


Comment réduire les bavures lors du fraisage de l'aluminium dans les centres d'usinage
Que dois-je faire si le centre d'usinage fraise trop de bavures sur l'alliage d'aluminium ? Lors du traitement de l'alliage d'aluminium, les bavures devraient être un problème que tout le monde a rencontré. Cela réduit non seulement la précision de traitement de la pièce, augmente le coût de traitement, mais affecte également les performances de la pièce. Habituellement, un ébavurage est nécessaire, ce qui est non seulement gênant, mais peut également endommager la pièce. Existe-t-il donc un meilleur moyen de réduire ou de réduire la génération de bavures lors du traitement ? Aujourd'hui, je vais partager avec vous une expérience dans le contrôle des bavures.
Qu'est-ce que Bavures ?
Les bavures sont les poils qui se forment autour des pièces traitées sur la pièce et se caractérisent par des surfaces de moulage en saillie. Les bavures sont généralement produites sur le bord du terminal de coupe du matériau traité en raison de la déformation plastique du matériau.
Il est particulièrement courant dans les matériaux à bonne ductilité tels que les alliages d'aluminium (ou les matériaux à bonne ténacité tels que l'acier inoxydable).
Sa forme et sa taille dépendent principalement de plusieurs facteurs tels que le matériau de la pièce et la rigidité de son support d'extrémité, la géométrie de l'outil, la trajectoire de coupe de l'outil, l'usure de l'outil, les paramètres de coupe et l'utilisation de liquide de refroidissement.
Pourquoi avoir besoin d'ébavurer ?
La présence de bavures entraînera une perte de précision du traitement, de la mesure ou de l'installation et affectera la précision dimensionnelle et la précision de la forme et de la position de la pièce.
Le durcissement et l'élimination des bavures sont à l'origine de fissures et réduiront la durée de vie de la pièce.
Cela peut blesser l'opérateur de production ou l'utilisateur de la machine.
La présence ou la perte de bavures peut provoquer des courts-circuits électriques. S'ils tombent dans la partie coulissante, ils accéléreront l'usure et provoqueront des accidents.

Une certaine expérience dans le contrôle des bavures
Choix de Traitement S séquence
Lors de l'organisation de la séquence de traitement, le processus qui produit des bavures doit être organisé en premier, et les processus qui ne produisent pas de bavures (ou moins de bavures et moins nombreux) doivent être organisés plus tard, ou une utilisation rationnelle de certains processus ultérieurs pour supprimer le processus précédent problème. Par exemple, lors du traitement de rainures étagées, le traitement des rainures profondes en premier, puis le traitement des rainures peu profondes peut éliminer les bavures sur les bords de rainure générées lors du traitement des rainures profondes et améliorer efficacement la qualité du traitement.
Le choix de la méthode de traitement
Lors de la conception du processus, essayez de choisir une méthode de traitement qui génère moins de bavures ou qui est propice à l'élimination des bavures.
Par exemple, lors de la coupe, le tranchant doit être placé à une position où l'angle de bord θ (l'angle d'intersection des deux surfaces de traitement adjacentes) de la pièce est plus grand et la rigidité de support de son extrémité est meilleure, ce qui peut effectivement réduire ou même éliminer complètement la génération de bavures.
Permettez-moi de vous donner deux autres exemples :
Dans le processus de fraisage, la couche de découpe de fraisage est épaisse et la couche de découpe est mince, la coupe est stable et la bavure produite est petite, et la couche de découpe est mince et la couche de découpe est épais dans le fraisage de haut en bas et la bavure produite est grande. Pour réduire les bavures de fraisage, le fraisage vers le bas doit être utilisé autant que possible.
Lors du fraisage du plan, si la fraise en bout est utilisée pour usiner le plan de la pièce, la force de coupe générée par la coupe perpendiculaire au plan d'usinage est importante, de sorte que les bavures produites sont également plus grandes, et l'utilisation d'une fraise à surfacer cylindrique peut réduire efficacement la génération de bavures.
De plus, même si la génération de bavures ne peut pas être complètement supprimée pendant le traitement, le tranchant doit être placé dans une position où il est facile d'éliminer les bavures, afin de réduire le coût de l'élimination ultérieure des bavures.
Le choix de T ools
Le traitement du métal est réalisé en coupant la partie de traitement de la pièce à usiner par l'outil serrant de la déformation élastique-plastique. Le matériau en alliage d'aluminium lui-même a une meilleure ténacité et une meilleure extension, et il n'est pas facile de briser les copeaux, de sorte que le tranchant de l'outil doit être tranchant.
