


Guide de dépannage de la fraise en bout et du fraisage
Une fraise en bout a une durée de vie prévue déterminée par son utilisation, la spécificité du matériau et le revêtement. Pour les machinistes, l'usure prématurée et le bris d'outil sont des maux de tête facilement évitables. Ces problèmes peuvent entraîner une mauvaise finition des pièces, des temps d'arrêt de la machine et même des pièces mises au rebut. Comprendre les problèmes auxquels ces outils sont confrontés dans la broche est une première étape clé dans le dépannage de ces problèmes, s'ils se produisent.
Usure prématurée de l'outil

Causes
L'usure prématurée des outils dans les fraises en bout est l'un des problèmes les plus courants auxquels un machiniste est confronté. L'usure de l'outil est souvent un problème lorsque les vitesses de coupe sont supérieures à celles recommandées pour l'outil ou, ce qui est intéressant, lorsque la vitesse et/ou l'avance de la fraise en bout sont trop faibles.
De plus, les matériaux durs et naturellement abrasifs font des ravages sur les outils de coupe lorsque les revêtements d'outils appropriés ne sont pas utilisés. Les revêtements jouent une myriade de rôles pour un outil de coupe et une opération de coupe, notamment en fournissant une résistance à l'usure et en contribuant à l'efficacité de l'élimination des copeaux.
D'autres causes courantes d'usure prématurée incluent l'utilisation d'angles d'hélice incorrects ou la recoupe des copeaux.
Solutions
La résolution de ces problèmes est assez simple. Dans les cas où les vitesses de coupe et les avances sont incorrectes, les machinistes ont plusieurs options. Diminuer d'abord la vitesse de la broche corrigera les vitesses de coupe trop rapides. Deuxièmement, l'ajustement des vitesses et des avances en consultant les tableaux de vitesse et d'avance des fabricants permettra une utilisation appropriée de l'outil. Cela résoudra également les problèmes de recoupe des copeaux et ajustera la profondeur de coupe (DOC) et/ou le liquide de refroidissement/air pour éliminer correctement les copeaux de la pièce. Enfin, la sélection de l'angle d'hélice et du revêtement appropriés pour le travail permettra d'optimiser la durée de vie et les performances de l'outil de coupe.
Écaillage des bords de la fraise
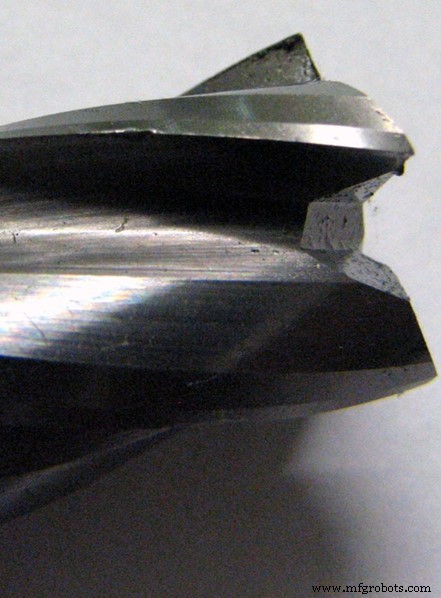
Causes
L'écaillage des bords de la fraise en bout est couramment observé dans l'usinage agressif et rigide. Les machinistes trouveront cela lorsque leur vitesse d'avance est trop agressive à la fois dans l'usinage continu et lors de la coupe initiale. Le DOC agressif est une autre cause fréquente d'écaillage des outils.
Solutions
L'écaillage des bords est un problème facile à résoudre pour les machinistes. La réduction de la vitesse d'alimentation globale et initiale diminuera l'agressivité de la coupe. La diminution de la profondeur de coupe axiale et/ou radiale est une autre solution pour les trajectoires d'outils trop agressives.
En ce qui concerne la rigidité, si l'outil lui-même est le problème, les machinistes doivent changer leur porte-outil, tenir la tige de l'outil plus profondément ou utiliser un outil plus court. Le refixage de la pièce et/ou l'amélioration de la configuration globale peuvent également résoudre ce problème. Enfin, les machinistes doivent vérifier que leur broche ne présente pas de faux-rond.
Casse d'outil

Causes
Tout comme l'écaillage des bords, la rupture de l'outil peut se produire lors de vitesses d'avance agressives et de profondeurs de coupe excessives. De même, le porte-à-faux extrême de l'outil est un facteur majeur de bris d'outil. L'emballage de copeaux se trouve également couramment lors d'une fracture et d'un bris d'outil. Une autre cause principale de rupture se trouve lorsqu'une fraise en bout est excessivement usée.
Solutions
La réduction de l'avance et du COD axial/radial est cruciale pour résoudre les problèmes de bris d'outil. Cela montre au machiniste que ses trajectoires d'outil sont trop agressives pour la structure de l'outil choisi. Pour les problèmes liés au porte-à-faux, un machiniste doit tenir sa tige plus profondément ou même opter pour un outil plus court.
Il existe plusieurs solutions pour le conditionnement des copeaux, notamment le réglage des vitesses et des avances, et l'augmentation de la pression du liquide de refroidissement ou de l'air pour rincer correctement les copeaux. Les outils avec moins de cannelures et des vallées plus profondes évacuent les copeaux beaucoup plus facilement. Dans ce cas, opter pour un outil avec moins de cannelures peut également lutter contre l'accumulation de copeaux. Enfin, choisir de réaffûter un outil plus tôt résoudra les bris d'outil dus à une usure excessive.
Emballage de puces

