


Épingle de sécurité
Contexte
Un morceau de fil d'acier enroulé, affûté à une extrémité avec une plaque de verrouillage à l'autre, la goupille de sécurité moderne est un dispositif qui remonte à New York vers 1825. Un inventeur endetté nommé Walter Hunt a cherché un moyen de rembourser une dette de 15 $. Il a conçu une " goupille de sécurité " pour sécuriser les vêtements, qui protégeait les doigts de l'extrémité pointue. Il a breveté le design en 1849 et a vendu son idée pour 400 $. Le design est resté pratiquement le même depuis. Cependant, la fabrication de son matériau le plus courant, l'acier, s'est considérablement améliorée, tout comme le processus mécanisé utilisé pour former les broches. En 1864, E.J. Manville a inventé une machine automatique à quatre glissières, qui était le précurseur des machines utilisées aujourd'hui.
Même si la conception actuelle est moderne, la goupille de sécurité est une attache ancienne. Des épingles en bronze enroulées, rehaussées d'or et longues de plusieurs pouces, ont été trouvées dans des tombes égyptiennes. Les Grecs et les Romains les appelaient fibules (Broche en latin) et en utilisait certains pour attacher des vêtements, tandis que d'autres étaient principalement omniprésents. Datant du VIIe siècle av. , les fibules richement décorées avaient souvent des rangées de lions ou de sphinx le long de la plaque de capture, soit sculptés en relief, soit soudés. Une épingle iranienne de cette époque avait la forme d'une main humaine et agrémentée de deux lions placés tête-bêche, tandis qu'une fibule étrusque du VIIIe siècle était ornée de canards. La fibule est devenue largement utilisée dans le monde antique à mesure que l'empire romain s'étendait. Au Moyen Âge, le design est revenu à celui ressemblant à une épingle droite. Ceux-ci étaient fabriqués à partir de brochettes de bois pour les gens du commun, ou d'os, d'ivoire, d'argent, d'or ou de laiton pour ceux qui étaient riches et occupant une position élevée. Au XVe siècle, les épingles étaient fabriquées à partir de fil tréfilé, un procédé qui existe toujours dans la fabrication des épingles de sûreté modernes. Aujourd'hui, le plus grand utilisateur d'épingles à nourrice est le marché des articles de couture au détail, tandis que le plus grand utilisateur commercial est l'industrie de la blanchisserie et du nettoyage.
Matières premières
Les métaux les plus couramment utilisés dans les épingles de sûreté sont l'acier à ressort, le laiton et l'acier inoxydable. La plupart des fixations sans exigences de résistance critique sont en acier à ressort, un alliage de fer qui a une teneur élevée en carbone (plus de 0,5%). En faisant varier la proportion de carbone ajouté au fer, l'acier à ressort peut avoir une résistance à la traction et une résilience élevées qui lui permettent de fléchir et de reprendre sa forme d'origine.
Le laiton est un alliage d'environ deux tiers de cuivre et d'un tiers de zinc. Plus cher que l'acier à ressort, ce métal polira jusqu'à un lustre élevé. Il est non magnétique et facile à mettre en forme. La résistance du laiton est adéquate pour la plupart des applications de goupille de sécurité.
Plus cher que le laiton, l'inox est un alliage qui comprend du chrome et du nickel (le manganèse est parfois utilisé à la place du nickel). Avec une finition semblable à un miroir, l'acier inoxydable est utilisé lorsque la corrosion, la température et la résistance sont des considérations. Cependant, pour certaines applications de goupilles de sécurité, un type d'acier inoxydable à faible teneur en carbone, ferritique, qui coûte moins cher que l'acier inoxydable, est utilisé.
