


Causes et effets des arêtes rapportées (BUE) dans les applications de tournage
Dans les opérations de tournage, l'outil est immobile tandis que la pièce tourne dans un mandrin serré ou un porte-pince. De nombreuses opérations sont effectuées dans un tour, telles que les applications de surfaçage, de perçage, de rainurage, de filetage et de tronçonnage. il est impératif d'utiliser la géométrie d'outil et les paramètres de coupe appropriés pour le type de matériau usiné. Si ces paramètres ne sont pas appliqués correctement dans vos opérations de tournage, des arêtes rapportées (BUE) ou de nombreux autres modes de défaillance peuvent se produire. Ces modes de défaillance affectent négativement les performances de l'outil de coupe et peuvent conduire à une pièce globalement mise au rebut.
Lors de l'inspection d'un outil de coupe au microscope ou à la loupe oculaire, plusieurs types de modes de défaillance de l'outil de tournage peuvent être apparents. Certains des modes les plus courants sont :
- Usure normale des flancs : La seule forme acceptable d'usure de l'outil, causée par le vieillissement normal d'un outil de coupe usagé et se trouvant sur les arêtes de coupe.
- Cette usure par abrasion, causée par des constituants durs dans le matériau de la pièce, est la seule méthode préférée d'usure de l'outil, car elle est prévisible et continuera à fournir une durée de vie stable de l'outil, permettant une optimisation supplémentaire et une productivité accrue.
- Cratérisation : Déformations constatées sur la face de coupe d'un outil.
- Ce mode d'outil est une défaillance chimique et thermique, localisée sur la zone de la face de coupe de l'outil de tournage ou de la plaquette. Cette défaillance résulte de la réaction chimique entre le matériau de la pièce et l'outil de coupe et est amplifiée par la vitesse de coupe. Une usure excessive en cratère affaiblit l'arête de coupe d'un outil de tournage et peut entraîner une défaillance de l'arête de coupe.
- Ecaillage : Rupture de l'outil de tournage le long de sa face de coupe, entraînant une arête de coupe imprécise et rugueuse.
- Il s'agit d'une défaillance mécanique, courante dans les coupes interrompues ou les configurations d'usinage non rigides. De nombreux coupables peuvent être à blâmer pour l'écaillage, y compris les incidents de la machine et la sécurité du porte-outil.
- Défaillance thermomécanique (fissuration thermique) : La fissuration d'un outil de coupe due à des variations importantes de la température d'usinage.
- Lors du tournage, la gestion de la chaleur est essentielle. Trop peu ou trop de chaleur peut créer des problèmes, tout comme des variations importantes et rapides de température (chauffage et refroidissement répétés sur le tranchant). La défaillance thermomécanique se manifeste généralement sous la forme de fissures régulièrement espacées, perpendiculaires au tranchant de l'outil de tournage.
- Bord intégré (BUE) : Lorsque les copeaux adhèrent à l'outil de coupe en raison d'une chaleur, d'une pression et d'un frottement élevés.
Effets du bord intégré dans l'application de tournage
Un bord rapporté est peut-être le mode d'usure d'outil le plus facile à identifier, car il peut être visible sans avoir besoin d'un microscope ou d'une loupe oculaire. Le terme arête rapportée signifie que le matériau que vous usinez est soudé sous pression à l'outil de coupe. Lors de l'inspection de votre outil, la preuve d'un problème BUE est un matériau sur la face de coupe ou la face de flanc de l'outil de coupe.
