dans la boîte de vitesses les rendait peu rentables avec des changements d'huile fréquents. Cependant, avec les récentes améliorations de la filtration permettant une durée de vie potentielle de l'huile d'au moins trois ans, la rentabilité de l'utilisation d'une huile synthétique pour engrenages pourrait être justifiée. L'huile pour engrenages synthétique ISO 460 R&O offrait plusieurs avantages, notamment :
• Pompage améliorée à des températures plus basses et avec une filtrabilité améliorée
• Résistance à l'oxydation et stabilité thermique plus élevées
• Résistance supérieure du film à hautes et basses températures
• Durée de vie prolongée dans un environnement propre et filtré
Résultats opérationnels
En fin de compte, la boîte de vitesses du pulvérisateur a été révisée et tous les principaux composants rotatifs ont été remplacés, à l'exception des engrenages en acier/à vis sans fin. La boîte de vitesses a été nettoyée et séchée avec des chiffons non pelucheux dans le cadre du processus de révision. Les engrenages à vis sans fin en acier et en bronze ont été alignés avec précision et vérifiés en bleu. Le réservoir a été rincé avec une huile minérale ISO 460 puis rempli d'huile synthétique pour engrenages ISO 460. Un échantillon d'huile pour engrenages de base a été prélevé dans le réservoir et analysé pour le nombre de particules conformément à la norme ISO 4406-1999, avec les résultats du code de propreté ISO le 23/21/18. Enfin, la boîte de vitesses du pulvérisateur a été mise en service ainsi que le système de filtration. Après trois heures de fonctionnement, le nombre de particules a été réduit à 21/19/11.
Après 48 heures de fonctionnement, l'usine a installé un ensemble d'éléments filtrants Beta 5 =200 dans chaque boîtier pour réduire davantage la contamination du système et atteindre plus rapidement le code de propreté ISO 18/15/11 cible. La boîte de vitesses du pulvérisateur et le système de filtration ont continué à fonctionner pendant encore deux semaines, l'état des éléments étant surveillé à l'aide de manomètres différentiels. Grâce à l'utilisation du média 5 microns au cours de ces deux semaines, le code de propreté ISO cible 18/15/11 a été atteint.
La durée de vie de l'élément filtrant a également été surveillée pendant l'installation d'essai ; les résultats ont montré que le support à haute capacité de saleté dépassait les attentes compte tenu du nettoyage initial du système. De plus, la durée de vie pendant l'utilisation continue a été au-delà des attentes. En fait, au cours de l'installation d'essai, des échantillons d'huile ont été prélevés et analysés pour les propriétés physiques et chimiques, le nombre de particules et la ferrographie analytique. Les résultats ont montré que l'usure des métaux était considérablement réduite et que la propreté de l'huile était maintenue.
Conclusions
Compte tenu du succès de cette installation initiale, la centrale continue d'obtenir les avantages suivants en utilisant l'huile pour engrenages synthétique ISO 460 R&O et le nouveau système de filtration :
• Lubrification des engrenages et des roulements considérablement améliorée
• Métaux d'usure minimes à inexistants dans la boîte de vitesses sur la base des rapports d'analyse d'huile
• Aucune augmentation de la consommation d'énergie du moteur d'entraînement grâce à une huile synthétique pour engrenages à viscosité plus élevée (certaines mesures d'instrumentation de l'usine ont indiqué une baisse de 1 % de l'ampérage du moteur avec les moteurs de 4 160 VCA)
• Maintenance prédictive/proactive précise à l'aide de la numération des particules et de la ferrographie analytique
• Durée de vie prolongée de l'huile pour engrenages qui offre les avantages supplémentaires de coûts d'élimination réduits et d'impact environnemental/production d'huiles usées réduits
• Durée de vie de la boîte de vitesses considérablement prolongée
• Élimination des temps d'arrêt liés à la contamination
• Intervalles de maintenance prolongés
Depuis l'application du package de mise à niveau et de filtration des lubrifiants et le suivi étroit des résultats, la centrale a acheté et installé sa deuxième unité à l'automne 2005.
Remerciements
• John Kinion et personnel de maintenance, usine Pacificorp Naughton, South U.S. Highway 189, Kemmerer, WY 83101
• Chris Tully, ingénieur de projet, usine Pacificorp Naughton, South U.S. Highway 189, Kemmerer, WY 83101
• Ken Knochel, Services techniques, Schroeder Industries LLC, 580 West Park Road, Leetsdale, PA 15056
Mécanisme pour réduire les particules d'usure et prolonger la durée de vie des engrenages dans une boîte de vitesses de pulvérisateur de charbon Page 6 sur 7 Winslow, Naman, Nicholas
Références
1. ISO 4406:1999. Puissance hydraulique. Fluides. Méthode de codage du niveau de contamination par des particules solides
2. ISO 16889:1999 Filtres hydrauliques. Méthode multi-passes pour évaluer les performances de filtration d'un élément filtrant
3. Sheffield, Schroeder Industries, « Changements de la filtration et de la contamination – Changement de direction pour l'industrie de la filtration ». Magazine Machinery Lubrication, janvier 2005
Annexe I
8120-3Feb05.pdf
Mécanisme pour réduire les particules d'usure et prolonger la durée de vie des engrenages dans une boîte de vitesses de pulvérisateur de charbon Page 7 sur 7 Winslow, Naman, Nicholas
À propos des auteurs
Ken Nicholas est le directeur des services du marché de la lubrification chez Schroeder Industries. Richard Winslow est ingénieur en chef principal à la centrale électrique de Naughton de PacifiCorp à Kemmerer, Wyoming. Ted Naman est le coordinateur technique des lubrifiants et graisses industriels chez ConocoPhillips.
Entretien et réparation d'équipement
- Démystifier les boues et les vernis
- Soins de santé humaine et maintenance des équipements :des connexions ?
- La boîte de vitesses de l'usine alimentaire augmente sa durée de vie de 350 % grâce à l'huile synthétique
- La réduction de la friction peut économiser de l'énergie et des milliards de dollars
- Augmenter la rentabilité du parc éolien en réduisant les coûts de maintenance des boîtes de vitesses
- Réduire l'usure de votre train de roulement
- Vidéo de conseil rapide – Prolonger la durée de vie du train de roulement de votre machine Cat®
- Un guide rapide de la boîte de vitesses planétaire
- COMPRENDRE ET PROLONGER LA DURÉE DE VIE DES COMPOSANTS DE VOTRE CONVOYEUR