Des fraises tranchantes en acier rapide, des fraises en alliage dur (fraises en aluminium) et des fraises PCD sont toutes disponibles. Le but est de raccourcir le temps de déformation élastique et de déformation plastique de la pièce elle-même et d'éviter que les bavures ne déchirent les parties de traitement des pièces.
Mais en même temps, l'usure de l'outil a une grande influence sur la formation de bavures. S'il s'agit d'une production de masse continue, il est également nécessaire de prendre en compte la résistance à l'usure de l'outil pour maintenir l'outil dans un état affûté plus longtemps. À ce stade, il est recommandé d'utiliser un outil PCD. Des outils composés spéciaux (fraises composées, forets composés, etc.) peuvent également être utilisés dans le processus d'usinage. La bavure générée par l'outil précédent peut être supprimée par l'outil suivant, qui peut contrôler la génération de bavures tout en améliorant la qualité du traitement.
Régler les paramètres de coupe
Par exemple :augmenter l'angle de coupe de l'outil, réduire l'épaisseur de coupe, régler la vitesse de coupe, etc., qui peut être ajustée en fonction de la situation réelle.
Optimisation de la trajectoire du couteau
La sortie de l'outil est le principal facteur de formation de bavures dans le sens de coupe. Dans des circonstances normales, la bavure produite par la fraise lorsqu'elle est dévissée de la pièce est relativement grande, et la bavure lorsqu'elle est vissée dans la pièce est relativement petite. Par conséquent, la fraise doit être évitée autant que possible pendant le processus d'usinage.
Autre exemple classique :
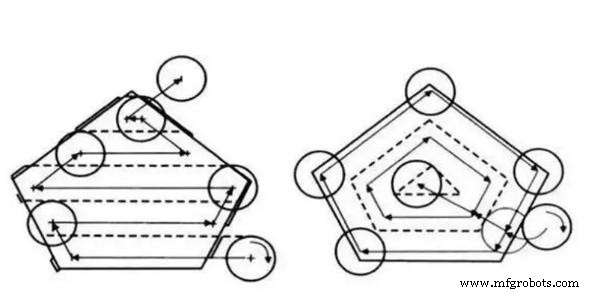
La photo de gauche montre le chemin traditionnel en zigzag. La partie ombrée sur l'image indique la partie qui peut produire des bavures plus importantes dans le sens de la coupe. L'image de droite utilise une trajectoire améliorée du couteau, ce qui peut éviter la génération de bavures de coupe. Bien que le chemin de droite soit légèrement plus long que le chemin de gauche, le fraisage prend un peu plus de temps, mais comme il n'y a pas de processus d'ébavurage supplémentaire, lorsqu'il est combiné, le chemin indiqué à droite est meilleur en termes de contrôle des bavures. Suivez le parcours indiqué à gauche (tous les bords où se trouve la bavure doivent être complétés lors de l'ébavurage).
Sélection du fluide de coupe
Utilisez un fluide de coupe avec de bonnes performances anti-adhérentes pour réduire l'usure de l'outil, prolonger sa durée de vie, lubrifier le processus de fraisage et réduire la taille des bavures.
O autres méthodes
Chevauchement en plusieurs parties Usinage
Pour que le tranchant d'une pièce soit proche du tranchant d'une autre pièce. Cela raccourcit non seulement la course de coupe, améliore l'efficacité de la production, mais améliore également la rigidité des pièces pendant le traitement, réduit la déformation de coupe et peut efficacement prévenir et réduire la génération de bavures.
Pièce jointe Usinage
en utilisant divers accessoires pour le support auxiliaire et le remplissage au bord du traitement de la pièce. Par exemple, lors du traitement de petits trous dans des raccords de tuyauterie à paroi mince, insérez un mandrin dans la pièce et retirez-le après le perçage, ce qui peut éviter la déformation de la pièce et réduire la génération de bavures dans le trou.
Processus de fabrication
- Comment réduire les coûts des projets d'usinage CNC
- Usinage de l'aluminium :comment usiner efficacement les alliages d'aluminium
- Comment réduire les coûts d'usinage CNC
- Comment réduire les coûts d'usinage CNC ? – Guide du débutant
- Comment réduire les vibrations dans le fraisage CNC – Conseils pour minimiser les vibrations d'usinage | TOURNAGE CNC
- Comment réduire le coût des pièces d'usinage CNC ?
- Comment réduire les vibrations et les vibrations dans l'usinage CNC
- Qu'est-ce que la déviation d'outil dans l'usinage CNC et comment la réduire ?
- Comment sélectionner une usine d'usinage ?