


Qu'est-ce que le processus d'usinage par électroérosion (EDM) et comment ça marche ?
Usinage par électroérosion (EDM) est un processus d'usinage et électrothermique non traditionnel dans lequel la matière de la pièce est retirée à l'aide de décharges électriques (étincelles).
- Il a été observé pour la première fois en 1770 par Joseph Priestley. C'était un physicien anglais.
- Dans la machine EDM, le matériau est éliminé par des décharges de courant rapidement récurrentes (répétitives) entre les électrodes. Les électrodes sont séparées par un liquide diélectrique et une haute tension y est appliquée.
- Il est utilisé pour usiner les matériaux difficiles à usiner et à haute résistance à la température.
- L'EDM peut être utilisé pour usiner uniquement des matériaux électriquement conducteurs. Sinon, il ne peut pas être utilisé.
- L'une des électrodes est appelée outil et l'autre est appelée pièce. Ici, l'outil est connecté à la borne négative de l'alimentation et la pièce est connectée à la borne positive.
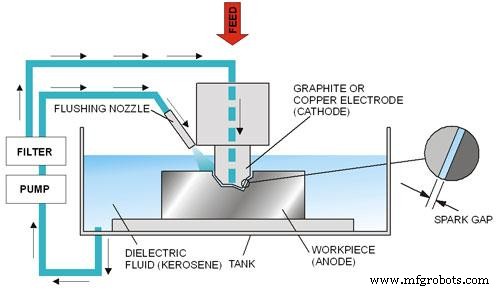
Principe de fonctionnement
 Source de l'image
Source de l'image Dans l'usinage par décharge électrique ; une différence de potentiel est appliquée aux bornes de l'outil et w/p sous forme d'impulsion. L'outil et la pièce doivent être électriquement conducteurs et un petit espace doit être maintenu entre eux. L'outil et la pièce sont immergés dans un milieu diélectrique (kérosène ou eau déminéralisée).
Lorsque la différence de potentiel est appliquée, les électrons de l'outil commencent à se déplacer vers la pièce. Ici, l'outil est négatif et w/p est positif. Les électrons se déplaçant de l'outil vers le w/p entrent en collision avec les molécules du milieu diélectrique.
En raison de la collision des électrons avec la molécule, celle-ci est convertie en ions. Cela augmente la concentration d'électrons et d'ions dans l'espace entre l'outil et w/p. L'électron se déplace vers le w/p et les ions vers l'outil.
Un courant électrique est établi entre l'outil et w/p et appelé plasma. Lorsque les électrons et les ions frappent le w/p et l'outil, son énergie cinétique se transforme en énergie thermique. La température de la chaleur produite est d'environ 10000 degrés Celsius. Cette chaleur vaporise et fait fondre le matériau de la pièce. Lorsque la tension est coupée, le courant cesse de circuler entre l'outil et w/p. Et le matériau fondu dans le w/p est rincé par un milieu diélectrique en circulation, laissant derrière lui un cratère.
La génération d'étincelles n'est pas continue car une tension constante n'est pas appliquée aux électrodes. La tension est appliquée sous forme d'impulsion.
Lire aussi :
- Comment fonctionne le processus d'usinage par faisceau d'électrons ?
- Qu'est-ce que le processus d'usinage par jet d'eau et comment ça marche ?
- Usinage par faisceau laser – Pièces principales, principe, utilisation de l'application
Types de machines d'électroérosion
Il existe deux types de machine EDM
(i) électroérosion à piston/plongeur :Cette machine EDM se compose d'un outil et d'une pièce immergés dans un milieu diélectrique. Il se compose d'un outil de type vérin et peut être créé en fonction de la forme ou de la forme requise pour produire sur la pièce. Il est également appelé EDM de type cavité ou de volume.
(ii) Electroérosion à fil : Dans l'électroérosion à fil, un fil mince à un brin est utilisé pour couper le matériau de la pièce. Le fil est généralement en laiton. Un écart constant est toujours maintenu entre le fil et w/p. Le fil est alimenté en continu à travers la pièce immergée dans un réservoir avec un milieu diélectrique. Ici, une étincelle est générée dans l'espace entre le fil et la pièce. Il est utilisé pour couper du métal jusqu'à 300 mm d'épaisseur et pour fabriquer des poinçons, des matrices et des outils à partir de métaux durs difficiles à couper avec d'autres méthodes.