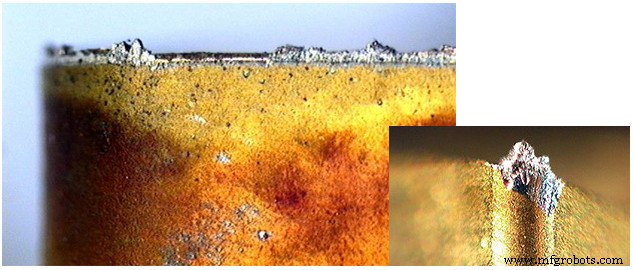
Cette condition peut créer de nombreux problèmes avec vos opérations d'usinage, telles qu'une faible durée de vie de l'outil, une finition de surface inférieure à la normale, des variations de taille et de nombreux autres problèmes de qualité. La raison de ces problèmes est que la distance de la ligne centrale et la géométrie de l'outil de l'arête de coupe sont modifiées par le matériau qui a été soudé au râteau ou à la face de flanc de l'outil. Au fur et à mesure que la condition BUE s'aggrave, vous pouvez rencontrer d'autres types de pannes ou même une panne catastrophique.
Causes des bords construits dans les applications de tournage
Mauvais choix d'outillage
L'arête rapportée est souvent causée par l'utilisation d'un outil de tournage qui n'a pas la bonne géométrie pour le matériau usiné. Plus particulièrement, lors de l'usinage d'un matériau gommeux tel que l'aluminium ou le titane, votre meilleur pari est d'utiliser un outillage avec des arêtes de coupe extrêmement tranchantes, une géométrie de coupe libre et un flanc et une face de coupe polis. Cela vous aidera non seulement à couper le matériau rapidement, mais également à l'empêcher de coller à l'outil de coupe.

Utilisation d'outils vieillissants
Même lorsque vous utilisez un outil de tournage avec une géométrie correcte, vous pouvez toujours rencontrer BUE. Au fur et à mesure que l'outil commence à s'user et que son bord commence à se dégrader, le matériau commence à s'accumuler sur la surface de l'outil. Pour cette raison, il est très important d'inspecter le tranchant d'un outil après avoir usiné quelques pièces, puis de manière aléatoire tout au long de la durée de vie de l'outil. Cela vous aidera à identifier la cause première de l'un des modes de défaillance en les identifiant tôt.
Éliminer le BUE avec les graphiques Micro 100 vitesses et flux
Génération de chaleur insuffisante
L'arête rapportée peut être causée par l'utilisation d'un outil avec des paramètres de coupe incorrects. Habituellement, lorsque le BUE est un problème, cela est dû au fait que la vitesse ou les taux d'alimentation sont trop faibles. La génération de chaleur est essentielle lors de toute application d'usinage - alors que trop de chaleur peut avoir un impact sur un matériau de pièce, trop peu peut rendre l'outil moins efficace pour éliminer efficacement les copeaux.
4 moyens simples d'atténuer les arêtes accumulées dans les applications de rotation
- Lors de la sélection d'un outil, optez pour une coupe libre, des géométries nettes avec des surfaces hautement polies. La sélection d'un outil avec une géométrie brise-copeaux aidera également à diviser les copeaux, ce qui aidera à les retirer de la pièce et de la surface de coupe.
- Soyez confiant dans votre approche d'application et vos paramètres d'exécution. Il est toujours important de vérifier que vos paramètres de fonctionnement sont appropriés pour votre application de tournage.
- Assurez-vous que le liquide de refroidissement est concentré sur l'arête de coupe et augmentez la quantité de concentration de liquide de refroidissement.
- Optez pour une plaquette revêtue, car les revêtements sont spécifiquement conçus pour un ensemble donné de matériaux de pièces et sont conçus pour éviter les problèmes d'usinage courants.
commande numérique par ordinateur
- Quel est le meilleur outil pour couper la tôle ?
- Glossaire 2 des bits de routeur CNC
- Applications de la fraise à couteau oscillant CNC
- Définition des paramètres pour les tours CNC
- Qu'est-ce que le tournage machine ?
- Une comparaison rapide des machines-outils CNC
- Centre de tournage vertical pour coupe intensive
- Maîtriser les défis du tournage dur
- Ce que font les ateliers d'usinage de précision :le tournage