


Sélection d'inserts d'outil d'usinage appropriés pour les pièces en aluminium CNC
L'aluminium est disponible en abondance et peut être utilisé dans diverses industries. Le métal non ferreux facile à usiner présente des caractéristiques structurelles et chimiques souhaitables qui en font un matériau de choix pour différentes applications. En tant que matériau léger et moins dense, l'usinage de pièces en aluminium peut être une tâche difficile.
Au contraire, ces caractéristiques font de l'aluminium un matériau parfait pour le prototypage rapide et la production de masse à l'aide de machines CNC. L'usinabilité des différentes qualités de pièces en aluminium (fondues ou forgées) dépend de l'efficacité des machines CNC et des outils qui les accompagnent. Avec des taux d'usinabilité élevés, les équipes de production sont en mesure de compenser les coûts grâce à des stratégies de production de masse structurées.
La productivité maximale des pièces en aluminium CNC peut être atteinte en optimisant le logiciel adopté pour des machines CNC spécifiques, en automatisant l'indexation des outils et en dimensionnant correctement les broches CNC. Le moyen le plus simple pour les équipes de production d'améliorer la qualité des pièces en aluminium CNC est la sélection des bons outils d'usinage et/ou des inserts d'outils.
Comment sélectionner une plaquette d'usinage pour les pièces en aluminium CNC ?
Les inserts désignent les arêtes de coupe amovibles qui sont vissées sur le corps de l'outil de coupe pour être serrées sur un poste de machine-outil à commande numérique. Les inserts peuvent être serrés sur l'outil à l'aide de vis ou d'adhésifs appropriés. Ils sont couramment utilisés dans l'usinage pour le prototypage rapide et la production de masse de pièces en aluminium CNC. Les inserts sont plus adaptés à l'usinage de pièces en aluminium de plus grands diamètres, peuvent gérer des vitesses d'avance plus importantes et peuvent gérer des coupes plus profondes.

Insérer des géométries
Le but ultime de l'usinage est de produire des pièces optimales qui répondent à la conception ou aux exigences spécifiques du client. Les spécifications peuvent prendre la forme d'épaisseur de pièce, de capacité de charge et de dimensions. Les machines CNC sont capables de gérer diverses tailles et formes de pièces en aluminium grâce à un séquençage et une manipulation efficaces des outils. L'augmentation de la production nécessite l'utilisation d'outils de coupe indexables. De tels outils permettent aux opérateurs de modifier les inserts d'outils si nécessaire, permettant des opérations d'usinage multiples et automatisées sur les pièces en aluminium. Les plaquettes d'outils CNC sont livrées avec des arêtes de coupe variées qui peuvent être utilisées pour entreprendre des opérations de post-traitement telles que le polissage et le meulage sur des pièces en aluminium. Les performances d'une plaquette d'outil dans un environnement d'usinage de pièces en aluminium CNC dépendent de la forme de la plaquette, de l'angle de dépouille et de l'angle de coupe.
Insérer une forme
Les outils pour les pièces en aluminium CNC possèdent des géométries spécifiques qui affectent la qualité du produit final. Les inserts sont disponibles en différentes formes qui s'adaptent aux porte-outils CNC spécifiques. Les inserts d'outils pour l'aluminium sont disponibles dans des formes telles que le diamant, le rond, le triangulaire et le carré. Une meilleure qualité de pièce peut être obtenue en adoptant une plaquette à angle aigu. Par exemple, un 30 o -35 o l'insert d'outil sera préférable pour l'usinage de surface à grande vitesse d'une pièce en aluminium corroyé. L'utilisation d'une plaquette en forme de losange pour une opération de tournage sur de l'aluminium forgé permet d'obtenir une finition de surface de haute qualité.
L'usinage CNC de pièces en fonte d'aluminium obligera les opérateurs à adopter des inserts de forme ronde pour une meilleure qualité. L'aluminium coulé est plus rugueux à l'extérieur; l'adoption d'outils tranchants pour leur usinage entraîne un mauvais état de surface. Les formes d'insertion d'outil affecteront les paramètres CNC tels que les vitesses d'alimentation, la profondeur des coupes et les dégagements d'outil. Des formes plus nettes nécessiteront des vitesses d'avance plus petites et des jeux d'outils plus grands.
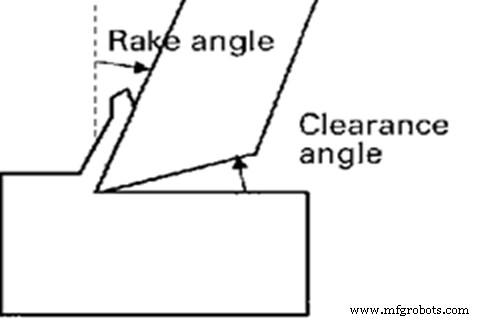
Angle de coupe et angle d'approche
L'angle de coupe est l'angle entre la pointe de l'outil de coupe par rapport à la pièce serrée sur une machine CNC. L'angle peut être positif ou négatif selon la position de l'insert d'outil. Lors de l'usinage de pièces en aluminium, un angle de coupe positif est recommandé. L'aluminium étant un matériau tendre, la résistance à la coupe doit être minimisée dans tous les cercles de production.
