


Conception de la porte de moulage par injection :un guide ultime pour la fabrication de plastique
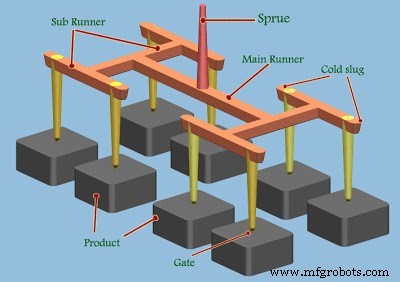
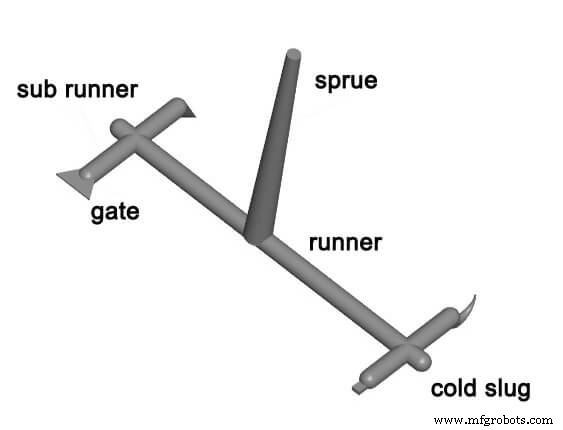
Les outils de moulage par injection peuvent être difficiles à concevoir ou à fabriquer. Cependant, ils ont des concepts de base faciles à comprendre. Un système de porte de moulage par injection aide à diriger le plastique fondu des buses des machines de moulage. Il s'agit littéralement d'une passerelle du plastique vers le cœur de l'outil.
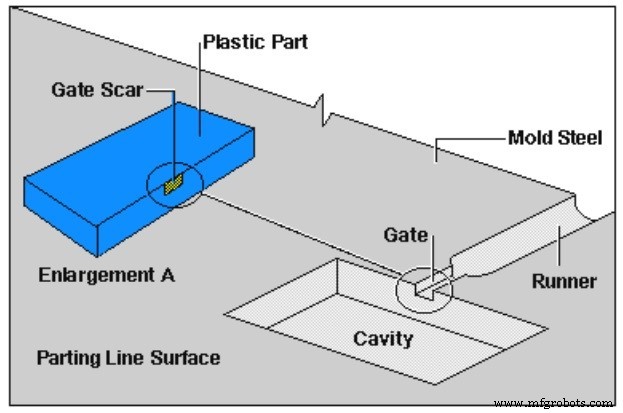
Lorsque la conception de la porte de moulage par injection n'est pas correcte, il peut y avoir des défauts potentiels dans les pièces en plastique. Ces défauts de moulage par injection affectent l'intégrité du composant. Une conception de portail avec une taille, des dimensions ou un emplacement incorrects affectera le processus de fabrication.
Par conséquent, chaque développeur de produit doit comprendre les détails de la conception de la porte de moulage par injection. Les informations contenues dans ce guide vous aideront à prendre les meilleures décisions pour vos pièces moulées par injection.
Importance de la conception de la porte de moulage par injection
Les portes ont une influence directe sur le résultat d'un processus de moulage par injection de plastique. Une porte bien conçue contrôle la direction et le volume du plastique fondu qui s'écoule dans le moule. Vous ne voulez pas que le plastique fondu reflue dans les patins.
Le plastique doit atteindre chaque zone du moule avant de refroidir. Cette pratique est essentielle pour éviter que certaines parties du plastique ne durcissent trop tôt. De cette façon, vous pouvez vous assurer que la pièce en plastique ne se termine pas par des ruptures ou des fractures de fatigue. Par conséquent, la porte ferme le système et le maintient jusqu'à ce qu'il se solidifie.
