


Impact des géométries de barre d'alésage sur les opérations de coupe
L'alésage est une opération de tournage qui permet à un machiniste d'agrandir un trou préexistant grâce à plusieurs itérations d'alésage interne. Il présente un certain nombre d'avantages par rapport aux méthodes traditionnelles de finition des trous :
- La possibilité de produire de manière rentable un trou en dehors des tailles de foret standard
- La création de trous plus précis, et donc de tolérances plus serrées
- Une plus grande qualité de finition
- La possibilité de créer plusieurs dimensions dans l'alésage lui-même
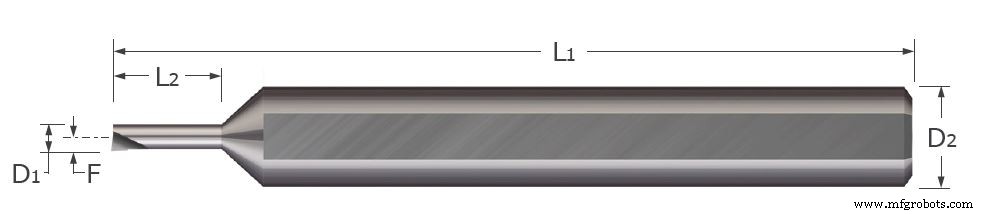
Les barres d'alésage en carbure monobloc, telles que celles proposées par Micro 100, ont quelques dimensions standard qui confèrent à l'outil une fonctionnalité de base pour l'enlèvement de matière d'un alésage interne. Ceux-ci incluent :
Diamètre d'alésage minimal (D1) :Le diamètre minimum d'un trou pour que l'extrémité coupante de l'outil s'adapte complètement à l'intérieur sans entrer en contact avec les côtés opposés
Profondeur d'alésage maximale (L2) :Profondeur maximale que l'outil peut atteindre à l'intérieur d'un trou sans contact avec la partie de la tige
Diamètre de tige (D2) :Diamètre de la partie de l'outil en contact avec le porte-outil
Longueur totale (L1) :Longueur totale de l'outil
Décalage de la ligne centrale (F) :distance entre la pointe d'un outil et l'axe de la ligne centrale de la tige
Sélection d'outils
Afin de minimiser la déviation de l'outil et donc le risque de défaillance de l'outil, il est important de choisir un outil avec une profondeur d'alésage maximale qui n'est que légèrement supérieure à la longueur qu'il est destiné à couper. Il est également avantageux de maximiser le diamètre de la barre d'alésage et de la tige car cela augmentera la rigidité de l'outil. Cela doit être équilibré en laissant suffisamment de place pour que les copeaux puissent s'évacuer. Cet équilibre se résume finalement au matériau ennuyé. Un matériau plus dur avec une vitesse d'avance et des profondeurs de coupe inférieures peut ne pas nécessiter autant d'espace pour l'évacuation des copeaux, mais peut nécessiter un outil plus grand et plus rigide. À l'inverse, un matériau plus tendre avec des paramètres de fonctionnement plus agressifs aura besoin de plus d'espace pour l'évacuation des copeaux, mais peut ne pas nécessiter un outil aussi rigide.
Géométries
De plus, ils présentent un certain nombre de caractéristiques géométriques différentes afin de gérer de manière adéquate les trois types de forces agissant sur l'outil lors de ce processus d'usinage. Lors d'une opération d'alésage standard, la plus grande de ces forces est tangentielle, suivie de l'avance (parfois appelée axiale) et enfin radiale. La force tangentielle agit perpendiculairement à la surface de coupe et éloigne l'outil de l'axe central. La force d'avance ne provoque pas de déviation, mais repousse l'outil et agit parallèlement à la ligne médiane. La force radiale pousse l'outil vers le centre de l'alésage.
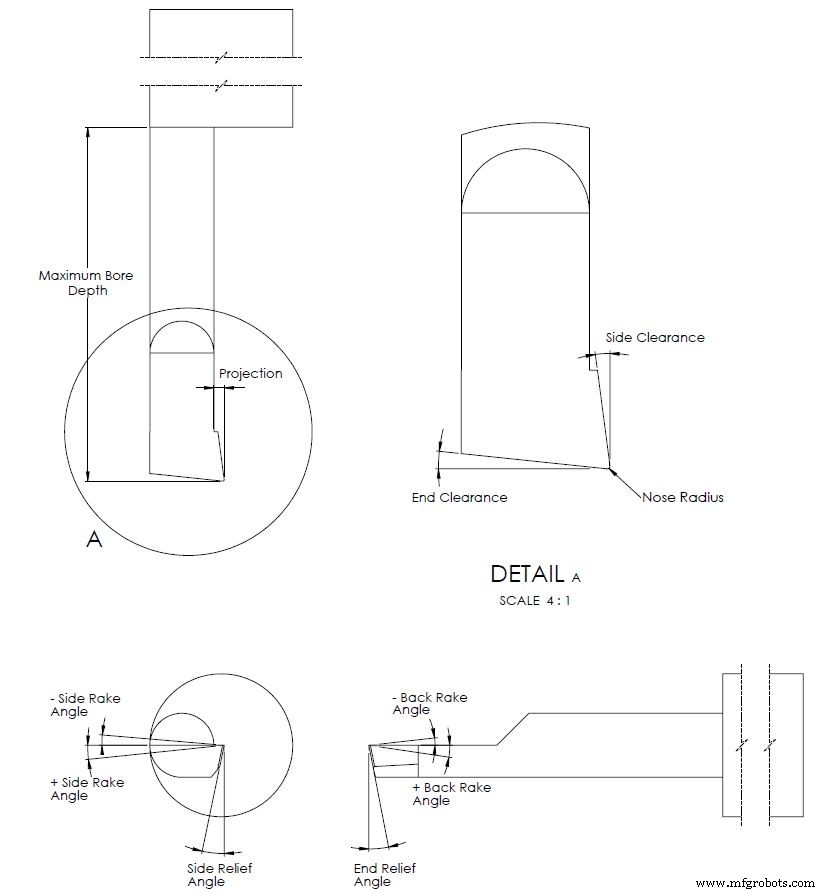
Définir les caractéristiques géométriques d'une barre d'alésage :
Rayon du nez :la rondeur de la pointe d'un outil
Jeu latéral (jeu radial) :L'angle mesurant l'inclinaison du nez par rapport à l'axe parallèle à l'axe de l'outil
Jeu final (jeu axial) :L'angle mesurant l'inclinaison de la face d'extrémité par rapport à l'axe perpendiculaire à l'axe de l'outil
Angle de coupe latéral :L'angle mesurant l'inclinaison latérale de la face latérale de l'outil
Angle de coupe arrière :L'angle mesurant le degré d'inclinaison de la face arrière par rapport à l'axe de la pièce
Angle de dégagement latéral :L'angle mesurant la distance d'inclinaison de la face inférieure par rapport à la pièce
Angle de dépouille de fin :L'angle mesurant l'inclinaison de la face d'extrémité par rapport à la ligne perpendiculaire à l'axe central de l'outil
Effets des caractéristiques géométriques sur les opérations de coupe :
Rayon du nez :Un grand rayon de bec crée plus de contact avec la pièce, prolongeant la durée de vie de l'outil et de l'arête de coupe tout en laissant une meilleure finition. Cependant, un rayon trop grand entraînera un broutage car l'outil est plus exposé aux efforts de coupe tangentiels et radiaux.
