


Qu'est-ce que l'usinage EDM ? Électroérosion à fil 101
Avec les besoins de la production, de nombreuses pièces et structures spéciales sont apparues dans divers horizons. En conséquence, afin de s'adapter aux caractéristiques de nombreuses variétés de pièces et de petits lots, l'importance de l'EDM est devenue de plus en plus évidente. La technologie EDM occupe une place importante dans le domaine de la fabrication. Pendant longtemps, l'EDM (EDM) a été une solution de haute précision et très demandée, et est un moyen efficace pour réaliser un usinage précis de matériaux difficiles et de pièces complexes.
Par conséquent, à travers cet article, faites-nous savoir en détail ce qu'est l'EDM, quel est son flux de traitement et ses avantages spécifiques.
Qu'est-ce que l'usinage EDM
 L'usinage par décharge électrique (EDM) est un procédé de fabrication, connu sous de nombreux autres noms, notamment l'usinage par étincelle, l'usinage à l'arc , également appelé électroérosion à fil, découpe par fil, découpe par électroérosion, gravure par fil, érosion par fil.
L'usinage par décharge électrique (EDM) est un procédé de fabrication, connu sous de nombreux autres noms, notamment l'usinage par étincelle, l'usinage à l'arc , également appelé électroérosion à fil, découpe par fil, découpe par électroérosion, gravure par fil, érosion par fil.
L'EDM est une méthode non conventionnelle qui ne nécessite pas de force mécanique pendant le processus de retrait, utilise un seul fil mince et utilise la chaleur générée par des étincelles électriques avec de l'eau déminéralisée pour couper le métal, le fil de coupe ne touche pas le matériau et empêche rouille .
Le courant est séparé entre l'électrode et la pièce par un fluide diélectrique, et le courant traverse l'électrode et la pièce. À moins qu'une tension suffisante ne soit appliquée pour en faire un conducteur électrique, le fluide diélectrique agira comme un isolant électrique. La décharge d'étincelle produite corrode la pièce pour former la forme finale souhaitée. Au cours de ce processus, le courant est utilisé pour couper le matériau conducteur et laisser une surface lisse sans nécessiter d'autres processus de finition ou de polissage. Généralement, la plage de diamètre d'électrode est de 0,004″ à 0,012″ (0,10 mm à 0,30 mm), et le diamètre peut être plus grand ou plus petit.
Dans la fabrication d'outils et de pièces de précision, l'EDM est très populaire en raison de son applicabilité, en particulier pour les matériaux durs tels que le titane ou les formes particulièrement complexes difficiles à obtenir par fraisage。
Comment fonctionne la GED ?
 La coupe au fil est réalisée en générant des décharges électriques sur le fil ou entre l'électrode et la pièce. La coupe EDM traverse toujours la totalité de la pièce. Pour démarrer l'usinage au fil, vous devez d'abord percer un trou dans la pièce ou commencer par le bord. Dans la zone d'usinage, chaque décharge produit un creux dans la pièce et affecte l'outil. Les fils peuvent être inclinés, de sorte que des pièces avec des profils coniques ou différents peuvent être réalisées en haut et en bas. Lorsque l'étincelle saute à travers l'espace, le matériau est ensuite retiré de la pièce et de l'électrode.
La coupe au fil est réalisée en générant des décharges électriques sur le fil ou entre l'électrode et la pièce. La coupe EDM traverse toujours la totalité de la pièce. Pour démarrer l'usinage au fil, vous devez d'abord percer un trou dans la pièce ou commencer par le bord. Dans la zone d'usinage, chaque décharge produit un creux dans la pièce et affecte l'outil. Les fils peuvent être inclinés, de sorte que des pièces avec des profils coniques ou différents peuvent être réalisées en haut et en bas. Lorsque l'étincelle saute à travers l'espace, le matériau est ensuite retiré de la pièce et de l'électrode.
Afin d'éviter un court-circuit dans le processus d'étincelle, un fluide ou diélectrique non conducteur est également utilisé dans le processus. Les déchets sont éliminés par le diélectrique et le processus se poursuit. Il n'y a absolument aucun contact mécanique entre l'électrode et la pièce. Les fils sont généralement en laiton ou en cuivre stratifié et ont un diamètre compris entre 0,1 et 0,3 mm.
Types d'usinage EDM
Bien qu'il existe de nombreuses formes spécialisées d'usinage par électroérosion, les machines EDM industrielles sont généralement regroupées en trois catégories :EDM par enfonçage, EDM par fil, EDM par perçage de trous.
Électroérosion par enfonçage
L'EDM à enfonçage, également connu sous le nom d'EDM à bélier, EDM conventionnel ou EDM en plongée, utilise des électrodes usinées de différentes formes, tailles et matériaux pour éliminer le matériau de la pièce. L'électrode est généralement en graphite, mais du cuivre, du tungstène ou du laiton et des combinaisons de ces matériaux peuvent également être utilisés, et les caractéristiques géométriques de l'électrode peuvent être personnalisées pour atteindre les spécifications requises.
