


Comment analyser les dessins de pièces d'usinage ?
Tout d'abord, nous devons connaître le rôle des pièces usinées dans le produit, l'emplacement, la relation d'assemblage et les conditions de travail, clarifier l'impact des diverses exigences techniques sur la qualité d'assemblage et les performances des pièces, connaître les principales et principales techniques exigences, puis analysez le dessin de la pièce.
(1) Vérifier l'exhaustivité et l'exactitude du dessin de la pièce
Après avoir compris la forme et la structure de la pièce usinée, il est nécessaire de vérifier si la vue de la pièce est correcte et suffisante, si l'expression est intuitive et claire, si le dessin est conforme aux normes nationales, si le marquage des dimensions, des tolérances et les exigences techniques sont complètes et raisonnables, etc.
(2) Analyse des exigences techniques des pièces
Certaines des exigences techniques comprennent les aspects suivants :la précision dimensionnelle de la surface d'usinage, la précision de la forme de la surface usinée principale, la précision de la position mutuelle entre les surfaces usinées principales. Rugosité de la surface usinée et autres exigences de qualité de surface, exigences de traitement thermique, autres exigences (telles que l'équilibrage dynamique, non arrondi ou chanfreiné, ébavurage, exigences d'ébauche, etc.).
Une attention particulière doit être accordée à l'analyse si ces exigences sont économiques et raisonnables dans l'optique d'assurer la performance, et si elles peuvent être réalisées dans les conditions de production existantes. En particulier, les exigences techniques de la surface principale sont analysées, car l'usinage de la surface principale détermine les grandes lignes du processus de la pièce.
(3) A analyse des pièces m matériel
C'est-à-dire d'analyser les propriétés mécaniques et le traitement thermique du matériau brut lui-même, la qualité de coulée du flan et la dureté du matériau à traiter, qu'il y ait une bouche blanche, du sable, desserré, etc. Pour juger du degré de difficulté d'usinage et fournir une base pour la sélection des matériaux d'outils et des paramètres de coupe. Les matériaux de pièces sélectionnés doivent être économiques et raisonnables, avec de bonnes performances de coupe et répondre aux exigences de performance de service.
(4) Taille de marquage raisonnable
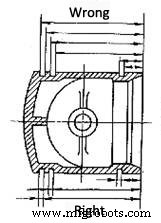
- La dimension importante sur le dessin de la pièce doit être marquée directement, et dans le traitement doit essayer de faire coïncider la donnée de processus et la donnée de conception, et conformément au principe de la dimension de chaîne la plus courte. Dans la figure 1, la taille de la rainure du segment de piston est une taille importante et sa largeur doit être injectée directement.
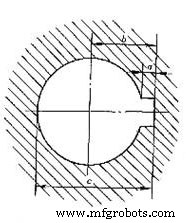
- La dimension marquée sur le dessin de la pièce doit être facile à mesurer, ne marquez pas la dimension à partir de l'axe, de la ligne médiane, du plan imaginaire et d'autres éléments difficiles à mesurer. La profondeur de la rainure de clavette du moyeu illustrée à la figure 2 est facilement mesuré avec des étriers ou des gabarits uniquement si la dimension C est indiquée.
-
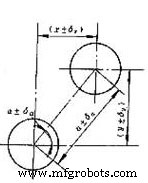
Les dimensions sur le dessin des pièces ne doivent pas être marquées dans un cercle fermé, afin de ne pas produire de contradictions. Comme le montre la FIG. 3, les dimensions d'espacement des trous A ± et Angle ± ont été marquées, de sorte que les dimensions des coordonnées des axes x et Y ne peuvent pas être marquées au hasard. Parfois, afin de faciliter le traitement, elles peuvent être calculées en fonction de la chaîne de dimensions et marquées entre parenthèses, comme un taille de référence lors du traitement.
-
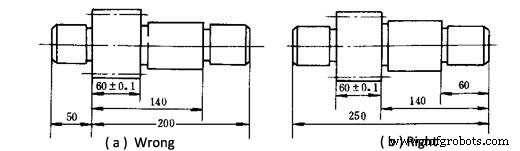
La taille libre non concordante sur les pièces doit être traitée dans l'ordre aussi loin que possible des notes de référence de processus. En ce qui concerne l'arbre de transmission de la FIG. 4, le mode de représentation de la Fig. (a) nécessite la conversion de la plupart des dimensions et ne peut pas être mesurée directement. La méthode d'étiquetage de la figure (b) est cohérente avec l'ordre de traitement et pratique pour le traitement des mesures.
-
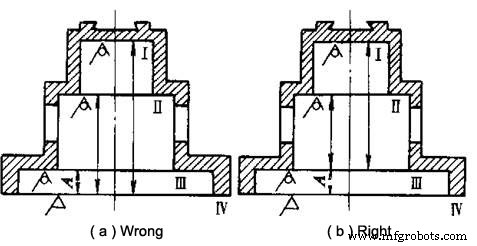
La position et la taille de chaque surface non traitée sur la pièce doivent être marquées directement, et il ne peut y avoir qu'une seule taille de contact entre la surface non traitée et la surface traitée. Comme le montre la FIG. 5, la méthode d'annotation de la Fig. (a) n'est pas raisonnable. Une seule dimension peut être garantie pour répondre aux exigences du dessin, tandis que les autres dimensions peuvent être hors tolérance. La dimension A sur la figure (b) doit être assurée lors de l'usinage de la surface Ⅳ, autre que le traitement de la position de marquage direct, garantie lors de la coulée .
Processus de fabrication
- Comment rédiger un PRD (Product Requirements Document)
- Comment utiliser le palpage (mappage de surface) dans l'usinage à grande vitesse
- Comment réduire les coûts d'usinage CNC
- Comment réduire le coût des pièces d'usinage CNC ?
- Besoin d'une machine VMC 5 axes ?
- Comment garder votre centre d'usinage CNC en bon état
- Comment sélectionner une usine d'usinage ?
- Étapes impliquées dans le processus d'usinage
- Usinage de petites pièces