


Chevauchement et suintement de remplissage à double extrusion ; Comment réparer !
L'impression 3D s'accompagne certainement d'un grand nombre de problèmes et de problèmes que vous devez résoudre, et lorsque vous avez affaire à des extrudeuses doubles, c'est encore plus compliqué.
C'est pourquoi j'ai décidé de créer ce guide où j'explique comment traiter la plupart des problèmes d'extrusion double tels que le suintement, le cordage, le chevauchement de remplissage et comment utiliser un bouclier Prime Tower et Ooze.
Alors, sans plus tarder, entrons dans le guide !
Qu'est-ce qu'une double extrudeuse ?
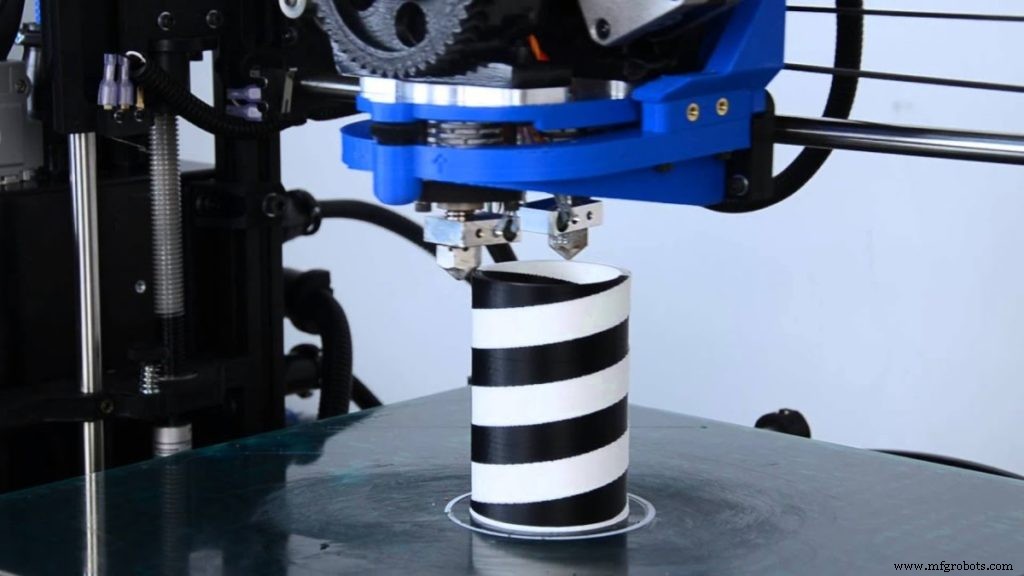
Lorsque je parle d'utiliser une seule extrudeuse, je fais référence à une imprimante 3D qui ne peut imprimer qu'avec un seul filament à la fois car elle n'a qu'une seule buse à travers laquelle elle peut imprimer, et vous ne pouvez imprimer qu'avec un seul matériau à la fois .
Maintenant, la méthode de double extrusion fonctionne de la même manière, à la seule différence qu'il y a deux extrudeuses et deux buses disponibles pour l'impression, et donc vous pouvez utiliser deux matériaux/couleurs différents pour imprimer en même temps.
Problèmes d'impression avec double extrudeuse
L'impression avec deux extrudeuses a certainement ses avantages, mais la réalité est qu'elle s'accompagne également de quelques inconvénients. Alors, mentionnons-en quelques-uns maintenant :
Suintant et enfilant

Lorsque vous utilisez une imprimante 3D à double extrudeuse, une extrudeuse imprime tandis que l'autre ne l'est pas, et selon la couleur dont vous avez besoin, l'imprimante utilisera l'une ou l'autre.
Dans d'autres cas, une partie du filament laissé dans les buses peut commencer à suinter sur le modèle lorsque l'extrudeuse se déplace vers un nouvel emplacement, laissant des chaînes de filament ressemblant à de la colle dessus.
C'est pourquoi la surface de votre impression finit par avoir l'air rugueuse et pleine de cordes, et il y a plusieurs raisons à cela; La température peut être trop élevée, la vitesse de rétraction et la distance du plastique à l'intérieur de la buse peuvent être mal réglées, et la vitesse de déplacement et la distance d'un emplacement d'impression à l'autre détermineront également la quantité de plastique autorisée à suinter.