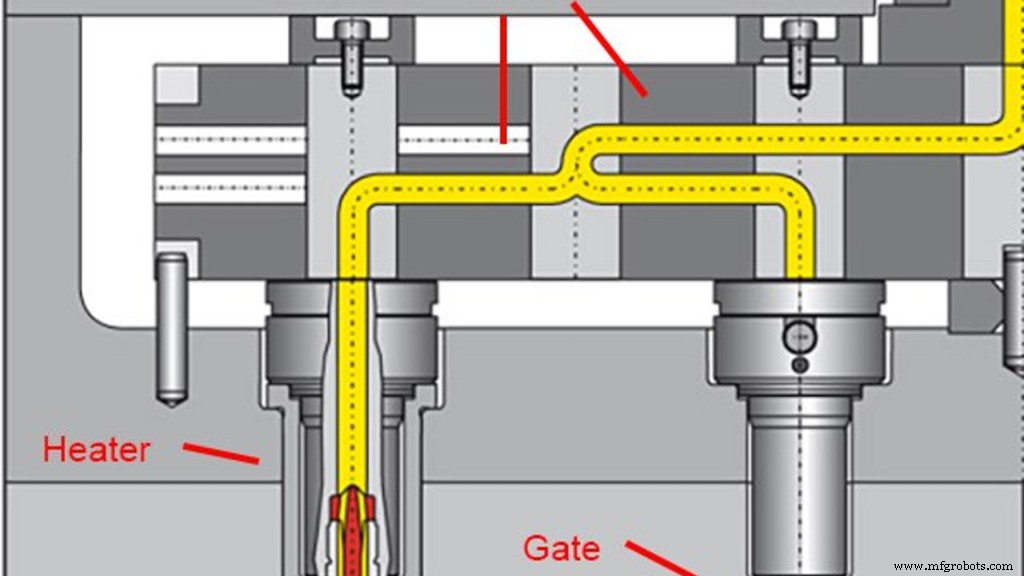
La porte de moulage par injection génère de la chaleur par dissipation. Les vestiges de porte pour le moulage par injection sont généralement étroits. Par conséquent, il provoque une dissipation visqueuse qui conduit à la génération de chaleur. Ainsi, une conception de grille droite augmente la température du polymère pour empêcher la formation de lignes de soudure et de marques d'écoulement.
Les portes permettent également aux ingénieurs de couper plus facilement les coureurs. De cette façon, les traitements post-traitement des pièces seront plus simplifiés.
Avantages et inconvénients des différents types de porte de moulage par injection
Les portails sont disponibles en différentes tailles, types et conceptions. Chacun de ces types de conceptions de porte de moulage par injection a ses avantages et ses inconvénients. Il est essentiel de les connaître afin de choisir la conception la plus appropriée pour votre processus de moulage par injection. Les types de portails les plus courants incluent :
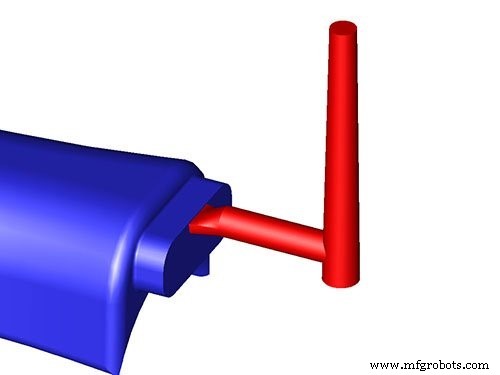
Portes directes ou Sprue
Une porte de moulage par injection directe est une porte peu ajustée. Cette porte permet de produire une forme de remplissage symétrique des moules à cavité unique.
Il fonctionne parfaitement sur des pièces cylindriques où le fabricant intègre le sort dans la carotte où il pénètre dans un outil fixe.
Avantages
- Facile à concevoir et à utiliser pour la fabrication
- Permet d'injecter rapidement de grands volumes de plastique
- Une excellente méthode pour les pièces cylindriques ou rondes afin d'obtenir la concentricité
- Produit des pièces avec moins de contraintes et une résistance élevée
- Faibles coûts de maintenance.
Inconvénients
- Peut laisser une marque significative au point de contact
- Le retrait du portail doit être manuel
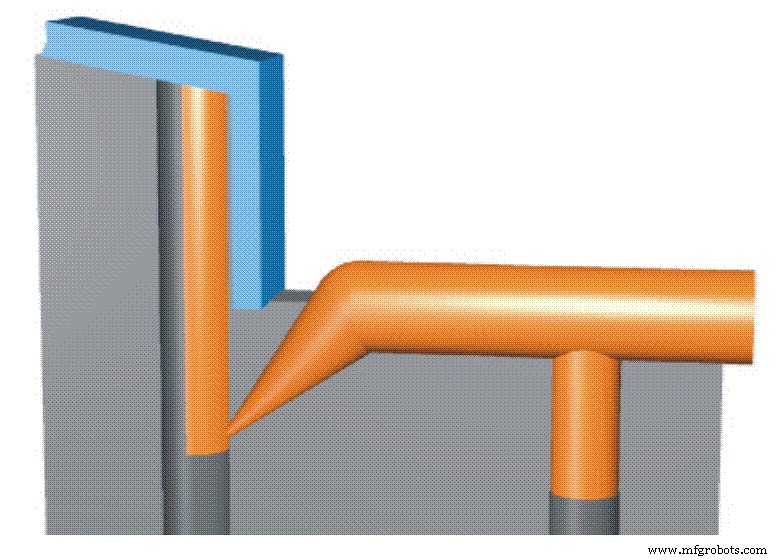
Portes Edge
Ce sont parmi les portes les plus courantes dans la conception de moulage par injection plastique. Leur large utilisation est due à leur efficacité et à la simplicité du processus. Comme son nom l'indique, une porte de bordure est présente sur le bord du moule.
