


Type d'outil et type de processus requis pour le fraisage de surface
De quoi dépend la formation de la surface de fraisage ? La surface fraisée résultante peut être une surface axiale, une surface radiale ou une surface complexe, selon le type d'outil et le processus utilisé.
Type d'outil pour le fraisage de surface
01. Surface générée axialement
La forme du bas de la lame détermine la qualité de la surface obtenue. L'arc du nez de l'outil (RE) produit parfois une cuspide. La taille de la flèche dépend du rayon de l'arc et de l'alimentation.
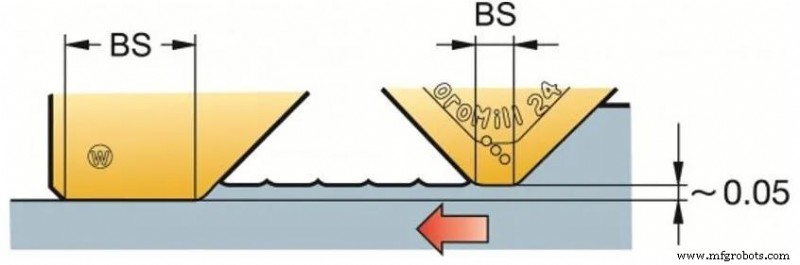
Les plaquettes à arêtes de coupe parallèles (BS) peuvent usiner des surfaces planes. Selon la tolérance axiale et le faux-rond de la fraise, la plaquette la plus saillante produit la surface finale.

Afin de produire la meilleure qualité de surface de fraisage, il est important de s'assurer que l'avance par tour (fn =fz×zn) est inférieure à 80 % de BS.
Au fur et à mesure que le diamètre de la fraise augmente (et pour les fraises à dents ultra-dense), le nombre de dents et l'avance par tour augmentent, nécessitant ainsi un BS plus grand. Une fois que l'avance par tour dépasse la largeur du plat parallèle, le faux-rond axial de la fraise affectera la qualité de la surface.
Afin d'obtenir la meilleure qualité de surface de fraisage :
1) Utilisez des plaquettes Wiper (wiper) avec BS au moins 25 % plus grandes que fn ou d'autres plaquettes de fraisage avec wipers
2) L'utilisation de lames en cermet peut traiter une meilleure finition
3) Utilisez du liquide de coupe pour éviter de coller
Lame d'essuie-glace
Les lames d'essuie-glace ou les longues lames parallèles peuvent obtenir une finition de plus grand diamètre. Le balai d'essuie-glace est plus haut que le balai standard pour s'assurer que le balai d'essuie-glace génère la surface finale. Le fn maximum ne doit pas dépasser 80 % de BS.
Lame ronde
Les lames rondes ou les lames à grand rayon de bec peuvent atteindre une productivité extrêmement élevée, mais ne peuvent pas produire des surfaces de haute qualité. Plus le diamètre de la fraise est grand, plus la qualité de la surface est mauvaise.
02 . Surface générée radialement
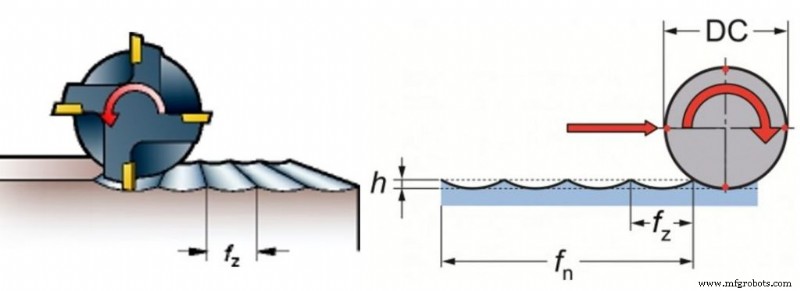
Lors de l'utilisation de fraises en bout, de fraises à dresser ou de fraises à surfacer, des surfaces radiales sont générées. Pour les surfaces générées dans la direction radiale, le profil est usiné sur l'arête côté outil.