Décalage de calque
Le changement de couche se produit lorsque les couches de votre impression 3D ne s'alignent pas correctement, laissant derrière elles un aspect "en escalier" décalé, et cela se produit parce que les imprimantes 3D ont un système de contrôle en boucle ouverte, ce qui signifie qu'elles ne reçoivent pas de commentaires sur l'emplacement de la tête d'outil et ils se déplacent simplement vers des coordonnées spécifiques pour imprimer chaque section.
Se cogner contre l'imprimante, par exemple, peut déplacer la tête d'outil, mais l'imprimante n'a aucun moyen de savoir que cela s'est produit, elle continuera donc à imprimer, mais à un endroit différent.
La plupart des raisons du changement de couche sont liées au matériel, et j'entends par là que les vis qui maintiennent les poulies en place peuvent être desserrées, et de plus, les courroies, qui sont le système de mouvement de votre imprimante, peuvent également s'étirer avec le temps. /P>
Si les courroies ont été tendues, vérifiez si votre imprimante est équipée de tendeurs intégrés ou imprimez-en vous-même !
Une autre raison pouvant entraîner le décalage des couches de vos impressions est la vitesse d'impression elle-même; Si vous imprimez à très grande vitesse, les moteurs de votre imprimante 3D risquent de ne pas pouvoir suivre.
Déplacer l'imprimante plus rapidement que les moteurs ne peuvent le faire se traduira généralement par un déclic lorsque le moteur n'atteindra pas la position souhaitée. Si cela se produit, le reste de l'impression sera mal aligné avec tout ce qui a été imprimé avant, ce qui donnera cet aspect décalé.
Comment activer la double extrusion dans le logiciel de tranchage
Il existe différentes procédures pour activer la double extrusion sur différentes trancheuses. Ici, je vais expliquer comment le configurer sur Cura, Simplify 3D et Ideamaker.
Soin
Pour activer la double extrusion dans Cura, vous devez d'abord ajouter votre imprimante 3D à double extrudeuse à la trancheuse en allant dans Préférences, et sous « Imprimantes », cliquez sur « Ajouter » et vous pourrez ajouter votre imprimante si elle n'a pas été ajoutée. automatiquement.
Cliquez sur votre imprimante 3D nouvellement ajoutée, puis cliquez sur "Paramètres de la machine ”.
Une nouvelle fenêtre apparaîtra dans laquelle vous pourrez saisir vos paramètres préférés pour chacun de vos deux extrudeurs.
Sous "Imprimante " dans la fenêtre qui vient de s'ouvrir, assurez-vous de définir le "Nombre d'extrudeurs » sur « 2 ». Cela signifie que vous avez activé la double extrusion dans Cura.
Vous pouvez maintenant les configurer individuellement sous "Extruder 1 ” et “Extrudeuse 2 ” onglets.
Il ne vous reste plus qu'à attribuer vos modèles 3D à l'extrudeuse à partir de laquelle vous souhaitez imprimer chacun d'eux.
Simplifier la 3D
Pour activer la double extrusion sur simplifie3D, assurez-vous que votre imprimante 3D à double extrudeuse a déjà été ajoutée au slicer.
Vous pouvez le faire en accédant à "Assistant de configuration » qui se trouve sous « Aide » dans la barre de menu.
Pour pouvoir attribuer chacun de vos modèles à l'extrudeuse à partir de laquelle vous souhaitez les imprimer, vous devez utiliser le "assistant d'extrusion double », qui se trouve sous « Outils » dans la barre de menu.
Assurez-vous de cocher la case "Regrouper et aligner les modèles ” lors de l'attribution de vos modèles.
Vous pouvez également aller plus loin pour configurer individuellement vos extrudeuses. Cela peut être fait en cliquant sur "Modifier les paramètres de processus " qui se trouve dans le coin inférieur gauche de l'écran d'accueil de votre slicer.
Idéateur
Activer la double extrusion sur Ideamaker est vraiment facile; La première chose à faire est de vous assurer que votre imprimante 3D a déjà été ajoutée au slicer en utilisant l'"assistant de configuration ”.
Cet "assistant de configuration » se trouve dans le menu déroulant lorsque vous cliquez sur « Imprimante » qui se trouve dans la barre de menu.
