


Comment organiser la position du processus de traitement thermique dans l'usinage de précision
Afin d'améliorer la viabilité et la compétitivité des entreprises d'usinage de précision, parmi de nombreux facteurs, la clé est de s'appuyer sur une technologie de pointe. Avec le développement de l'industrie moderne, de plus en plus d'entreprises ont commencé à prêter attention à l'artisanat. Les documents artisanaux sont à la base des entreprises d'usinage de précision et leur exactitude est très importante. Aussi petit qu'un symbole et une donnée dans le fichier de processus, il est très important, comme les exigences de taille dans le fichier de technologie de fabrication mécanique, les exigences de tolérance géométrique, les symboles et codes du programme d'usinage CNC, etc. Surtout pour le traitement de pièces mécaniques de précision, l'utilisation de documents de processus d'exactitude affecte directement la qualité de traitement et la sécurité de production du produit. Parfois due à la négligence de l'artisan, même à de petites erreurs, cela peut également conduire à la mise au rebut de pièces mécaniques de précision, entraînant certaines pertes économiques pour l'entreprise.

Dans le processus d'usinage de précision, afin d'améliorer efficacement les performances du produit, il est nécessaire de s'assurer que la plupart des pièces restantes ont été retirées lors de l'aménagement de l'emplacement du processus de traitement thermique. Cela garantit non seulement que les pièces peuvent être trempées et durcies, mais également qu'il existe une marge pour répondre au traitement ultérieur, de sorte que la qualité du produit puisse être mieux assurée. Le traitement thermique dans le processus d'usinage de précision peut être grossièrement divisé en traitement thermique préliminaire et traitement thermique selon le but de l'application. Le but du traitement thermique préliminaire est d'améliorer les propriétés mécaniques, d'éliminer les contraintes internes et de préparer le traitement thermique. Il comprend le recuit, la normalisation, la trempe et le revenu et le traitement de vieillissement.
1 . Traitement thermique préliminaire
Le but du traitement thermique préliminaire est d'éliminer les contraintes internes générées lors du processus de fabrication de l'ébauche, d'améliorer les performances de coupe des matériaux métalliques et de préparer le traitement thermique final. Le traitement thermique préliminaire comprend la trempe et le revenu, le recuit, la normalisation, etc., qui sont généralement disposés avant et après l'usinage grossier. L'arrangement avant l'ébauche peut améliorer les performances de coupe du matériau. La disposition après l'usinage d'ébauche est bénéfique pour éliminer les contraintes internes résiduelles.
Emplacement du processus de recuit et de normalisation
Il est généralement disposé après la production de flans et avant le processus de découpe.
Pour les pièces de précision, afin d'éliminer la contrainte résiduelle dans le processus de coupe, un recuit de détente doit également être organisé entre le processus de coupe.
Position de processus de trempe et revenu
Ce type de traitement thermique peut être utilisé comme traitement final, et peut également préparer l'organisation de la trempe superficielle ultérieure ou de la trempe globale des pièces facilement déformables. Il est généralement disposé après ébauche et avant finition ou semi-finition.
2. Traitement thermique final
Le traitement thermique final doit généralement être organisé après l'usinage grossier, la semi-finition, et avant et après la finition. Le traitement thermique avec une grande déformation, tel que la cémentation et la trempe, la trempe et le revenu, etc., doit être organisé avant la finition, de manière à corriger le traitement thermique pendant la finition. Déformé. Un traitement thermique avec moins de déformation, comme la nitruration, peut être organisé après la finition. Après ce type de traitement thermique, la dureté des pièces est plus élevée et doit être la plus reculée possible. Généralement, ils sont disposés après semi-finition et avant meulage.
La disposition globale des positions du processus de trempe et de trempe de surface est fondamentalement la même.
La déformation, l'oxydation et la décarburation des pièces trempées doivent être éliminées lors du meulage, donc une surépaisseur de meulage doit être réservée (par exemple, pour les pièces trempées d'un diamètre de 200 mm ou moins et d'une longueur de 1000 mm, la surépaisseur de meulage est généralement de 0,35 ~0.75mm).