Les autres matières premières comprennent une variété de revêtements et de placages. Le plus commun 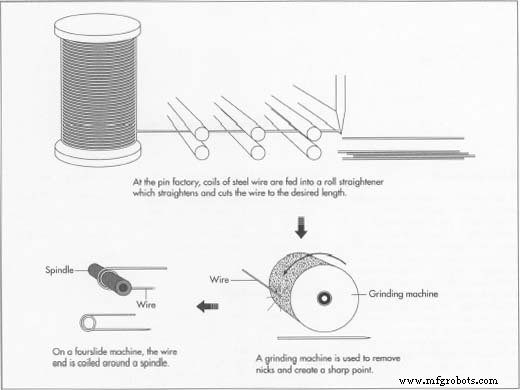 La finition des goupilles en acier à ressort est chromée, suivie d'une couche de cire finale. Si la goupille doit être soumise à des environnements humides ou à un morceau de tissu pendant une longue période, d'autres traitements sont utilisés pour empêcher les taches de corrosion de l'acier. L'une de ces méthodes consiste à enduire la goupille de chromate chimique, en particulier sur les goupilles de sécurité en acier à ressort. Pour les épingles de sûreté en laiton, des revêtements en nickel sont utilisés, car ils résistent à certains produits chimiques et restent attrayants pendant une longue période. Un traitement plus coûteux pour les épingles en laiton, principalement à des fins décoratives, est la dorure. En faisant culbuter les broches dans un bain d'acide, la couche supérieure de laiton est retirée, révélant une surface brillante et dorée.
La finition des goupilles en acier à ressort est chromée, suivie d'une couche de cire finale. Si la goupille doit être soumise à des environnements humides ou à un morceau de tissu pendant une longue période, d'autres traitements sont utilisés pour empêcher les taches de corrosion de l'acier. L'une de ces méthodes consiste à enduire la goupille de chromate chimique, en particulier sur les goupilles de sécurité en acier à ressort. Pour les épingles de sûreté en laiton, des revêtements en nickel sont utilisés, car ils résistent à certains produits chimiques et restent attrayants pendant une longue période. Un traitement plus coûteux pour les épingles en laiton, principalement à des fins décoratives, est la dorure. En faisant culbuter les broches dans un bain d'acide, la couche supérieure de laiton est retirée, révélant une surface brillante et dorée.
Le processus de fabrication
La fabrication moderne des épingles à nourrice est entièrement automatique. Des machines spécialisées ont été développées pour effectuer plusieurs étapes, remplaçant de nombreux travailleurs et augmentant l'efficacité du processus de fabrication. Plus de 3 millions d'épingles à nourrice peuvent être fabriquées par une usine en une journée, soit près d'un milliard par an. Il n'y a que deux entreprises américaines qui fabriquent des épingles à nourrice, bien qu'il y ait beaucoup plus d'entreprises à l'étranger.
Faire le fil
- 1 Le fil d'acier est raffiné à partir de fonte brute, une étape précoce dans le raffinage du fer. Le minerai à ce stade contient encore de nombreuses impuretés, notamment du carbone, ce qui rend le fer très cassant. Dans un convertisseur (un four à haute température), l'oxygène est pompé à grande vitesse dans la fonte en fusion pour brûler le carbone. L'acier fondu est ensuite transformé en brames par une méthode connue sous le nom de coulée continue. Le métal est coulé dans un moule. Les jets d'eau refroidissent le métal, tout en redressant les rouleaux
 forme la masse en une barre appelée billette. Il est ensuite décapé dans de l'acide pour éliminer les dépôts d'oxyde, passé à travers des rouleaux, traité thermiquement, puis refroidi lentement, un processus connu sous le nom de recuit. Le métal froid est ensuite façonné en fil en le tirant à travers plusieurs matrices de taille décroissante. Au cours de cette étape, le métal subit des recuits fréquents pour éviter la fragilité. Au fur et à mesure qu'il traverse des matrices de plus en plus étroites, le fil atteint le bon calibre (épaisseur).
forme la masse en une barre appelée billette. Il est ensuite décapé dans de l'acide pour éliminer les dépôts d'oxyde, passé à travers des rouleaux, traité thermiquement, puis refroidi lentement, un processus connu sous le nom de recuit. Le métal froid est ensuite façonné en fil en le tirant à travers plusieurs matrices de taille décroissante. Au cours de cette étape, le métal subit des recuits fréquents pour éviter la fragilité. Au fur et à mesure qu'il traverse des matrices de plus en plus étroites, le fil atteint le bon calibre (épaisseur).