Causes
Étant donné que l'accumulation de copeaux est un facteur de rupture d'outil, la résolution précoce de ce problème est la clé du succès de l'usinage. Cela est dû à des vitesses et à des avances agressives qui dépassent les capacités de l'outil. De plus, des gorges de flûte trop petites pour les copeaux produits conduiront à un tassement. Enfin, un volume et une pression de liquide de refroidissement insuffisants ne permettront pas aux copeaux de s'évacuer correctement.
Solutions
Pour commencer, les machinistes devraient consulter les tableaux de vitesses et d'avances des fabricants pour l'outil et envisager de les diminuer. L'utilisation d'une fraise en bout avec moins de cannelures empêchera l'emballage en permettant aux copeaux de s'évacuer correctement. L'augmentation du volume et de la pression du liquide de refroidissement, ainsi que le repositionnement de la buse plus près du point de coupe, contribueront également à une évacuation correcte.
Discuter
Causes
Le broutage d'outil, ou broutage, est un moyen facile de mettre au rebut une pièce de la machine. Le broutage peut se produire avant la rupture, de sorte que les solutions à ces problèmes sont très similaires. Bien qu'il ne soit pas possible d'éviter complètement les vibrations, les minimiser est essentiel pour une opération d'usinage réussie.
La rigidité et les trajectoires d'outil agressives sont courantes dans les problèmes de broutage d'outil au niveau de la broche. Ce manque de rigidité ne se limite pas à l'outil lui-même, mais peut également être attribué à des instances de la pièce à usiner et de la machine-outil. De plus, le choix d'une géométrie d'outil inappropriée peut entraîner des cas de vibrations inutiles.
Solutions
La réduction des vitesses et des avances, ainsi que du COD axial et/ou radial, est essentielle pour résoudre les problèmes de broutage d'outil. Lorsqu'une mauvaise rigidité en est la cause, les machinistes doivent déterminer d'où cela vient. Changer le porte-outil, maintenir la tige plus profondément et utiliser un outil plus court résoudra souvent ces problèmes. Les machinistes doivent également vérifier si leur broche est épuisée en cas de rigidité. Enfin, refixer la pièce et/ou améliorer la configuration globale aidera si c'est la cause.
Fraises
Causes
Les bavures sont courantes dans l'usinage et obligent les machinistes à ébavurer minutieusement à la main une pièce après l'achèvement. Bien que cela soit courant, il existe plusieurs causes de fraises excessives dans une pièce. Premièrement, des vitesses et des avances incorrectes lors de l'usinage peuvent provoquer des bavures, tout comme des arêtes de fraise émoussées et des angles d'hélice incorrects.
Solutions
Si des bavures sont présentes dans l'usinage, il faut d'abord commencer par consulter les vitesses et les avances appropriées pour un outil, et envisager de les diminuer pendant l'usinage. Enfin, l'utilisation d'une stratégie d'usinage en avalant et le passage au bon angle d'hélice seront payants.
Mauvaise finition

Causes
Une bonne finition des pièces est essentielle au succès de tous les machinistes. D'un autre côté, une mauvaise finition des pièces entraîne souvent des pièces mises au rebut et des maux de tête. Cela est généralement dû à des vitesses d'avance trop agressives et à des vitesses trop lentes pour l'outil et le matériau. En termes de vitesses d'avance, des profondeurs de coupe agressives marquent les pièces, entraînant des finitions médiocres. Enfin, des outils correctement affûtés dans des scénarios parfaits conduisent à des finitions fantastiques. Lorsque les outils subissent une usure excessive, la finition de la pièce en souffre.
Solutions
La réduction des vitesses d'avance et des profondeurs de coupe est essentielle pour garantir une finition correcte de la pièce. L'augmentation de la vitesse de l'outil (RPM) aidera également à laisser une meilleure finition sur la pièce. Enfin, l'utilisation d'un outil correctement affûté ou réaffûté en temps opportun atténuera les maux de tête liés à la finition des pièces.
Mauvaise précision dimensionnelle
Causes
La précision des dimensions des pièces est primordiale pour le succès d'un machiniste et d'un atelier. Lorsqu'une mauvaise précision dimensionnelle affecte un travail, les machinistes doivent étudier plusieurs domaines. Les profondeurs de coupe agressives, la rigidité de l'outil et la rigidité de la machine-outil sont toutes des causes courantes d'imprécision.
Solutions
La réduction des profondeurs de coupe axiales et/ou radiales est une première étape importante vers la résolution des problèmes de précision dimensionnelle. Si un manque de rigidité est le problème, un machiniste doit vérifier, inspecter et réparer la machine, l'outil, le porte-outil et les fixations. De plus, l'utilisation d'un outil avec plus de cannelures peut résoudre ce problème.
Dans l'ensemble, plusieurs problèmes de fraisage peuvent affecter même les machinistes les plus chevronnés. L'identification correcte du problème est une première étape critique dans la prise en compte de ces problèmes. Une fois le problème identifié, comprendre la cause principale sous-jacente conduira à comprendre la solution appropriée.
commande numérique par ordinateur
- Fraisage – Un guide rapide
- 8 façons dont vous tuez votre moulin final
- Introduction au fraisage trochoïdal
- Comment garantir l'exactitude et la précision dans le fraisage CNC
- Point de mire sur l'aérospatiale :forage et fraisage de composites CFRP
- Bris d'outil, usure, causes d'écaillage et solutions
- Causes et remèdes aux irrégularités et aux bris de l'outil de poinçonnage
- Les machines de tournage-fraisage sont des moteurs de productivité
- Guide de sélection des outils de fraisage