Dans ce même menu déroulant, cliquez sur "Paramètres de l'imprimante ” et une nouvelle fenêtre apparaîtra. Dans cette nouvelle fenêtre, modifiez le "Extruder Count » à « 2 ».
En faisant cela, vous avez activé la double extrusion sur votre slicer Ideamaker. Vous pouvez procéder à d'autres réglages nécessaires pour votre imprimante et vos extrudeuses dans cette fenêtre.
Paramètres d'extrusion double pour des impressions de meilleure qualité
Pour éviter certains des problèmes que j'ai mentionnés plus tôt, il y a plusieurs choses que vous pouvez faire, comme utiliser une tour principale et un bouclier Ooze, et ce qui est bien, c'est qu'ils sont vraiment faciles à installer dans la plupart des slicers.
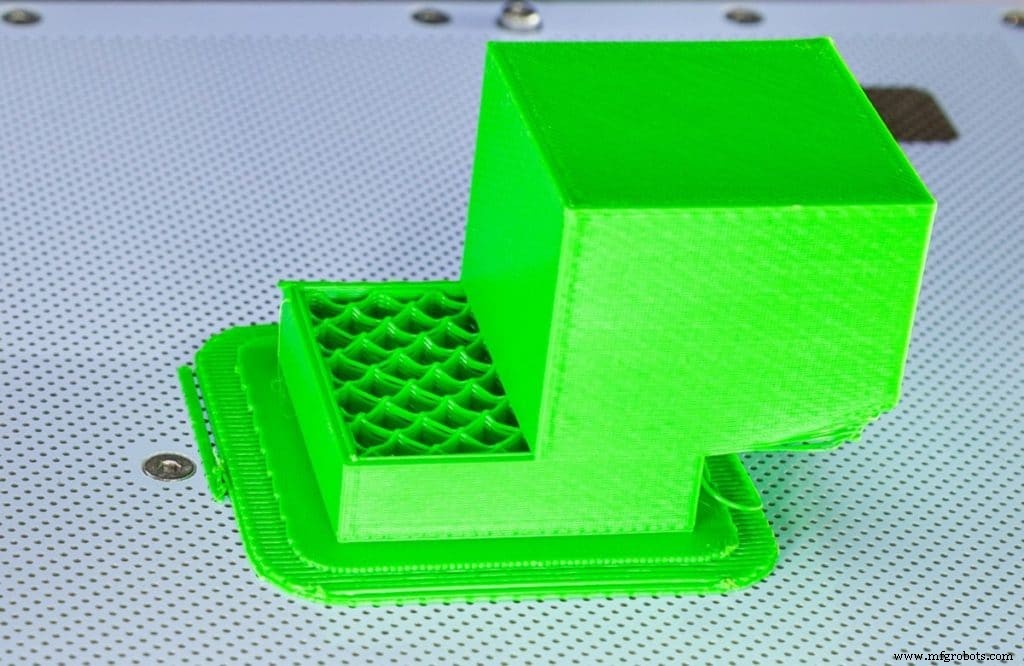
Tour principale
Une tour principale est une impression supplémentaire conçue pour aider à préparer la buse avant d'imprimer une autre couche. Cela fonctionne en réduisant le suintement, sous extrusion, et cela augmente également la robustesse globale de vos impressions 3D.
Cela fonctionne essentiellement en laissant la buse extruder du plastique pour se préparer à pouvoir imprimer vos modèles avec plus de précision en purgeant le filament restant à l'intérieur et en permettant l'utilisation d'un nouveau filament.
