


Plonger dans la profondeur de coupe :approches périphériques, de rainurage et HEM
Ce qui suit n'est qu'un des nombreux articles de blog concernant le fraisage à haute efficacité. Pour bien comprendre cette méthode d'usinage populaire, consultez l'un des messages HEM supplémentaires ci-dessous !
Introduction au fraisage à haut rendement I Usinage à grande vitesse par rapport à HEM I Comment lutter contre l'amincissement des copeaux I Comment éviter 4 principaux types d'usure d'outil I Introduction au fraisage trochoïdal
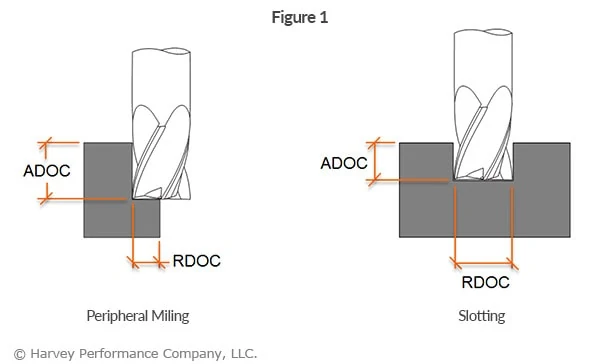
Chaque opération d'usinage implique une stratégie de profondeur de coupe radiale et axiale. Profondeur de coupe radiale (RDOC), la distance parcourue par un outil dans une pièce à usiner ; et la profondeur de coupe axiale (ADOC), la distance à laquelle un outil engage une pièce le long de son axe central, sont les piliers de l'usinage. L'usinage à des profondeurs appropriées, qu'il s'agisse de rainurage ou de fraisage périphérique (profilage, ébauche et finition), est essentiel à la réussite de votre usinage (Figure 1).
Ci-dessous, vous serez initié aux méthodes traditionnelles de fraisage périphérique et de rainurage. De plus, les stratégies de fraisage à haute efficacité (HEM) - et les profondeurs de coupe appropriées pour cette méthode - seront expliquées.
Définitions rapides :
Profondeur de coupe radiale (RDOC) : La distance parcourue par un outil dans une pièce. Également appelé pas, largeur de coupe ou XY.
Profondeur de coupe axiale (ADOC) : La distance à laquelle un outil engage une pièce le long de son axe central. Aussi appelé Stepdown ou Cut Depth.
Fraisage périphérique : Une application dans laquelle seul un pourcentage du diamètre de la fraise de l'outil engage une pièce.
Sloting : Une application dans laquelle tout le diamètre de la fraise de l'outil engage une pièce.
Fraisage à haute efficacité (HEM) : Une nouvelle stratégie d'usinage dans laquelle un RDOC léger et un ADOC lourd sont associés à des vitesses d'avance accrues pour obtenir des taux d'enlèvement de matière plus élevés et une usure de l'outil réduite.
Styles de fraisage périphérique et RDOC approprié
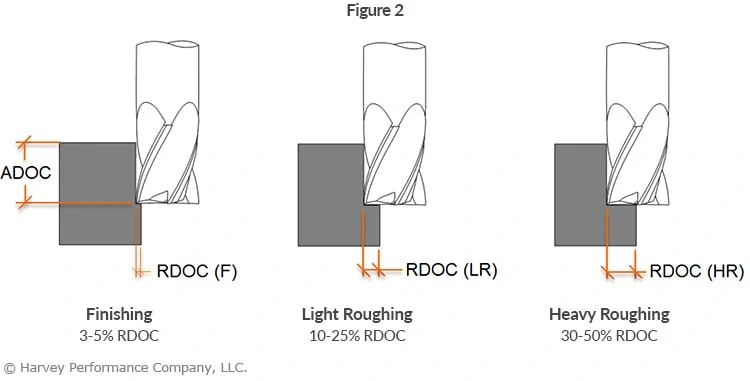
La quantité d'engagement radial d'un outil sur une pièce pendant le fraisage périphérique dépend de l'opération effectuée (Figure 2). Dans les applications de finition, de plus petites quantités de matériau sont retirées d'une paroi, ce qui équivaut à environ 3 à 5 % du diamètre de la fraise par passe radiale. Dans les applications d'ébauche lourde, 30 à 50 % du diamètre de la fraise de l'outil est engagé avec la pièce. Bien que l'ébauche lourde implique un RDOC plus élevé que la finition, l'ADOC est le plus souvent plus petit que pour la finition en raison de la charge sur l'outil.