L'accumulation de copeaux autour de l'outil lors de l'usinage d'une pièce en aluminium nuit également à la qualité du produit final. Un angle de coupe positif garantira l'efficacité de l'élimination des copeaux. Un angle de coupe positif contribue au contrôle de la température en réduisant la température de coupe. Ce facteur fournit un environnement d'usinage ample pour les pièces en aluminium ainsi qu'une amélioration de la durée de vie de l'insert d'outil.
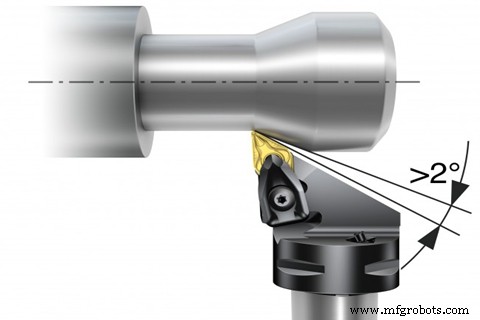
Les opérations de fraisage ne dépendent pas de l'angle de coupe. Lors du fraisage de pièces en aluminium CNC, l'angle d'approche définit la relation entre la pièce et la position de l'outil sur le porte-outil CNC. En raison de l'usinabilité de l'aluminium, un 90 o l'angle d'approche est adopté. L'angle d'approche permet à l'opérateur d'effectuer plusieurs procédures de fraisage sur la pièce en aluminium, notamment le surfaçage, le fraisage de rainures et le fraisage d'épaulements.
Angle de relief
C'est un autre paramètre qui définit la relation entre un outil et une pièce serrée sur une machine CNC. La relation est définie avec l'insert d'outil comme point de référence. Comme l'angle de coupe, l'angle de dépouille est soit positif, soit négatif.
Lors de l'usinage de pièces en aluminium CNC, que ce soit pour un prototypage rapide ou une production de masse, il est conseillé d'adopter un angle de dépouille positif. L'utilisation d'inserts d'outils indexables permet aux opérateurs de modifier les angles de dégagement. Angles de relief entre 20 o et 30 o fournir de meilleures finitions de surface des pièces en aluminium.
Brise-copeaux en aluminium
L'usinage à grande vitesse de pièces en aluminium peut être entravé par l'accumulation de copeaux d'aluminium. Souvent, les copeaux sont de nature collante et peuvent poser un défi lors de la gestion de l'espace d'usinage sur la surface de la CNC. La conception des brise-copeaux à utiliser dans les machines CNC repose fortement sur les angles de coupe et de relief.
Lors de la production en série de pièces en aluminium CNC, un brise-copeaux pointu et plus large est recommandé. Un brise-copeaux plus large permet de retirer différentes tailles de copeaux. Les traces de copeaux dans les opérations d'usinage à grande vitesse sur les pièces en aluminium affectent la qualité globale du produit. Les opérations telles que l'alésage et le perçage nécessitent une expulsion quasi parfaite des copeaux du bord de l'outil de coupe et de la surface usinée.
Une énorme accumulation de copeaux d'aluminium sur la surface de la pièce entraîne non seulement une mauvaise finition de surface, mais également une durée de vie raccourcie des outils CNC.
Problèmes techniques associés aux inserts pour l'usinage de pièces en aluminium CNC
Le problème le plus évident avec les inserts d'outils utilisés pour l'usinage de l'aluminium CNC a été identifié comme étant le bord rapporté. Cela se produit lorsque le métal usiné s'accumule vers la face de coupe/coupe de l'insert d'outil. L'accumulation affaiblit l'arête de coupe de l'outil, entraîne une mauvaise finition de surface et réduit considérablement la durée de vie de l'outil de coupe. Le problème peut être résolu en utilisant des outils plus affûtés, en appliquant des vitesses de fonctionnement CNC appropriées et en utilisant un liquide de refroidissement approprié sur les surfaces en cours d'usinage.
L'enlèvement des copeaux a tendance à être plus lent lors de l'utilisation d'outils arrondis pour l'usinage à grande vitesse de pièces en aluminium CNC. Le problème peut être résolu en utilisant un brise-copeaux efficace doté de surfaces de collecte avec des dégagements suffisants.
commande numérique par ordinateur
- Déviation d'outil dans l'usinage CNC
- Guide de sélection des matériaux pour l'usinage CNC
- Types de finitions de surface pour l'usinage CNC
- Comment choisir un atelier d'usinage CNC fiable pour les pièces CNC
- Pièces personnalisées d'usinage CNC
- Usinage CNC de grandes pièces
- Comment faire des tolérances serrées sur des pièces d'usinage cnc
- Conseils pour l'usinage CNC du titane :Aéronautique et plus
- Trouver de l'aluminium pour l'usinage CNC