Pour les pièces trempées en surface, afin d'améliorer les propriétés mécaniques de l'âme et d'obtenir la structure trempée en surface de la structure martensitique à grains fins, il est souvent nécessaire d'effectuer au préalable un traitement de normalisation ou de trempe et revenu. Étant donné que la déformation des pièces trempées en surface est faible, la tolérance de meulage doit également être inférieure à celle de l'ensemble des pièces trempées.
Pour Exemple :
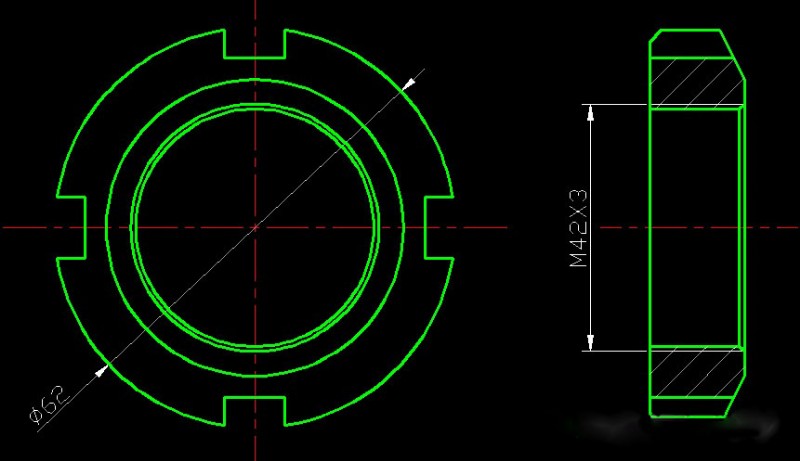
L'image ci-dessus est un contre-écrou en acier 45, et la dureté de l'entaille doit être HRC35 ~ 40. Si l'encoche et le filetage interne sont tous traités puis trempés et revenus dans leur ensemble, bien que la dureté de l'encoche puisse répondre aux exigences, le filetage interne est déformé et la précision ne peut être garantie ; s'il est coupé après traitement thermique, la dureté sera plus élevée et l'usinabilité sera médiocre. .
Si la méthode de traitement thermique et la séquence de traitement sont modifiées en :trempe et revenu-traitement encoche-encoche traitement de trempe à haute fréquence filetage interne, les exigences techniques peuvent être satisfaites et la déformation des pièces peut être réduite.
3. Traitement du vieillissement
Le but du traitement de vieillissement est d'éliminer les contraintes internes et de réduire la déformation de la pièce. Le traitement du vieillissement est divisé en trois catégories :le vieillissement naturel, le vieillissement artificiel et le traitement par le froid. Le traitement de vieillissement est généralement organisé après l'usinage d'ébauche et avant la finition. Pour les pièces avec des exigences de précision plus élevées, un traitement de vieillissement peut être organisé après la semi-finition. Le traitement à froid est généralement disposé après le traitement de revenu ou après la finition ou à la fin du processus.
4. Traitement de surface
Pour l'anti-corrosion de surface ou la décoration de surface, la surface doit parfois être enduite ou bleuie. Ce traitement de surface est généralement disposé en fin de procédé.
Ce qui précède est le contenu pertinent de l'usinage de précision et de l'organisation de l'emplacement du processus de traitement thermique, j'espère que cela pourra vous être utile.
Processus de fabrication
- Comment fonctionne le processus CMC
- Les différentes technologies d'usinage de précision
- Certification NADCAP et comment elle s'applique à l'industrie de l'usinage de précision
- Traitement thermique des pièces usinées avec précision
- Comprendre comment le processus de cisaillement est effectué
- Comprendre la mise en solution, le recuit, la nitruration
- Processus de traitement thermique de l'acier
- 3 étapes du processus de traitement thermique
- Usinage CNC de précision - Les étapes