


L'ultime liste de vérification de la conception CNC pour la fabricabilité (DFM)

L'usinage CNC est l'une des méthodes de fabrication les plus populaires car le processus est très polyvalent, reproductible et fiable. De plus, il est compatible avec une large gamme de matériaux, du bois et du plastique à la mousse et au métal. Les équipes produit qui se concentrent sur le DFM tout au long de la phase de conception peuvent réduire considérablement les temps de production et les coûts associés aux pièces usinées CNC.
Dans ce guide téléchargeable, nous avons compilé huit considérations DFM courantes qui doivent rester à l'esprit lors de la conception de pièces pour l'usinage CNC. Vous pouvez économiser beaucoup de temps et d'argent en comparant votre conception à cette liste avant de la soumettre à la fabrication.
Top 8 des conceptions pour les considérations de fabrication pour l'usinage CNC
1. Y a-t-il des poches profondes dans la conception ?
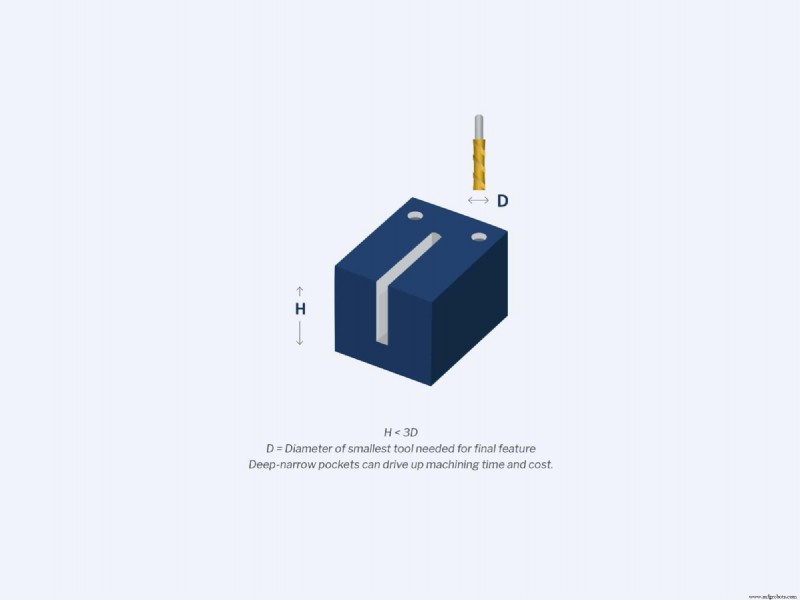
Les poches ou les fentes profondes et étroites doivent être usinées par des outils plus longs, et les outils plus longs sont plus susceptibles de se casser et peuvent également provoquer des vibrations ou des vibrations de la machine. De plus, il faut plusieurs passes pour usiner une poche profonde, ce qui augmente le temps d'usinage et les coûts de fabrication.
Dans la mesure du possible, évitez de concevoir des pièces avec des poches profondes. Si une poche profonde ne peut être évitée, les ingénieurs et les concepteurs doivent réduire sa profondeur autant que possible ou augmenter la section transversale de la poche. En règle générale, la profondeur de la poche ne doit pas dépasser 3 fois le diamètre de l'outil utilisé pour la fabriquer. Par exemple, les poches ne doivent pas être plus profondes que 1,5" lors de l'utilisation d'un couteau de 0,5". Les ingénieurs devront peut-être ajuster ce chiffre en fonction du matériau qu'ils utilisent et des outils à leur disposition.
2. Existe-t-il des régions étroites ?
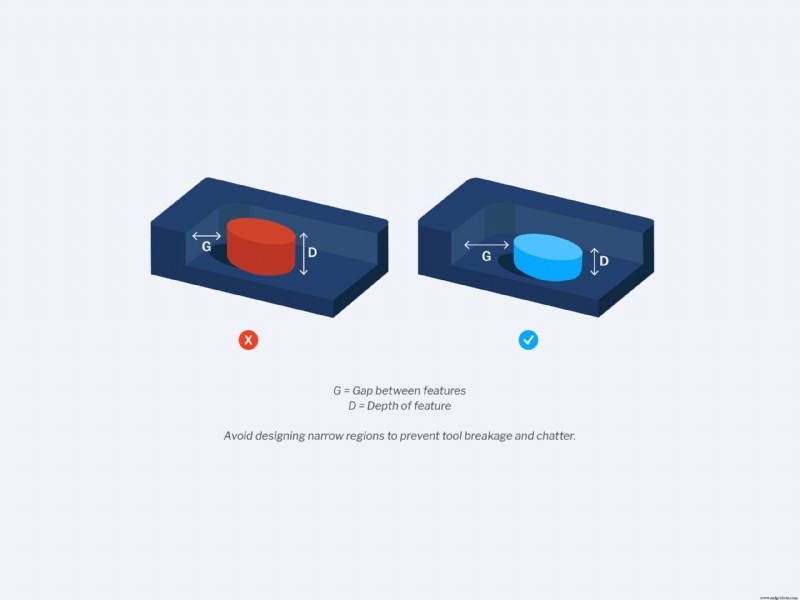
Les régions étroites sont difficiles à fabriquer car la taille de l'outil de coupe est limitée par la plus petite distance entre les différentes faces de l'élément. Les fraises longues et de petit diamètre sont sujettes à la casse et au broutage.