Comment activer la tour principale
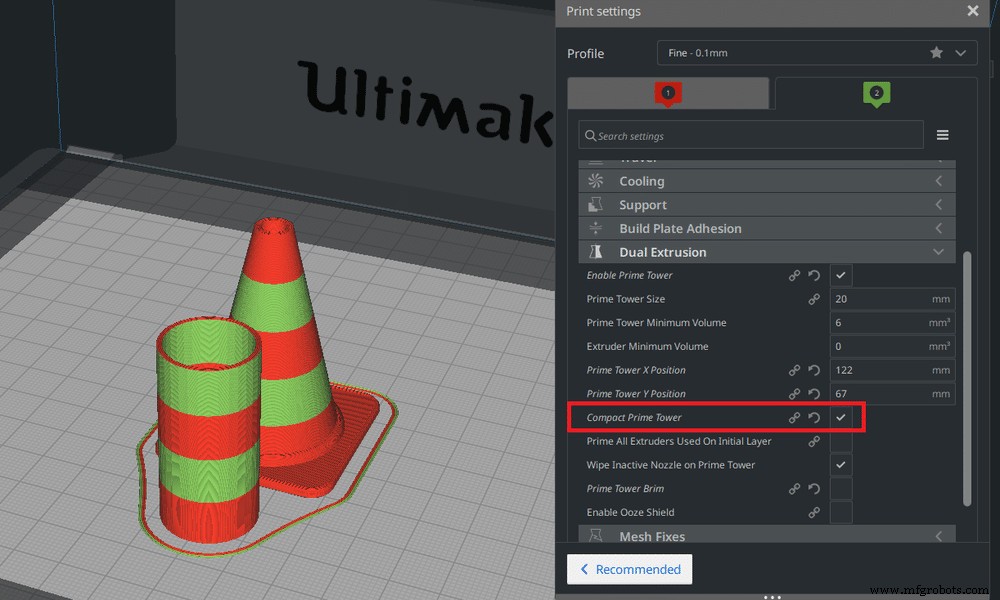
Dans Cura il vous suffit d'aller dans les paramètres de l'imprimante, et sous "Double extrusion ” cochez simplement “Prime Tower “. Et c'est tout !
Dans Simplifier 3D il devrait créer automatiquement une tour principale lors de l'impression avec deux extrudeuses, et vous devriez pouvoir le voir une fois que vous aurez prévisualisé l'impression.
Dans Créateur d'idées vous devez aller dans les paramètres avancés » et sous « Ooze », vous pouvez cocher la « tour de nettoyage ».
Voici quelques considérations supplémentaires concernant la Prime Tower et ses paramètres :
- Taille de tour optimale :Cela contrôle la taille de la tour principale. Utilisez un axe X/Y plus grand pour une tour principale plus stable.
- Volume/épaisseur minimum de la tour principale :Il s'agit de l'épaisseur de l'ensemble de la tour principale. Elle doit être suffisamment épaisse pour permettre à la buse de s'amorcer efficacement.
- Position X/Y de la tour principale :Vous devez positionner votre tour principale de manière à ce qu'elle soit proche de l'impression elle-même.
- Débit principal de la tour :Ceci est toujours défini sur 100 % par défaut. Ne le modifiez pas et ne le modifiez pas.
Bouclier de limon
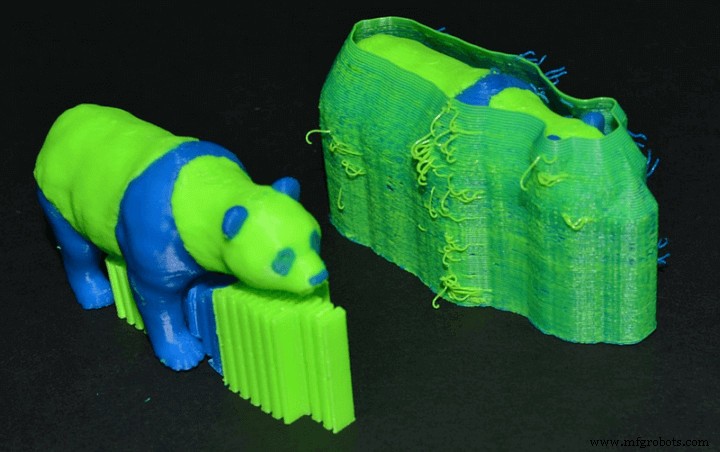
Il s'agit d'une couche supplémentaire de matériau d'impression 3D qui s'imprime autour de votre modèle 3D et qui est destinée à attraper l'excès de matériau qui peut s'écouler de la buse de non-impression.
Cela aide à empêcher les couleurs de dégorger dans d'autres couleurs, et comme la buse peut enlever tout excès de filament sur le bouclier, le cordage n'est pas un problème.
Comment activer le bouclier ooze
Dans Cura il vous suffit d'aller dans les paramètres de l'imprimante, et sous "Double extrusion ” cochez simplement “Ooze Shield . Et c'est tout !
Dans Simplifier 3D il devrait, par défaut, avoir un Ooze Shield activé lors de l'impression avec deux extrudeuses, et vous devriez pouvoir le voir une fois que vous avez prévisualisé l'impression.