Ils ont de plus grandes sections transversales par rapport aux autres portes. Ainsi, ils permettent l'écoulement de plus de plastique fondu dans la cavité. Leur meilleure application est la fabrication de pièces plates.
Avantages
- Simple et efficace
- Conception et fabrication relativement bon marché
- L'agrandissement est possible sans retirer le moule de la machine en fonctionnement
- Dispose d'une section transversale plus grande pour un écoulement plus plastique
Inconvénients
- Des marques témoins et des lignes de soudure peuvent se produire avec la porte de bord
- La dégradation du plastique est possible avec des pressions d'injection élevées
Portes sous-marines
Également connue sous le nom de portes tunnel ou sous-portes, cette conception de porte de moulage par injection consiste à diriger les plastiques vers le bord de la cavité sous la ligne de séparation.
Ainsi, il garantit que le réglage de la porte se produit automatiquement. Il utilise une goupille pour cisailler le coureur. Ainsi, il réduit les cicatrices et simplifie le retrait de la porte. C'est une méthode idéale pour les petites pièces et les moules à cavitation élevée.
Avantages
- Coupe ou retrait automatique du portail
- Pousse l'excès de gaz d'évent hors du moule
- Réduit les cicatrices ou les déplace vers une zone moins importante
Inconvénients
- Plus complexe à fabriquer
- Cela peut prendre du temps et coûter cher
Portes des fans
Ces types de portes sont une alternative aux portes de bord. Ils sont livrés avec des ventilateurs qui maintiennent une épaisseur constante.
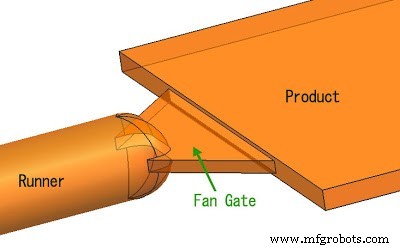
Cependant, les ventilateurs se sont dispersés, augmentant son volume sur une grande surface. Ces ventilateurs sont plus recommandés pour une utilisation avec des plastiques en polycarbonate.
Avantages
- Un excellent choix pour augmenter les volumes de flux de plastique dans les pièces à bords fins
- Réduit la pression d'injection utilisée sur un volume de plastique donné
Con
- Peut laisser une marque importante sur la pièce, augmentant les coûts de post-traitement
Comment la conception de la porte de moulage par injection peut affecter la qualité de votre pièce
Toutes les conceptions de porte dans le moulage par injection forcent le plastique fondu dans la cavité ou le noyau sous pression. Par conséquent, ils accélèrent le plastique et augmentent la chaleur lorsqu'il se déplace dans le plastique. Le fonctionnement des vannes peut entraîner plusieurs effets sur la pièce en plastique.
À ce stade, vous devrez peut-être modifier la conception de la porte de moulage par injection. Les effets les plus courants incluent :
Jet
Une porte trop petite entraîne une chute de pression lorsque le plastique fondu pénètre dans la cavité. En conséquence, cela conduit souvent à un défaut appelé jet. Le jet décrit la pulvérisation du plastique dans le noyau plutôt que l'écoulement régulier typique. Un tel événement conduit à des distorsions ondulées que les fabricants appellent souvent « vermifuges ». Pour surmonter ce problème, une diminution de la pression est souvent nécessaire ou une augmentation de la taille de la vanne. Parfois, vous devrez peut-être faire les deux.
Surchauffe
Le frottement se produit souvent à cause de la vitesse d'injection élevée du plastique à travers la porte. Lorsque la chaleur devient trop forte, il peut y avoir une décomposition des résines. Cette décomposition est généralement le résultat de liaisons moléculaires détruites dans le plastique.
Cependant, une réduction excessive de la vitesse d'injection pour éviter cette dégradation peut entraîner d'autres défauts de moulage tels que des lignes de soudure. Cela peut également conduire à la mauvaise résistance mécanique du produit final. De plus, un temps de cycle plus lent équivaut souvent à la production de moins de pièces par heure. Ceci, à son tour, augmente les coûts de traitement.