Styles de positionnement et engagement ADOC approprié
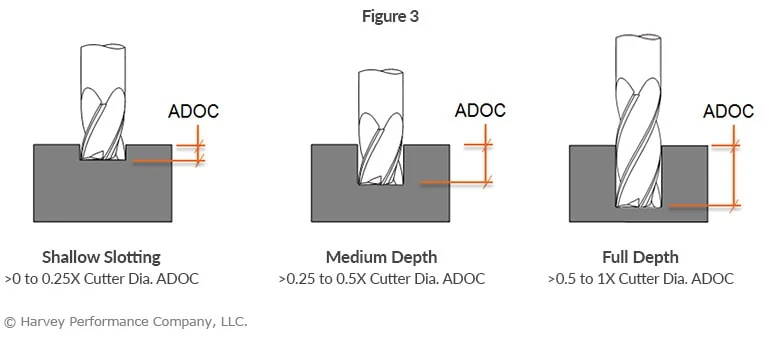
La quantité d'un outil engage une pièce axialement pendant une opération de rainurage doit être appropriée pour l'outil utilisé (Figure 3). L'utilisation d'une approche inappropriée peut entraîner une déviation et des dommages de l'outil, ainsi qu'une mauvaise qualité des pièces.
Les fraises en bout sont disponibles dans différentes options de longueur de coupe, ainsi que dans de nombreuses options atteintes. Le choix de l'outil qui permet la réalisation d'un projet avec le moins de déviation et la plus grande productivité est essentiel. Comme l'ADOC nécessaire pour rainurer peut être inférieur, une longueur de coupe de tronçon est souvent le choix d'outil le plus solide et le plus approprié. À mesure que la profondeur des fentes augmente, des longueurs de coupe plus longues deviennent nécessaires, mais l'outillage atteint doit être utilisé lorsque cela est autorisé.
Stratégie de profondeur de coupe pour le fraisage à haute efficacité (HEM)
L'association d'un RDOC léger et d'un ADOC lourd avec des trajectoires d'outils hautes performances est une stratégie d'usinage connue sous le nom de fraisage à haute efficacité ou HEM. Avec ce style d'usinage, les vitesses d'avance peuvent être augmentées et les coupes restent uniformes pour répartir uniformément les contraintes sur la partie coupante de l'outil, prolongeant ainsi la durée de vie de l'outil.
Stratégie traditionnelle
- RDOC lourd
- ADOC léger
- Taux d'alimentation prudent
Nouvelle stratégie :fraisage à haute efficacité (HEM)
- RDOC léger
- ADOC lourd
- Taux d'alimentation accru
Cliquez ici pour accéder à notre webinaire éducatif gratuit sur le fraisage à haut rendement
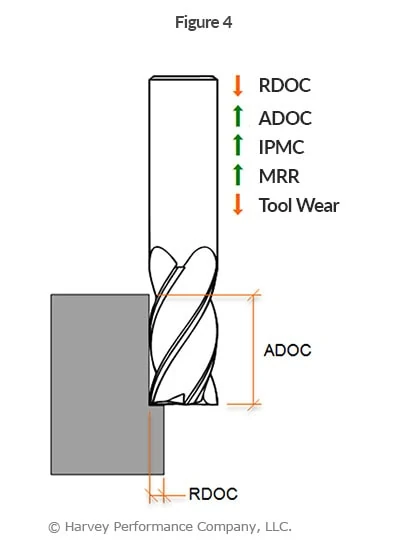
L'HEM implique l'utilisation de 7 à 30 % du diamètre de l'outil dans le sens radial et jusqu'à deux fois le diamètre de la fraise dans le sens axial, associés à des vitesses d'avance accrues (Figure 4). En tenant compte de l'amincissement des copeaux, cette combinaison de paramètres de fonctionnement peut entraîner des taux d'enlèvement de métal (MRR) sensiblement plus élevés. Les logiciels de FAO modernes offrent souvent une solution haute performance complète avec des fonctionnalités intégrées pour les parcours d'outils HEM. Ces principes peuvent également être appliqués aux trajectoires d'outils trochoïdales pour les applications de rainurage.
commande numérique par ordinateur
- Comment utiliser une fraiseuse CNC ?
- Guide de dépannage de la fraise en bout et du fraisage
- Application de l'HEM au micro-usinage
- Introduction au fraisage à haut rendement
- Introduction au fraisage trochoïdal
- Comment aborder le fraisage en cavité profonde de la bonne manière
- Qu'est-ce que la vitesse de coupe, l'avance et la profondeur de coupe ?
- Comment garantir l'exactitude et la précision dans le fraisage CNC
- Guide de sélection des outils de fraisage