


3 Unité 2 :Vitesses, avances et taraudage
Objectif
Après avoir terminé cette unité, vous devriez être en mesure de :
- Identifier et sélectionner les configurations et les opérations de la fraiseuse verticale pour une variété de tâches d'usinage.
- Sélectionnez une vitesse de coupe appropriée pour différents types de matériaux.
- Calculez les vitesses de coupe et les avances pour les opérations de fraisage en bout.
- Expliquer comment configurer correctement le taraudage d'alimentation.
Vitesse de coupe
La vitesse de coupe est définie comme la vitesse au bord extérieur de l'outil pendant la coupe. Ceci est également connu sous le nom de vitesse de surface. La vitesse de surface, le métrage de surface et la surface sont tous directement liés. Si deux outils de tailles différentes tournent aux mêmes tours par minute (RPM), le plus gros outil a une vitesse de surface plus élevée. La vitesse de surface est mesurée en pieds de surface par minute (SFM). Tous les outils de coupe fonctionnent sur le principe du métrage de surface. Les vitesses de coupe dépendent principalement du type de matériau que vous coupez et du type d'outil de coupe que vous utilisez. La dureté du matériau de travail a beaucoup à voir avec la vitesse de coupe recommandée. Plus le matériau de travail est dur, plus la vitesse de coupe est lente. Plus le matériau de travail est tendre, plus la vitesse de coupe recommandée est rapide (voir Figure 1).
Acier Fer Aluminium Plomb

Figure 1 :Augmentation de la vitesse de coupe en fonction de dureté du matériau de travail
La dureté du matériau de l'outil de coupe aura également beaucoup à voir avec la vitesse de coupe recommandée. Plus le foret est dur, plus la vitesse de coupe est rapide. Plus le foret est tendre, plus la vitesse de coupe recommandée est lente (voir Figure 2).
Acier au carbone Acier rapide Carbure
Figure 2 :Augmentation de la vitesse de coupe en fonction de Dureté de l'outil de coupe
Tableau 1 :Vitesses de coupe pour les types de matériaux
| Type de matériau | Vitesse de coupe (SFM) |
|---|---|
| Acier à faible teneur en carbone | 40-140 |
| Acier au carbone moyen | 70-120 |
| Acier à haute teneur en carbone | 65-100 |
| Acier de décolletage | 100-150 |
| Acier inoxydable, C1 302, 304 | 60 |
| Acier inoxydable, C1 310, 316 | 70 |
| Acier inoxydable, C1 410 | 100 |
| Acier inoxydable, C1 416 | 140 |
| Acier inoxydable, C1 17-4, pH | 50 |
| Acier allié, SAE 4130, 4140 | 70 |
| Acier allié, SAE 4030 | 90 |
| Acier à outils | 40-70 |
| Fonte–Régulière | 80-120 |
| Fonte–Dur | 5-30 |
| Fonte grise | 50-80 |
| Alliages d'aluminium | 300-400 |
| Alliage de nickel, Monel 400 | 40-60 |
| Alliage de nickel, Monel K500 | 30-60 |
| Alliage de nickel, Inconel | 5-10 |
| Alliages à base de cobalt | 5-10 |
| Alliage de titane | 20-60 |
| Titane non allié | 35-55 |
| Cuivre | 100-500 |
| Bronze–Régulier | 90-150 |
| Bronze–Dur | 30-70 |
| Zirconium | 70-90 |
| Laiton et Aluminium | 200-350 |
| Non-métalliques sans silicone | 100-300 |
| Silicium contenant des non-métalliques | 30-70 |
Vitesse de la broche
Une fois que le SFM pour un matériau et un outil donnés est déterminé, la broche peut être calculée puisque cette valeur dépend de la vitesse de coupe et du diamètre de l'outil.
RPM =(CS x 4) / D
Où :
- RPM =tours par minute.
- CS =vitesse de coupe en SFM.
- D =Diamètre de l'outil en pouces.
