


Résumé des compétences de tournage de pièces à parois minces
Lors du processus de coupe, la paroi mince est facilement déformée par la force de coupe, ce qui conduit à l'apparition d'un ovale ou d'une «forme de taille» avec un petit milieu et une grande extrémité. De plus, les bagues à paroi mince sont sujettes à la déformation thermique en raison d'une mauvaise dissipation de la chaleur pendant le traitement, et il est difficile d'assurer la qualité de traitement des pièces. Les pièces illustrées dans la figure ci-dessous sont non seulement peu pratiques à installer et à serrer, mais également difficiles à traiter les pièces traitées. Il est nécessaire de concevoir un boîtier spécial à paroi mince et une protection d'arbre.
Analyse de processus
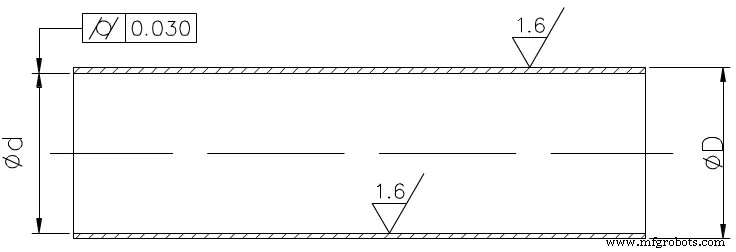
Selon les exigences techniques fournies dans le dessin, la pièce est traitée par un tube en acier sans soudure. La rugosité de surface du trou intérieur et de la paroi extérieure est de Ra1,6 μm, ce qui peut être obtenu par tournage, mais la cylindricité du trou intérieur est de 0,03 mm, ce qui est requis pour les pièces à paroi mince plus élevées. Dans la production de masse, la voie du processus est à peu près :découpage-traitement thermique-face d'extrémité de la voiture-cercle extérieur de la voiture-trou intérieur de la voiture-inspection de la qualité.
Le processus « d'usinage du trou intérieur » est la clé du contrôle qualité. Il nous est difficile de couper le trou intérieur sans le cercle extérieur et le boîtier à paroi mince pour garantir un cylindre de 0,03 mm.
La technologie clé de Tourner Trou
La technologie clé du trou de tournage est de résoudre le problème de rigidité et d'élimination des copeaux de l'outil de tournage du trou intérieur. Pour augmenter la rigidité de l'outil de tournage de trou intérieur, prenez les mesures suivantes :
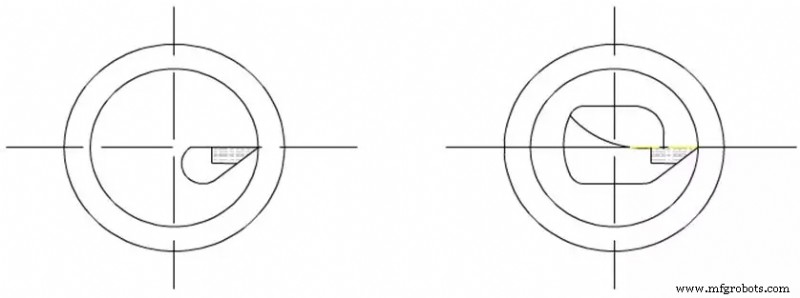
(1) Essayez d'augmenter la section transversale du porte-outil, généralement la pointe de l'outil de tournage de trou intérieur est située sur le dessus du porte-outil, de sorte que la section transversale du porte-outil soit de moins en moins supérieur à 1/4 de la section transversale du trou, comme illustré dans la figure de gauche ci-dessous . Si la pointe de l'outil de tournage de trou intérieur est située sur la ligne médiane du porte-outil, la section transversale du porte-outil dans le trou peut être considérablement augmentée, comme indiqué dans la figure de droite ci-dessous.
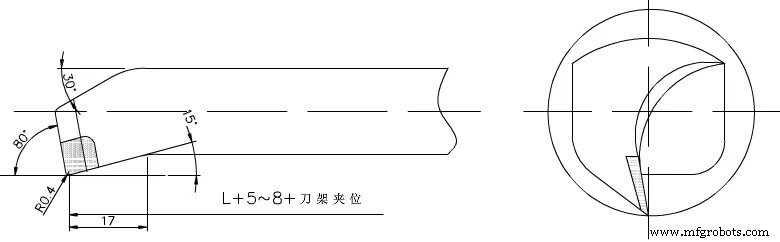
(2) La longueur étendue du porte-outil doit être aussi longue que 5-8 mm que la longueur de la pièce traitée, afin d'augmenter la rigidité du porte-outil de tournage et de réduire les vibrations pendant le processus de coupe.