Une autre façon dont cette caractéristique affecte l'action de coupe consiste à déterminer la quantité de l'arête de coupe qui est frappée par la force tangentielle. L'ampleur de cet effet dépend largement de l'avance et de la profondeur de coupe. Différentes combinaisons de profondeur de coupes et d'angles de nez se traduiront par des longueurs plus courtes ou plus longues de l'arête de coupe exposées à la force tangentielle. L'effet global étant le degré d'usure des bords. Si seule une petite partie du tranchant est exposée à une force importante, elle s'usera plus rapidement que si une partie plus longue du tranchant succombe à la même force. Ce phénomène se produit également avec l'augmentation et la diminution de l'angle de l'arête de coupe finale.
Angle de l'arête de coupe finale :L'objectif principal de l'angle de coupe d'extrémité est le dégagement lors de la coupe dans la direction Z positive (déplacement dans le trou). Ce dégagement permet au rayon du bec d'être le principal point de contact entre l'outil et la pièce. L'augmentation de l'angle de l'arête de coupe finale dans la direction positive diminue la résistance de la pointe, mais diminue également la force d'avance. Il s'agit d'une autre situation dans laquelle un équilibre entre la résistance de la pointe et la réduction de la force de coupe doit être trouvé. Il est également important de noter que l'angle peut devoir être modifié en fonction du type d'alésage effectué.
Angle de coupe latéral :L'angle de nez est une dimension géométrique qui détermine la quantité de l'arête de coupe qui est touchée par la force tangentielle, mais l'angle de coupe latéral détermine la quantité de cette force qui est redistribuée en force radiale. Un angle de coupe positif signifie une force de coupe tangentielle plus faible, ce qui permet une plus grande quantité d'action de cisaillement. Cependant, cet angle ne peut pas être trop grand car il compromet l'intégrité de l'arête de coupe en laissant moins de matière pour l'angle de nez et l'angle de dégagement latéral.
Angle de coupe arrière :Parfois appelé angle de coupe supérieur, l'angle de coupe arrière des barres d'alésage en carbure monobloc est rectifié pour aider à contrôler le flux de copeaux coupés sur la partie d'extrémité de l'outil. Cette fonctionnalité ne peut pas avoir un angle positif trop aigu car elle diminue la force des outils.
Angles de dégagement latéraux et d'extrémité :Comme l'angle d'arête de coupe d'extrémité, le but principal des angles de dépouille latéraux et d'extrémité est de fournir un dégagement afin que la partie non coupante de l'outil ne frotte pas contre la pièce. Si les angles sont trop petits, il y a un risque d'abrasion entre l'outil et la pièce. Ce frottement entraîne une usure accrue de l'outil, des vibrations et un mauvais état de surface. Les mesures d'angle seront généralement comprises entre 0° et 20°.

Résumé des géométries des barres d'alésage
Les barres d'alésage ont quelques dimensions globales qui permettent de percer un trou sans enfoncer le porte-outil dans la pièce ou de casser l'outil instantanément au contact. Les barres d'alésage en carbure monobloc ont une variété d'angles qui se combinent différemment pour répartir les 3 types d'efforts de coupe afin de profiter pleinement de l'outil. L'optimisation des performances de l'outil nécessite la combinaison du choix du bon outil avec la vitesse d'alimentation, la profondeur de coupe et le régime appropriés. Ces facteurs dépendent de la taille du trou, de la quantité de matériau à enlever et des propriétés mécaniques de la pièce.
commande numérique par ordinateur
- Comment optimiser efficacement la machine de découpe au jet d'eau ?
- Glossaire 2 des bits de routeur CNC
- Comment couper de l'acrylique sur un routeur CNC ?
- Engagement des coins :comment usiner les coins
- Comment utiliser une machine de découpe acrylique pour couper l'acrylique
- Opérations de la machine de tour et outils de coupe de tour
- Qu'est-ce qu'une barre d'impact ?
- Influence des fluides de coupe sur les processus d'usinage
- Comment ajouter un nouvel outil