Avance de fraisage
L'avance (avance de la fraiseuse) peut être définie comme la distance en pouces par minute à laquelle la pièce se déplace dans la fraise.
Sur les fraiseuses que nous avons ici au LBCC, l'avance est indépendante de la vitesse de la broche. C'est une bonne disposition et cela permet des avances plus rapides pour les fraises plus grandes et à rotation lente.
L'avance utilisée sur une fraiseuse dépend des facteurs suivants :
- La profondeur et la largeur de coupe.
- Le type de couteau.
- La netteté de la fraise.
- Le matériau de la pièce.
- La résistance et l'uniformité de la pièce.
- La finition requise.
- La précision requise.
- La puissance et la rigidité de la machine, du dispositif de maintien et de la configuration de l'outillage.
Avance par dent
L'avance par dent est la quantité de matière qui doit être enlevée par chaque dent de la fraise lorsqu'elle tourne et avance dans le travail.
Au fur et à mesure que la pièce avance dans la fraise, chaque dent de la fraise avance dans la pièce d'une quantité égale, produisant des copeaux d'épaisseur égale.
Cette épaisseur de copeau ou avance par dent, ainsi que le nombre de dents de la fraise, constituent la base pour déterminer le taux d'avance.
La vitesse d'alimentation idéale pour le fraisage est mesurée en pouces par minute (IPM) et est calculée par cette formule :
IPM =F x N x RPM
Où :
- IPM =vitesse d'alimentation en pouces par minute
- F =avance par dent
- N =nombre de dents
- RPM =tours par minute
Par exemple :
Les avances pour les fraises en bout utilisées dans les fraiseuses verticales vont de 0,001 à 0,002 pouce d'avance par dent pour les fraises de très petit diamètre sur l'acier à 0,010 pouce d'avance par dent pour les grandes fraises dans les pièces en aluminium. Étant donné que la vitesse de coupe de l'acier doux est de 90, la vitesse de rotation d'une fraise en bout à deux dents à grande vitesse de 3/8" est
RPM = CS x 4 / D = 90 x 4 / (3/8) = 360 /.375 = 960 RPM
Pour calculer la vitesse d'avance, nous sélectionnerons 0,002 pouce par dent
IPM =F x N x RPM =0,002 x 2 x 960 =3,84 IPM
Alimentation machine
Le mouvement de la machine qui amène un outil de coupe à couper dans ou le long de la surface d'une pièce est appelé avance.
La quantité d'avance est généralement mesurée en millièmes de pouce dans la coupe des métaux.
Les flux sont exprimés de manière légèrement différente sur différents types de machines.
Les perceuses équipées d'alimentations électriques sont conçues pour faire avancer la perceuse d'une quantité donnée pour chaque révolution de la broche. Si nous réglons la machine pour qu'elle avance à 0,006", la machine avancera de 0,006" à chaque tour de la broche. Ceci est exprimé en pouces (IPR) par tour
Procédures de tapotement
Bonnes pratiques :
Utiliser les guides tactiles
Les guides de tarauds font partie intégrante de la fabrication d'un filetage utilisable et droit. Lors de l'utilisation du tour ou de la fraiseuse, le taraud est déjà droit et centré. Lors de l'alignement manuel d'un taraud, soyez prudent, car un guide de taraud à 90 ° est beaucoup plus précis que l'œil humain.
Utiliser de l'huile
Lors du forage et du taraudage, il est crucial d'utiliser de l'huile. Il empêche les mèches de grincer, rend la coupe plus lisse, nettoie les copeaux et empêche la perceuse et le stock de surchauffer.
Piquer
Le picage permet de s'assurer que les mèches ne surchauffent pas et ne se cassent pas lors de leur utilisation pour percer ou tarauder. Le perçage par perçage consiste à percer à mi-chemin dans une pièce, puis à la rétracter pour éliminer les copeaux, tout en permettant à la pièce de refroidir. Tourner la poignée d'un tour complet puis revenir d'un demi-tour est une pratique courante. Chaque fois que le foret ou le taraud est retiré, retirez autant de copeaux que possible et ajoutez de l'huile sur la surface entre le foret ou le taraud et la pièce.