Couper le fil
- 2 À l'usine de broches, des bobines de fil d'acier à ressort à haute teneur en carbone sont chargées sur des bobines et introduites dans le redresseur de rouleaux. Cette machine redresse et coupe le fil à la bonne longueur, d'un pouce à un pied de long. La plupart des machines de découpe peuvent être ajustées pour s'adapter à différents diamètres de fil.
Formage
- 3 Les morceaux de fil coupés sont transportés par convoyeurs ou par chariot jusqu'aux rectifieuses. Les morceaux de fil sont alimentés par trémie et pressés contre des meules. Une extrémité du fil est mise à la terre jusqu'à un point. C'est également dans le broyeur que les pièces métalliques sont polies et que les entailles et les bavures sont éliminées des bords effilés.
- 4 Le processus de formage est effectué par une machine à quatre coulisses, qui permet une gamme de mouvements dans quatre directions. La machine est usinée sur mesure pour former la goupille de sécurité. Les broches métalliques sont introduites dans la trémie dans la machine, où elles sont ramassées sur une chaîne. Ils sont ensuite enroulés autour d'un axe, ou broche. L'extrémité non affûtée est pliée en un crochet qui tiendra le capuchon.
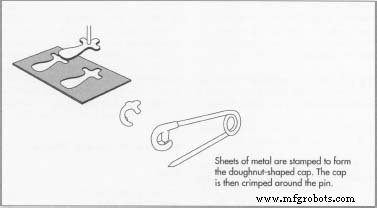
- 5 Pendant ce temps, les tôles d'acier sont introduites dans la machine de l'autre côté. Les feuilles de métal sont estampées sur une matrice, produisant des pièces aux formes étranges qui formeront le capuchon en forme de beignet.
- 6 Une opération d'emboutissage forme les pièces d'acier découpées à l'emporte-pièce en deux dimensions en capuchons en trois dimensions.
- 7 A l'intérieur de la machine, le fil aiguisé, crochu et enroulé rejoint le capuchon. Le capuchon est ensuite serti autour de l'extrémité en crochet du fil. À ce stade, la goupille de sécurité est entièrement formée et le fermoir est fermé.
- 8 Pour les utilisateurs qui achètent les épingles de sûreté avec la pointe ouverte et prête à l'emploi, le coût est plus élevé. Un dispositif mécanique au bout des chaînes ouvre les broches et la finition doit être effectuée en plus petits lots, car les broches s'emboîtent et s'emmêlent.
Finition et conditionnement
- 9 Les broches sont chargées dans des paniers en plastique perforé. Si un placage est requis, les broches en acier sont généralement chromées, tandis que les broches en laiton sont nickelées. Dans la galvanoplastie, les broches formées sont placées dans un réservoir de la solution de revêtement. Le réservoir est chargé électriquement, forçant les produits chimiques dans la solution à adhérer aux broches dans une couche de fme. Les broches galvanisées sont secouées par le réservoir rotatif pour assurer un revêtement uniforme.
- 10 Les épingles sont rincées à l'eau puis placées dans une autre cuve, où un bain chimique leur donne leur polissage final.
- 11 Les épingles sont lavées dans une solution détergente et traitées à la cire.
- 12 Les broches formées et finies sont ensuite emballées. Les lots de 10 bruts par boîte correspondent au vrac standard ou au pack industriel. La plupart des consommateurs achètent des épingles à nourrice dans des sachets en polyéthylène ou des plaquettes alvéolées au détail.
Le futur
Bien que des attaches plus modernes comme le velcro aient été introduites au 20e siècle, elles n'ont pas remplacé la goupille de sécurité. Sa simplicité et son utilité semblent garantir son avenir au siècle prochain. Il existe encore un marché important pour les épingles à nourrice dans les pays les moins industrialisés. En Inde, par exemple, les épingles et les aiguilles à coudre sont conservées et utilisées pendant des générations, transmises de mère en fille. Dans une économie comme celle-ci, les gens n'ont pas facilement accès à des attaches alternatives, et une grande valeur est accordée à ce que beaucoup d'entre nous perçoivent comme un article de base.
Processus de fabrication