Évitez de concevoir des fonctions ou des faces trop étroites pour qu'une fraise puisse facilement les traverser. Si des régions étroites ne peuvent être évitées, cependant, elles ne doivent pas être trop profondes. N'oubliez pas que la profondeur de tout élément doit être inférieure à 3 fois le diamètre de l'outil. Comme meilleure pratique, les sections de mur doivent avoir une épaisseur supérieure à 0,01 pouce. Une fraise plus courte avec un diamètre plus grand peut également être utilisée pour réduire le broutage.
3. Y a-t-il des angles internes pointus ?
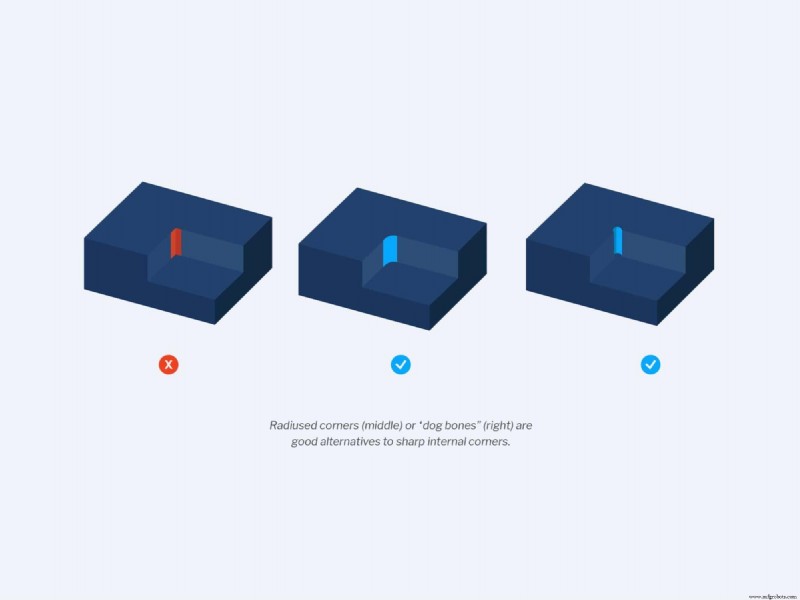
Étant donné que tous les forets CNC sont circulaires, il est difficile d'obtenir des angles internes nets. Au lieu de cela, le foret laissera derrière lui une poche d'espace non usiné appelée rayon de coin interne. Il est possible d'usiner des coins internes pointus en utilisant des solutions de contournement, comme l'usinage par décharge électrique, mais ces méthodes ont tendance à être coûteuses.
Évitez les coins intérieurs pointus dans la mesure du possible. Idéalement, un rayon de coin doit être légèrement plus grand que la fraise. Si un rayon de coin a le même diamètre que la fraise utilisée pour le former, cela peut provoquer un broutage et une usure prématurée de l'outil.
Augmenter les rayons d'angle au-delà de la valeur standard d'aussi peu que 0,005" peut donner à l'outil suffisamment d'espace pour se déplacer et suivre une trajectoire plus circulaire.
4. Existe-t-il des fonctionnalités inaccessibles ?
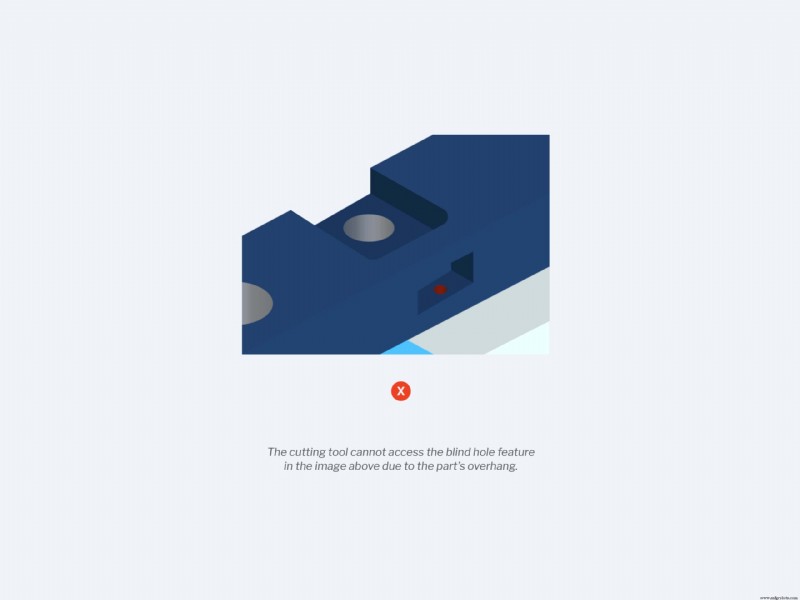
Les éléments inaccessibles tels que les contre-alésages qui s'ouvrent à l'intérieur d'une autre poche ou les poches avec des dépouilles négatives prennent plus de temps à usiner, si elles sont même possibles, car l'outil de coupe ne peut pas y accéder facilement, ce qui augmente les coûts.