Dans le processus EDM par enfonçage, la pièce et l'électrode sont immergées dans un fluide isolant d'huile ou d'huile synthétique, et la machine utilise la technologie CNC pour diriger automatiquement l'électrode vers la pièce. Comme avec le fil EDM, lorsque l'électrode s'approche de la pièce, la force de la charge brise la barrière du fluide diélectrique et génère une étincelle, qui érode une petite quantité de matériau en faisant fondre et en vaporisant de minuscules particules.
Ce processus est répété des centaines de milliers de fois par seconde, et tout en enlevant du matériau, la machine continuera à contrôler le mouvement de l'électrode jusqu'à ce qu'elle atteigne la taille souhaitée. Aujourd'hui, l'EDM est utilisé pour créer des formes de cavité complexes dans les applications d'outils et de matrices.
Électro-érosion par fil
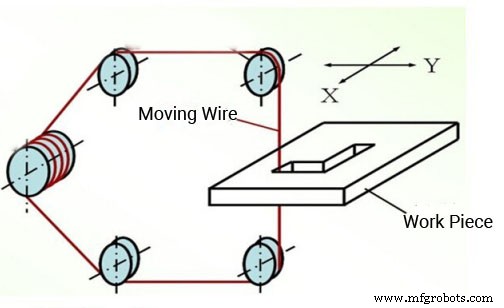 Il s'agit d'une technologie de traitement non traditionnelle, qui utilise l'électricité pour prendre du fil de cuivre ou de laiton chargé fin comme électrode pour couper tout matériau conducteur avec précision et précision. Le principe de fonctionnement de base consiste à utiliser un fil métallique mince en mouvement continu (appelé fil d'électrode) comme électrode pour effectuer une décharge d'étincelle pulsée sur la pièce afin d'enlever le métal et de couper la forme.
Il s'agit d'une technologie de traitement non traditionnelle, qui utilise l'électricité pour prendre du fil de cuivre ou de laiton chargé fin comme électrode pour couper tout matériau conducteur avec précision et précision. Le principe de fonctionnement de base consiste à utiliser un fil métallique mince en mouvement continu (appelé fil d'électrode) comme électrode pour effectuer une décharge d'étincelle pulsée sur la pièce afin d'enlever le métal et de couper la forme.
Dans de nombreux cas, la pièce entière est immergée dans le fluide diélectrique, et pendant le processus de coupe, les buses supérieure et inférieure à haute pression éliminent les débris fins dans la zone autour du fil. Le fluide agit également comme une barrière non conductrice, empêchant ainsi la formation de canaux conducteurs dans la zone de traitement. Lorsque le fil est proche de la pièce, l'intensité du champ électrique surmonte l'obstacle et un claquage diélectrique se produit, provoquant la circulation du courant entre le fil et la pièce, générant ainsi une étincelle électrique.
 Selon les différentes vitesses de fonctionnement du fil électrode, les machines-outils d'électroérosion à fil sont généralement divisées en deux catégories :l'un est la machine d'électroérosion à fil à grande vitesse (WEDM-HS), le fil d'électrode pour le mouvement alternatif à grande vitesse, la vitesse générale du fil est de 8 à 10 m/s, le fil d'électrode peut être utilisé à plusieurs reprises et la vitesse de traitement est élevée , mais la marche rapide du fil est facile à faire trembler et arrêter le fil d'électrode dans le sens inverse. L'autre type est la machine d'électroérosion à fil à basse vitesse (WEDM-LS), qui Le fil d'électrode se déplace à faible vitesse dans une direction, et la vitesse de marche générale du fil est inférieure à 0,2 m/s. Le fil électrode n'est plus utilisé après la décharge. Le travail est stable, uniforme, à faible gigue et la qualité de traitement est bonne, mais la vitesse de traitement est faible.
Selon les différentes vitesses de fonctionnement du fil électrode, les machines-outils d'électroérosion à fil sont généralement divisées en deux catégories :l'un est la machine d'électroérosion à fil à grande vitesse (WEDM-HS), le fil d'électrode pour le mouvement alternatif à grande vitesse, la vitesse générale du fil est de 8 à 10 m/s, le fil d'électrode peut être utilisé à plusieurs reprises et la vitesse de traitement est élevée , mais la marche rapide du fil est facile à faire trembler et arrêter le fil d'électrode dans le sens inverse. L'autre type est la machine d'électroérosion à fil à basse vitesse (WEDM-LS), qui Le fil d'électrode se déplace à faible vitesse dans une direction, et la vitesse de marche générale du fil est inférieure à 0,2 m/s. Le fil électrode n'est plus utilisé après la décharge. Le travail est stable, uniforme, à faible gigue et la qualité de traitement est bonne, mais la vitesse de traitement est faible.