Résoudre le problème d'élimination des puces
Contrôlez principalement la direction de sortie de coupe. L'outil de tournage d'ébauche nécessite l'écoulement des copeaux vers la surface à usiner (évacuation frontale des copeaux). Pour cette raison, un outil de tournage de trou intérieur avec une inclinaison positive du bord est utilisé, comme indiqué dans la figure ci-dessous.
Lors de la finition du tournage, il est nécessaire que les copeaux s'écoulent vers le centre pour incliner le copeau vers l'avant (l'élimination des copeaux au centre du trou), donc lors de l'affûtage de l'outil, faites attention à la direction de meulage du tranchant et à la méthode d'élimination des copeaux de incliner l'arc vers l'avant, comme indiqué dans la figure ci-dessous pour un tournage fin L'alliage de couteau utilise YA6, le type M actuel, qui a une meilleure résistance à la flexion, à l'usure, à l'impact et à l'acier et à la température.
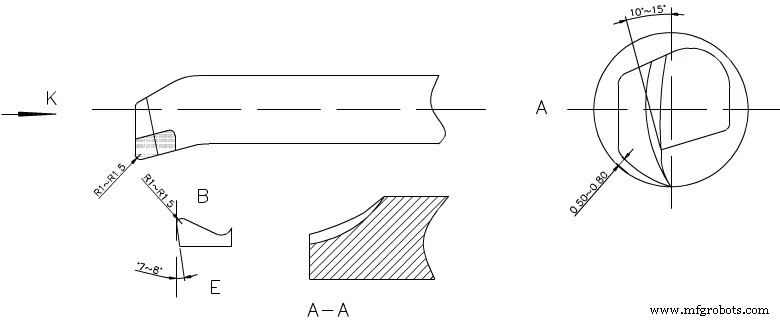
Lors de l'affûtage, l'angle de coupe est arrondi à un angle en forme d'arc de 10 à 15 ° et l'angle arrière est à 0,5 à 0,8 mm du mur selon l'arc d'usinage (la ligne inférieure de l'outil est en radian), et l'angle de tranchant de c est §0.5-1. L'essuie-glace au point B du bord des copeaux est R1-1,5, l'angle de dépouille auxiliaire est rectifié à 7-8° et le point AA du bord intérieur E est rectifié en cercle pour éliminer les copeaux.
Usinage Méthodes
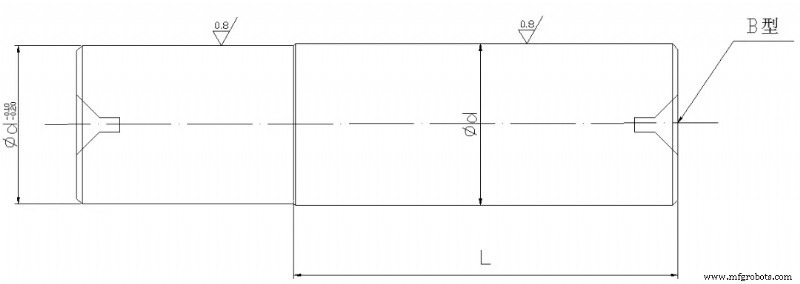
(1) Un protège-arbre doit être fabriqué avant le traitement. Le but principal du protège-arbre est de couvrir le trou intérieur du manchon à paroi mince de la voiture avec la taille d'origine, et de le fixer avec les centres avant et arrière pour traiter le cercle extérieur sans déformation, et de maintenir la qualité et précision du cercle extérieur. Par conséquent, le traitement de la protection de l'arbre est un maillon clé dans le processus de traitement du boîtier à paroi mince.
45﹟L'acier rond à structure en carbone est utilisé pour le traitement de l'ébauche de protection de l'arbre ; la face d'extrémité de la voiture, deux trous centraux en forme de B sont ouverts, le cercle extérieur est rugueux et la marge est de 1 mm. Après traitement thermique, revenu et mise en forme, puis tournage fin en laissant une marge de 0,2 mm pour le meulage. Réchauffez la surface du feu cassé jusqu'à une dureté de HRC50, puis broyez-la avec une meuleuse cylindrique comme indiqué sur la figure ci-dessous. La précision répond aux exigences et sera utilisée après l'achèvement.