Procédure de tapotement manuel
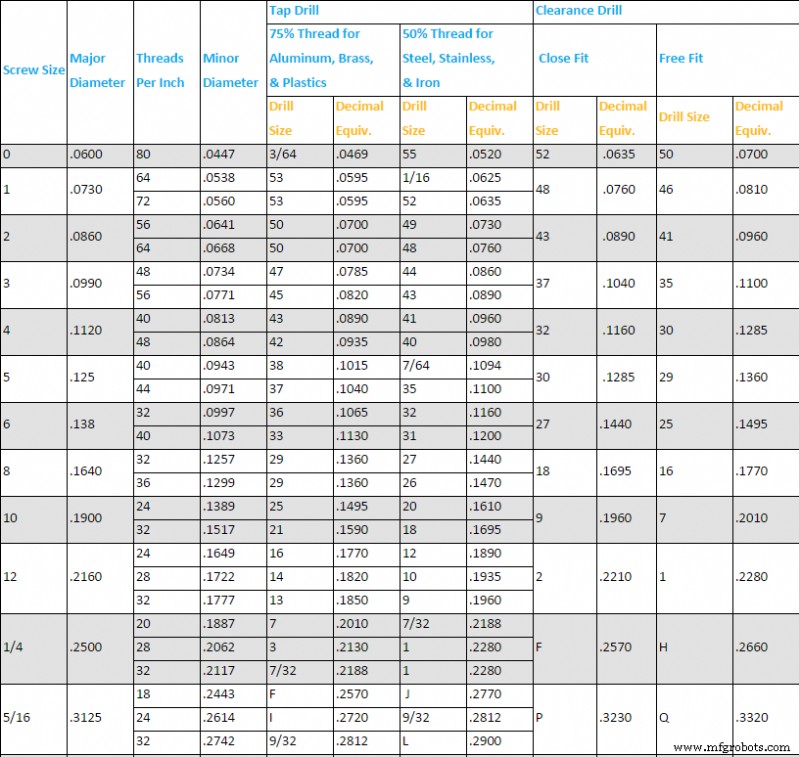
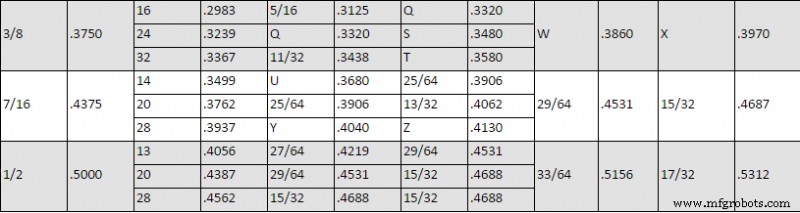
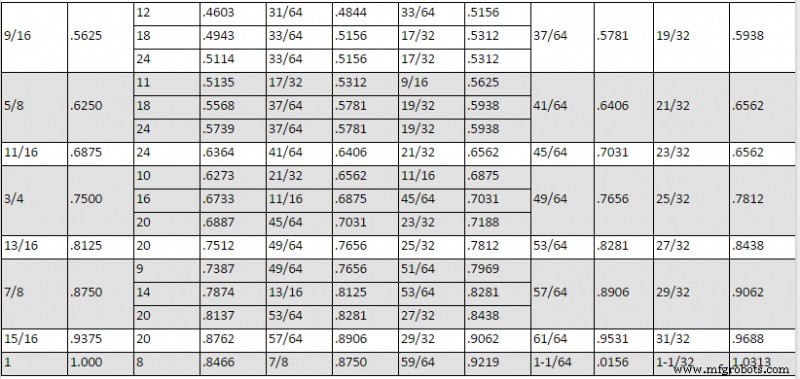
- Sélectionnez une taille de perçage dans le tableau.
Lors du choix d'une taille de robinet, ce tableau est le premier endroit à consulter.
- Si nécessaire, ajoutez un chanfrein au trou avant de tarauder.
