


Types et caractéristiques du meulage de surface
Le meulage de surface est un processus de finition qui utilise une meule rotative pour lisser la surface du matériau, lisser la surface des matériaux métalliques ou non métalliques et leur donner un aspect plus raffiné.
Les matériaux abrasifs les plus couramment utilisés pour la surface des meules sont :l'alumine, le carbure de silicium, le diamant et le nitrure de bore cubique (CBN).
Types de meulage de surface
Selon les caractéristiques structurelles et la configuration des rectifieuses planes et des tables de travail, les rectifieuses planes peuvent être divisées en 4 types, à savoir, rectifieuse de surface de table alternative à broche horizontale, rectifieuse de surface de table rotative à broche horizontale, rectifieuse de surface de table alternative à broche verticale, verticale- meulage de surface de table rotative de broche.
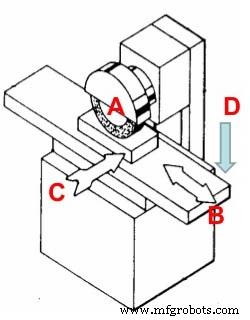
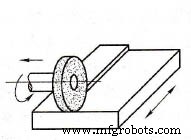
Meulage de surface de table alternative à broche horizontale
La pièce est aspirée ou serrée sur la table de travail par la table de travail électromagnétique rectangulaire, et va-et-vient longitudinalement. Le chariot de meule peut effectuer un mouvement d'alimentation intermittent transversal le long du rail de guidage en queue d'aronde du siège coulissant. Le siège coulissant peut effectuer un mouvement d'alimentation intermittent vertical le long du rail de guidage de la colonne, et la pièce est meulée autour de la meule avec une grande précision de meulage.
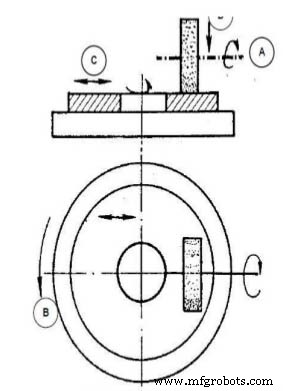
Meulage de surface à table rotative à broche horizontale
L'arbre principal de la meule est horizontal, la table de travail est un mandrin électromagnétique circulaire et la surface est rectifiée avec la surface circonférentielle de la meule. Lors du meulage, le mandrin électromagnétique circulaire aspire la pièce ensemble et tourne à une vitesse uniforme. En plus de la rotation à grande vitesse, la meule effectue également un mouvement de va-et-vient entre le bord extérieur et le centre de la table ronde pour compléter l'alimentation de meulage. À chaque va-et-vient ou à chaque fois Après l'inversion, la meule avance verticalement vers la pièce jusqu'à ce que la pièce soit meulée à la taille requise. Étant donné que la table de travail tourne en permanence, l'efficacité de meulage est élevée, mais elle ne peut pas meuler des plans complexes tels que des surfaces étagées.
Il est utilisé pour meuler des pièces rondes et fines et peut être utilisé pour meuler des pièces annulaires de différentes épaisseurs sur la table de travail.
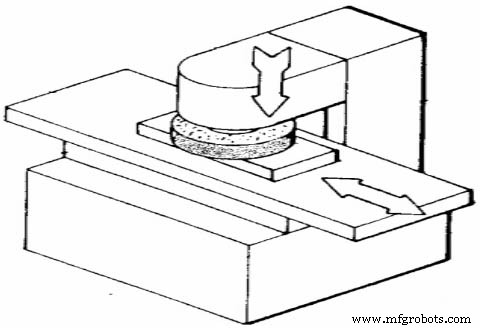
Meulage de surface de table alternative à broche verticale
L'arbre principal de la meule est perpendiculaire à la table de travail. La table de travail est un mandrin électromagnétique rectangulaire et la face d'extrémité de la meule est utilisée pour rectifier le plan. Ce type de meuleuse ne peut meuler que des pièces plates simples. Étant donné que le diamètre de la meule est supérieur à la largeur de la table de travail, la meule n'a pas besoin d'effectuer un mouvement d'alimentation latéral, de sorte que l'efficacité de meulage est plus élevée.