(2) Afin de terminer le traitement de la pièce en une seule fois, l'ébauche conserve la position de serrage et la marge de coupe.
(3) Tout d'abord, traitez thermiquement les ébauches, la trempe et le revenu, la dureté est HRC28-30 (la dureté de la plage de traitement).
(4) L'outil de tournage adopte C620. Tout d'abord, placez le centre avant dans le cône de la broche et fixez-le. Afin d'éviter la déformation de la pièce lors du serrage du manchon à paroi mince, un manchon épais à boucle ouverte est ajouté, comme indiqué sur la figure ci-dessous.
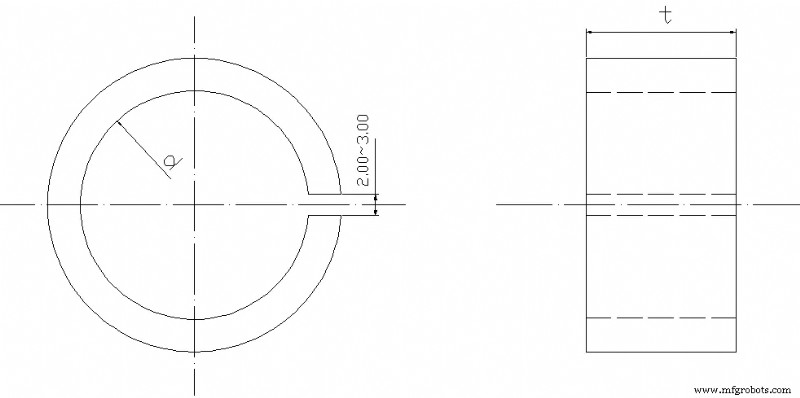
Afin de maintenir la production de masse, l'extrémité extérieure du boîtier à paroi mince est traitée à une taille uniforme d, la règle de t est la position de serrage axiale et le boîtier à paroi mince est comprimé pour améliorer la qualité du trou intérieur de la voiture et maintenir la taille. Étant donné que la chaleur de coupe est générée, la taille d'expansion de la pièce est difficile à saisir. Il est nécessaire de verser suffisamment de liquide de coupe pour réduire la déformation thermique de la pièce.
(5) Serrez fermement la pièce avec un mandrin à trois mors à centrage automatique, tournez la face d'extrémité et tournez grossièrement le cercle intérieur.
Laissez une marge de 0,1 à 0,2 mm pour le tournage fin et remplacez-le par un outil de tournage fin pour traiter la marge de coupe jusqu'à ce que l'arbre de protection réponde aux exigences d'ajustement et de rugosité excessifs. Retirez l'outil de tournage du trou intérieur, insérez l'arbre de protection au centre avant, utilisez le centre de la poupée mobile pour serrer en fonction des exigences de longueur, changez l'outil de tournage extérieur pour rendre rugueux le cercle extérieur, puis finissez de tourner selon les exigences du dessin. Après avoir passé l'inspection, utilisez un couteau pour couper la longueur en fonction de la taille requise. Afin de rendre la coupe lisse lorsque la pièce est déconnectée, le tranchant doit être affûté pour rendre la face d'extrémité de la pièce lisse; la petite partie de l'arbre de protection doit être meulée pour réduire l'espace laissé par la coupe, et l'arbre de protection doit réduire la déformation de la pièce, éviter les vibrations et lors de la coupe La raison des chutes et des ecchymoses.
Conclusion
Le procédé ci-dessus pour l'usinage d'un boîtier à paroi mince résout le problème de déformation ou provoquant des erreurs dimensionnelles et de forme qui ne répondent pas aux exigences. La pratique a prouvé que l'efficacité du traitement est élevée, facile à utiliser et adaptée au traitement de longues pièces à parois minces, et que la taille est facile à saisir. Achèvement unique, la production de masse est également plus pratique.
Processus de fabrication
- DARVA – L'assistant d'événement
- Le moi en formation
- Optimisation de la durée de vie de l'outil :l'effet des angles d'attaque sur les opérations de tournage
- Maîtriser les défis du tournage dur
- Amélioration des pièces à paroi mince fabriquées par tournage CNC
- Quel est l'avantage de tourner la broche
- Fraisage et tournage ensemble Bénéficier de la productivité
- Un outil de tournage pour chaque travail
- Centre de tournage et usinage correspondant