Le procédé Wire EDM a une limitation importante :le fil doit passer entièrement à travers la pièce. L'EDM à fil ne peut usiner qu'à travers des fonctions. Si les caractéristiques de la pièce ne vous permettent pas de couper un bord, nous pouvons rapidement percer un trou dans n'importe quel matériau conducteur en utilisant un autre type d'électroérosion, le perçage de petits trous
Géo-érosion par perçage de trous
L'EDM de perçage de petits trous utilise des électrodes circulaires creuses pour percer des trous sur la pièce. Comme l'EDM à fil, l'EDM de perçage utilise la corrosion par étincelles pour enlever le matériau. Cependant, dans le perçage EDM, la taille du trou est contrôlée par le diamètre de l'électrode. Même dans des matériaux durcis ou hétérogènes, des trous précis et précis peuvent être créés, ce qui est devenu un développement clé de plusieurs technologies de pointe.
Pendant le processus EDM, le fluide diélectrique est pompé à travers et autour de l'électrode pour refroidir et laver les particules érodées. L'EDM de perçage CNC peut percer rapidement et facilement plusieurs trous sans surveillance et sans positionnement manuel. L'électroérosion à petit trou est idéale pour les pièces qui nécessitent des trous de démarrage, des trous de ventilation, des trous de liquide de refroidissement, des trous de dé à coudre ou d'autres trous borgnes, et est très utile pour retirer les tarauds et les forets cassés.
EDM VS Wire EDM
 Mêmes points :
Mêmes points :
1. Les deux types d'usinage sont une sorte d'usinage par décharge électrique, qui est basé sur l'alimentation par impulsions, et la pièce doit être un conducteur.
2. Mêmes principes de traitement, et le métal généré par la chaleur générée par la décharge électrique est fondu pour éliminer le métal, de sorte que la difficulté du matériau de traitement des deux n'a rien à voir avec la dureté du matériau du village, et là n'y a pas de force de coupe mécanique significative dans le traitement.
Différents points
1. Le principal objet de traitement de la machine-outil de formage EDM est d'imprimer des motifs délicats ou des surfaces courbes sur la surface. La machine-outil de découpe par fil EDM traite principalement des pièces plates. Le mouvement du fil EDM consiste à déplacer la pièce et l'EDM est traité en déplaçant l'électrode.
2. L'EDM peut traiter des trous traversants et des trous borgnes, adaptés au traitement de la cavité de moules en plastique de forme complexe et d'autres pièces ainsi qu'à la gravure de texte, de motifs, etc. L'EDM à fil ne peut traiter que des trous traversants, qui peuvent facilement traiter petits trous Trous, fentes étroites avec des formes complexes et diverses pièces complexes.
Avantages de la GED
- Il convient aux matériaux difficiles à couper. Il peut être utilisé pour traiter des matériaux durs et résistants tels que l'or polycristallin et le nitrure de bore cubique avec des outils souples, sans être limité par le traitement traditionnel.
- Étant donné que l'électrode et la pièce ne sont pas en contact pendant le processus de fabrication, il est possible de traiter et de produire de petits trous, des trous profonds et des pièces à fentes étroites.

- Il peut traiter des pièces avec des matériaux conducteurs spéciaux et des formes complexes.
- La surface produite par l'usinage par décharge électrique a une bonne finition et une grande précision.
- L'usinage par décharge électrique de matériaux durcis peut éviter toute déformation potentielle due à l'usinage par traitement thermique.
- Peut atteindre des formes et des profondeurs impossibles à obtenir avec des outils de coupe. Surtout dans l'usinage profond, le rapport longueur/diamètre de l'outil est très élevé.
- Le processus EDM est très prévisible, précis et reproductible
- Tout le traitement EDM est sans surveillance, de sorte que le taux de main-d'œuvre directe et les coûts de fabrication de l'EDM sont généralement inférieurs à ceux des autres méthodes
Application de la GED
L'EDM a été inventé dans les années 1940 et est un processus non traditionnel très précoce. Combiné à la commande numérique par ordinateur (CNC), il est devenu une méthode d'usinage précise et fiable, et maintenant il est devenu la norme dans les méthodes de coupe plus conventionnelles. C'est souvent un choix idéal pour la production de petits articles très détaillés qui seraient normalement trop délicats pour d'autres options d'usinage. Il est particulièrement apprécié pour les besoins personnalisés ou la production de petits lots (comme les prototypes). EDM peut effectuer divers processus, y compris le tournage, le fraisage, le meulage et le perçage de petits trous. En plus de la fabrication de moules, l'EDM est également couramment utilisé dans l'automobile, le médical, l'aérospatiale, etc.
Processus de fabrication
- Qu'est-ce que l'usinage par électroérosion (EDM) ?
- Découpe par fil EDM :de quoi s'agit-il ?
- Initiation à la coupe au fil
- Qu'est-ce que l'usinage vertical ?
- Qu'est-ce qu'une coupe de fil CNC ?
- Qu'est-ce que l'usinage CNC 5 axes ?
- Que fait la coupe de fil CNC EDM ?
- Qu'est-ce que la fabrication EDM ?
- Mon EDM CNC préféré pour l'usinage