Chaque dent est usinée avec une pointe (h), où la largeur de la pointe est égale à l'avance par dent fz, et la profondeur de la pointe est déterminée par la relation entre le diamètre de la fraise et fz. La taille de la flèche obtenue par calcul théorique est la plus petite.
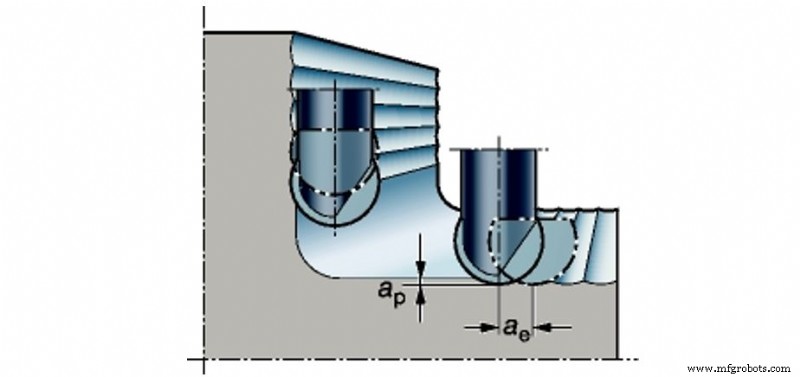
03 . Génération de surface complexe
Lors de l'utilisation d'une fraise boule, une surface complexe sera générée.
Processus de fraisage de surface
Selon la méthode de fraisage de surface, elle peut être divisée en trois catégories :méthode de trajectoire de pointe d'outil, méthode d'outil de formage et méthode de génération.
La méthode de trajectoire de la pointe de l'outil repose sur la trajectoire de mouvement de la pointe de l'outil par rapport à la surface de la pièce pour obtenir la géométrie de surface requise par la pièce, comme tourner le cercle extérieur, raboter le plan, rectifier le cercle extérieur, tourner le formage surface avec un maître, etc. La trajectoire dépend du mouvement relatif de l'outil de coupe fourni par la machine-outil et la pièce.
La méthode de l'outil de formage est abrégée en tant que méthode de formage. Il utilise un outil de formage qui correspond au profil de surface final de la pièce, ou une meule de formage, etc., pour traiter la surface de formage, comme le tournage de formage, le fraisage de formage et le meulage de formage. En raison de la difficulté de fabrication des outils de formage, il n'est donc généralement utilisé que pour le traitement de surfaces de formage courtes.
La méthode de génération est également appelée méthode de taillage. C'est le mouvement de génération relatif de l'outil de coupe et de la pièce pendant le traitement, et la ligne médiane instantanée de l'outil et de la pièce effectue un roulement pur l'un avec l'autre, en maintenant une certaine relation de rapport de vitesse entre les deux, et la surface traitée est la surface d'enveloppe de la lame dans ce mouvement, le taillage des engrenages, la mise en forme des engrenages, le rasage des engrenages, le rodage des engrenages et le meulage des engrenages font tous partie du processus génératif. Certains processus de coupe ont les caractéristiques à la fois de la méthode de trajectoire de la pointe de l'outil et de la méthode de l'outil de formage, comme le filetage au tour.
Processus de fabrication
- Qu'est-ce qu'une fraiseuse et à quoi sert-elle ?
- Propriétés des matériaux en acier et des outils utilisés pour les poinçons
- Poinçons et matrices de qualité pour la fabrication d'outils
- Fraisage et usinage CNC :à quoi ça sert ?
- Services de meulage de surface :processus et précision
- Nuances d'acier à outils pour poinçons et matrices
- Remèdes efficaces pour les problèmes d'écaillage des poinçons et des matrices
- Comprendre le processus de production de matrices, de poinçons et de lames pour les machines de poinçonnage et de cisaillement
- Comprendre les aciers à outils résistants aux chocs pour la fabrication de poinçons et de matrices