Les chanfreins et les fraisures sont des caractéristiques supplémentaires parfois souhaitées pour les vis. Pour de meilleurs résultats, la vitesse de la broche doit être comprise entre 150 et 250 tr/min. - Obtenez un guide du robinet.
Le trou est maintenant prêt à être taraudé. Pour ce faire, utilisez les tarauds et blocs de guidage à proximité des moulins manuels. Les blocs de guidage auront plusieurs trous pour des robinets de différentes tailles. Sélectionnez celui qui se rapproche le plus de la taille du taraud utilisé et placez-le sur le trou percé. - Appuyez sur les fils.
Piquez le taraud à l'aide des clés à taraud. Appliquez une légère pression tout en tournant la clé d'un tour complet vers l'intérieur, puis d'un demi-tour vers l'extérieur. Piquez le robinet à la profondeur désirée. - Terminez le robinet.
Si le robinet ne va pas plus loin ou si la profondeur souhaitée est atteinte, relâcher la pression sur le robinet; il a probablement touché le fond. Retirez le robinet du trou. Si vous appliquez plus de pression, vous risquez de casser le robinet. Plus le robinet est petit, plus il est susceptible de se casser.
Procédure de taraudage d'alimentation (fraiseuse verticale)
- Le taraudage d'alimentation est similaire au taraudage manuel. Au lieu de tarauder à la main, utilisez la fraise verticale pour tarauder la pièce.
- Avant de démarrer la machine, passez le broyeur en vitesse basse.
- Relâchez le verrou de la plume et déplacez la plume au plus bas possible. Cela garantit qu'il y a suffisamment d'espace pour tarauder à la profondeur souhaitée.
- Tournez la broche sur FORWARD et réglez la vitesse de la broche sur 60 RPM.
- Amenez le robinet vers le bas. Lorsque le robinet attrape le stock, il s'introduit automatiquement dans le trou.
- Lorsque la profondeur souhaitée est atteinte, basculez rapidement le commutateur de direction de la broche d'avant en arrière. Cela inversera la direction du robinet et le retirera du trou. Inverser la direction en un seul mouvement fluide évitera d'endommager le trou taraudé et le robinet.
- Éteignez la machine.
- Nettoyez le trou taraudé, le taraud et la machine d'alimentation électrique avant de partir.
TEST UNITAIRE
- Expliquez les vitesses de coupe pour les matériaux plus durs et plus mous.
- Quelle est la vitesse de coupe pour l'acier à outils et l'aluminium ?
- Calculez la vitesse de rotation d'une fraise en bout HSS de ½ pouce de diamètre pour usiner l'aluminium.
- Calculez la vitesse d'avance pour un outil à trois dents. Utilisez le RPM de la question 3.
- Calculez la vitesse de rotation d'une fraise en bout HSS de ¾ pouce de diamètre pour usiner le bronze.
- Calculez la vitesse d'alimentation d'une fraise en bout en carbure à deux dents de ½ pouce de diamètre pour usiner de l'acier à faible teneur en carbone.
- À quoi sert de picorer lorsque vous les utilisez pour percer ou tarauder ?
- Sélectionnez une taille de foret appropriée pour un taraud de 5/16 à 24.
- Pourquoi utilise-t-on des fluides de coupe ?
- Décrire la différence entre le taraudage manuel et le taraudage motorisé.
Technologie industrielle
- Choisir la découpe au jet d'eau pour le caoutchouc et le plastique
- Opérations de la machine de tour et outils de coupe de tour
- Qu'est-ce que la découpe plasma et comment fonctionne la découpe plasma ?
- Types d'opérations de tour et outils de coupe
- Surmonter les défis courants de la découpe et du meulage de l'aluminium
- Comment les fluides de coupe synthétiques peuvent augmenter les vitesses et les avances de coupe CNC
- 5 façons de prolonger la durée de vie des outils et d'augmenter la productivité
- Défis de coupe :composites à matrice mixte et composites renforcés de fibres
- Compensation de cône et découpe au jet d'eau