Équipement
Les différents équipements utilisés dans l'usinage par électroérosion sont
1. Réservoir diélectrique, pompe et système de circulation
La pompe est utilisée pour faire circuler le milieu diélectrique entre les deux électrodes (outil et pièce). Le kérosène ou l'eau déminéralisée est utilisé comme milieu diélectrique.
2. Groupe électrogène et unité de contrôle
Le générateur est utilisé pour appliquer la différence de potentiel. La tension utilisée dans ce processus d'usinage n'est pas constante mais elle est appliquée sous forme d'impulsion. Une unité de contrôle est utilisée pour contrôler les différentes opérations pendant le processus d'usinage.
3. Réservoir de travail avec dispositifs de maintien de travail
Il a un réservoir de travail avec un dispositif de maintien du travail. La pièce est maintenue dans les dispositifs de maintien de la pièce. Le réservoir contient un milieu diélectrique.
4. Porte-outil
Il sert à maintenir l'outil.5. Système servo pour déplacer l'outil
Un système d'asservissement est utilisé pour contrôler l'outil. Il maintient l'écart nécessaire entre les électrodes (outil et pièce).
Travail de l'usinage par électroérosion (EDM)
- En EDM, l'outil et le w/p sont d'abord fixés à la machine. Après cela, à l'aide d'un servomécanisme, un petit espace (de cheveux humains) est maintenu entre l'outil et la pièce.
- L'outil et la pièce sont immergés dans un milieu diélectrique (kérosène ou eau déminéralisée).
- Une différence de potentiel est appliquée à travers l'électrode. Une étincelle électrique est générée entre l'outil et la pièce. Cette étincelle génère une chaleur d'environ 10 000 degrés Celsius. Et à cause de cette chaleur, le matériau de la pièce commence à se vaporiser et à fondre.
- La génération d'étincelles dans l'usinage par décharge électrique n'est pas continue. Lorsque la tension est interrompue, le fluide diélectrique évacue les matériaux en fusion, laissant derrière lui un cratère.
- Ce processus se poursuit et usine la pièce.
Pour une meilleure explication sur le processus d'usinage par électroérosion, regardez la vidéo :
Avantages
- Il peut être utilisé pour usiner n'importe quel matériau électriquement conducteur.
- Il peut facilement usiner de fines sections fragiles telles que des âmes ou des ailettes sans déformer la pièce.
- Les sections de matrices complexes et les moules sont produits avec précision, plus rapidement et à moindre coût.
- C'est un processus sans bavure.
- Il n'implique pas de contact entre l'outil et la pièce. Ainsi, les sections délicates et le matériau de travail peuvent être usinés facilement sans aucune distorsion.
- Il peut usiner des formes complexes qui ne sont pas fabriquées par les machines-outils conventionnelles.
- Il peut produire des trous coniques.
Inconvénients
- Il ne peut usiner que des matériaux électriquement conducteurs.
- Faible taux d'enlèvement de métal.
- Plus d'usure de l'outil pendant l'usinage.
- Prend des coûts et du temps supplémentaires pour la préparation des électrodes pour l'EDM à piston/enfonçage.
- Consommation d'énergie élevée.
- La surcoupe est formée dans EDM.
Application
- Il est principalement utilisé par les industries de fabrication de moules et de matrices.
- Il est utilisé dans la fabrication de prototypes dans les secteurs de l'aérospatiale, de l'automobile et de l'électronique.
- Il est utilisé pour la fabrication de matrices de monnaie.
- Il est utilisé pour créer de petits trous dans une variété d'applications.
- Il est utilisé pour désintégrer les pièces qui ne peuvent pas être désintégrées facilement telles que les outils cassés (goujons, boulons, forets et tarauds) forment la pièce.
Technologie industrielle
- Qu'est-ce que l'usinage par électroérosion (EDM) ?
- Test de décharge partielle :qu'est-ce que c'est et comment ça marche
- Qu'est-ce que la découpe plasma et comment fonctionne la découpe plasma ?
- Qu'est-ce que l'usinage chimique ? - Travail et processus
- Qu'est-ce que l'usinage par ultrasons ? - Travail et processus
- Qu'est-ce que l'usinage par électroérosion (EDM) ?
- Qu'est-ce que l'usinage ? - Définition, processus et outil
- Qu'est-ce que le broyage électrochimique et comment ça marche ?
- Au-delà de la CNC :qu'est-ce que l'usinage par électroérosion ?