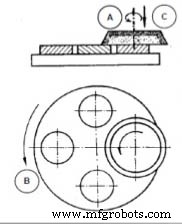
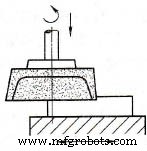
Meulage de surface à table rotative à broche verticale
L'arbre principal de la meule est perpendiculaire à la table de travail. La table de travail est un mandrin électromagnétique circulaire. La face frontale de la meule sert à meuler le rabot. Lors du meulage, la table de travail ronde tourne à une vitesse constante et la meule tourne à grande vitesse et avance verticalement. Pour faciliter le chargement et le déchargement des pièces, la table ronde peut également être déplacée longitudinalement le long des rails du lit.
Selon la surface de travail de la meule, le meulage de surface peut être divisé en trois types :meulage périphérique, meulage de face frontale et meulage de face frontale périphérique.
Meulage périphérique :
Également connu sous le nom de meulage circonférentiel, qui utilise la surface circonférentielle de la meule pour le meulage. Les meuleuses planes horizontales appartiennent à cette forme.
Fin du meulage de face :
Meulage avec la face frontale d'une meule. Les rectifieuses planes à arbres verticaux appartiennent à cette forme.
Meulage de face d'extrémité périphérique :
En même temps, la surface circonférentielle et la surface d'extrémité de la meule sont utilisées pour le meulage. Lors du meulage de la surface de la marche, si la marche n'est pas profonde, vous pouvez utiliser une meule pour meuler la surface d'extrémité périphérique sur un axe horizontal et une meuleuse de surface de table rectangulaire.
C caractéristiques de la rectification plane
La forme du meulage de surface est différente et ses caractéristiques sont également différentes.
1. Caractéristiques de la rectification périphérique
Il peut réduire la déformation de la pièce causée par le chauffage, ce qui est bénéfique pour améliorer la précision de meulage de la pièce. Il convient au meulage fin du plan de diverses pièces, l'erreur de planéité peut être contrôlée entre 0,01 ~ 0,02 mm / 1000 mm et la rugosité de surface peut atteindre Ra0,8 ~ 0,2 μm. Cependant, étant donné que l'avance latérale intermittente est utilisée pour terminer le meulage de la surface de la pièce lorsqu'elle n'est pas en train de meuler, l'efficacité de la production est faible.
2. Caractéristiques du meulage des faces frontales
La déformation en flexion est faible, la rigidité est bonne et une plus grande quantité de meulage peut être sélectionnée. Efficacité de production élevée. La pièce est sujette à la déformation thermique et aux brûlures. Il ne convient que pour les pièces avec une faible précision de meulage et des formes simples. Pour améliorer la qualité de la rectification des faces frontales, les mesures suivantes peuvent être adoptées :
- Choisissez une meule à liant résine avec une granulométrie plus grossière et une dureté plus douce.
- Une quantité suffisante de fluide de coupe est fournie pendant le meulage.
- Meulage avec meule d'insertion.
- La face d'extrémité de la meule est taillée dans un centre de cône intérieur de sorte que la meule et la pièce soient en contact linéaire ou que la tête de meulage soit ajustée à un léger angle pour réduire le contact entre la meule et la pièce et améliorer les conditions de dissipation thermique.
3. Les caractéristiques de la rectification des faces frontales périphériques
La quantité de broyage ne doit pas être trop importante.
Nos systèmes de meulage capables d'obtenir des finitions de surface 0,2~0,025 Ra avec des tolérances aussi serrées que 0,002 mm. La tolérance détaillée et les finitions de surface peuvent varier en fonction du type de matériau de la pièce et de la meule. Contactez-nous maintenant
Processus de fabrication
- Types et caractéristiques des tissus en fibre de verre
- Qu'est-ce qu'une rectifieuse ? - Définition et types
- Services de meulage de surface :processus et précision
- Les principes fondamentaux de la rectification plane
- Qu'est-ce que le meulage de surface et pourquoi est-ce important ?
- Rectifieuse plane rotative et qualité de traitement
- Qui a besoin de rectifieuses planes ?
- Rectification cylindrique et grande productivité
- Quatre types de rectifieuses et leurs utilisations