Dans ce cas, vous pouvez diviser le volume des résines plastiques sur un certain nombre de vestige de porte différents. De cette façon, vous pouvez dissiper la pression, en évitant la surchauffe dans le processus. Vous devez également être prudent à ce stade. En effet, les fronts d'écoulement multiples conduisent souvent à des pièges à gaz et à des lignes de soudure partout où les fronts se rencontrent dans la cavité.
Solutions complètes de moulage par injection de RapidDirect
Chez RapidDirect, nous proposons des services de moulage par injection de plastique haut de gamme à des prix avantageux. Nous avons plus de 100 résines plastiques et autres matériaux différents pour vous garantir des produits de la plus haute qualité. Grâce à l'expertise et à l'expérience de nos ingénieurs qualifiés, la fabrication à la demande n'a jamais été meilleure.
Notre plateforme de devis instantané génère des devis pour vous en quelques secondes. De plus, notre outillage performant assure des cycles de fabrication accélérés. Chacun des processus de fabrication de plastique à la demande axés sur la technologie a ses avantages, et vous ne voulez pas le manquer. Tout ce que vous avez à faire est de télécharger votre fichier de conception dès aujourd'hui !
Considérations de conception pour la porte de moulage par injection
Il y a certains facteurs essentiels dont vous devez tenir compte lors de la conception de pièces pour le moulage par injection. Vous devez vous poser un certain nombre de questions concernant le moulage par injection de l'emplacement de la porte et la conception des dimensions de la porte.
Une autre question essentielle repose sur la façon de déterminer la taille de la porte pour le moulage par injection. Chacun de ces facteurs est critique. Par conséquent, ils ont tendance à affecter le processus et le produit. Les considérations de conception incluent :
Porte de moulage par injection Taille
La taille de la porte doit permettre un cisaillement approprié à chaque cycle du moule à l'intérieur de la machine. La conception des dimensions de la porte doit permettre de remplir correctement le moule et de garder le plus petit patin possible. Il doit également laisser la résine plastique fondue atteindre chaque partie du moule avant de durcir.
Une petite conception de porte donne souvent une apparence plus agréable à la pièce. Cependant, cela peut entraîner un stress dû à une pression accrue de remplissage. Ainsi, la porte ne doit être ni trop grande ni trop petite, juste suffisante pour le processus.
Porte de moulage par injection Emplacement
L'emplacement de la porte est un autre facteur essentiel à prendre en compte. Cela peut aider à résoudre tout problème pouvant survenir avec la taille de la porte. Lors de l'examen de l'emplacement de la porte dans le moulage par injection, vous devez placer les portes dans la section la plus profonde. Cela minimise l'enfoncement et les vides et aide à fournir le meilleur écoulement plastique. Ne placez pas la porte à proximité de broches, de noyaux ou de tout autre obstacle.
De plus, les portes doivent être les plus proches des zones à parois épaisses pour un emballage complet. De plus, la porte doit être sur un moule où elle ne sera pas affectée par la distorsion du coureur. Cela ne devrait pas non plus affecter l'esthétique des utilisateurs. Vous devez utiliser les portes de manière à réduire leur taille. Il peut également traiter des bords fins ou des zones à l'intérieur de la cavité qui peuvent agir comme des goulots d'étranglement pour la résine plastique.
Nombre de portes de moulage par injection
Dans certains cas, vous devrez peut-être utiliser plus d'une porte dans le processus de moulage. L'utilisation de plusieurs portes aidera à résoudre les problèmes pouvant survenir avec les tailles et le moulage par injection de l'emplacement de la porte. De plus, plusieurs portes traitent des zones minces dans la cavité du moule.
Conclusion
La conception de la porte de moulage par injection est une partie essentielle du processus de moulage par injection. Il est essentiel de bien faire les choses pour garantir des prototypes de qualité et des produits haut de gamme. Des variables telles que la taille, l'emplacement et le nombre de portes sont des considérations essentielles lors de la conception de portes. La connaissance de la conception des portes aide RapidDirect à offrir des services de moulage par injection de qualité supérieure. Demandez un devis dès aujourd'hui !
Technologie industrielle
- Guide du moulage par injection à faible volume
- Le guide ultime d'une stratégie marketing 2021 pour les entreprises de fabrication
- Conception pour la fabrication de PCB
- Conseils de conception pour le moulage par coulée
- La fabrication implique un processus de moulage par injection de plastique
- Moulage par injection plastique :une technologie pour les besoins actuels
- Moulage par injection d'aluminium dans la fabrication de produits
- Angle de dépouille pour le moulage par injection :Guide de conception et meilleures pratiques
- Ultiboard – Le guide ultime pour les débutants