Dans Créateur d'idées vous devez aller dans les paramètres avancés" et sous "Ooze", vous pouvez vérifier le "Wipe Wall".
Voici quelques considérations supplémentaires concernant l'Ooze Shield et ses paramètres :
- Angle de protection Ooze : Activer cela aide le bouclier à devenir plus fort et à ne pas s'effondrer. Un angle plus petit signifie qu'il faut plus de matériau.
- Distance du bouclier limoneux : Il s'agit de la distance entre le bouclier et votre impression 3D et elle est utilisée pour empêcher votre impression 3D d'entrer en contact étroit et de fusionner avec le bouclier.
Un bouclier de limon Distance de distance de 2 mm par rapport au modèle et un angle de protection Ooze de 60° fonctionnera bien pour la plupart des matériaux et des scénarios d'impression 3D.
Chevauchement double extrusion
Vous pouvez utiliser ces paramètres pour personnaliser votre double chevauchement d'extrusion :
- Activer l'union des volumes qui se chevauchent :cela permettrait à deux volumes interférents d'être reconnus et découpés en un seul.
- Activer les paramètres "supprimer tous les trous"
- Activez "l'assemblage étendu" pour fermer tous les espaces de votre modèle 3D
- Conservez les faces déconnectées afin de connecter la géométrie et de perfectionner la mise en forme de votre modèle 3D
- Réglage des maillages fusionnés sur 0,0 - 0,2 mm pour réduire la surextrusion
- Supprimez l'intersection du maillage pour éviter la double extrusion sur la plaque de construction et
- La suppression de maillage alternatif est le paramètre qui permet à cura de détecter et de supprimer les doubles maillages qui se chevauchent. Ce paramètre empêche la déformation des calques.
Comment résoudre les problèmes de chevauchement
Une chose que vous devez savoir sur l'impression 3D est qu'elle se fait en couches, et chaque couche d'un tel matériau d'impression est composée d'un mur et d'un remplissage.
Le remplissage est utilisé pour maintenir le modèle ensemble, ce qui le rend très robuste, même avec les matériaux d'impression les plus fragiles. Le mur détermine la forme et la structure du modèle 3D et il a un motif différent de celui du remplissage. C'est la raison pour laquelle vous avez des chevauchements en premier lieu, car le motif du mur est différent du motif de remplissage. Vous pouvez résoudre ce problème en :
- Augmentation du chevauchement des contours
- Épaissir vos murs d'impression
- Réduire votre vitesse d'impression
- Employer le modèle de remplissage réglementé et correct
- Augmenter le volume et la densité de votre remplissage et
- Régulation de votre température d'impression
Conclusion
Vous devrez peut-être jouer avec les paramètres jusqu'à ce que vous parveniez à réduire les problèmes de suintement et de chevauchement, mais suivre ce guide devrait vous mettre sur la bonne voie !
J'espère que ces informations vous ont aidé !
Passez une merveilleuse journée !
Consultez notre section de produits recommandés

Nous avons créé une section de produits recommandés qui vous permettra d'éliminer les conjectures et de réduire le temps passé à rechercher quelle imprimante, filament ou mises à niveau obtenir, car nous savons que cela peut être une tâche très ardue et qui entraîne généralement beaucoup de confusion. .
Nous avons sélectionné une poignée d'imprimantes 3D que nous considérons comme bonnes pour les débutants comme pour les intermédiaires, et même les experts, facilitant la décision, et les filaments, ainsi que les mises à niveau répertoriées, ont tous été testés par nos soins et soigneusement sélectionnés. , vous savez donc que celui que vous choisirez fonctionnera comme prévu.
impression en 3D
- Comment : modifier l'astuce de l'imprimante 3D sur votre Stratasys
- Comment connecter GrabCAD Print avec votre imprimante 3D Stratasys
- Comment connecter un Ender 3 au WiFi :Guide complet !
- Problèmes de nivellement du lit Ender 3 ; Comment les réparer !
- L'extrudeuse d'imprimante 3D clique, glisse et saute la correction !
- Combien de temps dure 1 kg de filament d'imprimante 3D ?
- Buse d'imprimante 3d qui fuit :comment y remédier !
- Surextrusion (tuilage) dans les coins :comment y remédier facilement !
- Imprimante 3D qui n'alimente pas le filament :comment y remédier !