Vous devez vous assurer qu'un outil de coupe a un accès complet à toutes les fonctions d'une pièce sans être bloqué par une autre fonction.
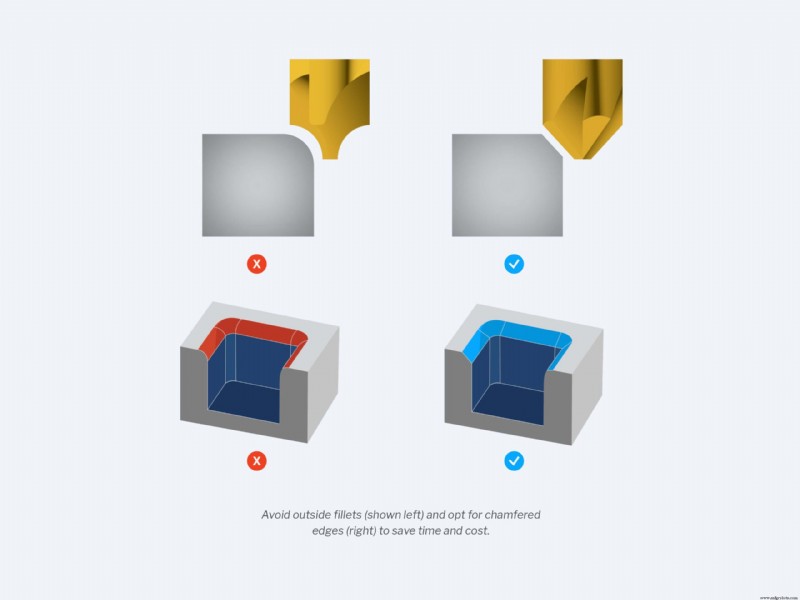
5. Y a-t-il des filets extérieurs ?
Les filets extérieurs, ou les filets sur les bords supérieurs des poches, des bossages et des fentes, nécessitent une fraise exceptionnellement tranchante et une configuration précise. Ces deux exigences peuvent être d'un coût prohibitif pour certaines équipes produit. Pour éviter ces coûts, chanfreinez ou chanfreinez (plutôt que raccordez) les bords extérieurs des fonctions.
6. Les parois de la pièce sont-elles trop fines ?
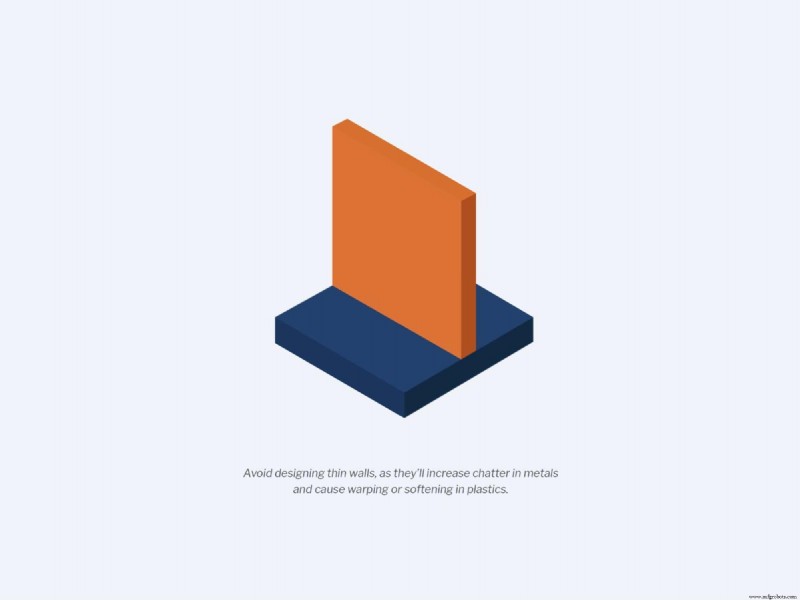
Lorsqu'il s'agit d'usinage CNC avec du métal, les parois minces augmentent le broutage, ce qui peut compromettre la précision du processus d'usinage et la finition de surface de la pièce. Avec les plastiques, les parois minces peuvent provoquer un gauchissement et un ramollissement. En tant que tel, vous devez faire de votre mieux pour éviter de concevoir des pièces avec des parois minces.
L'épaisseur de paroi minimale idéale pour les métaux est de 0,8 mm pour les métaux et de 1,5 mm pour les plastiques. Vous pourrez peut-être réaliser des sections plus fines sans risque significatif, mais cela doit être évalué au cas par cas.
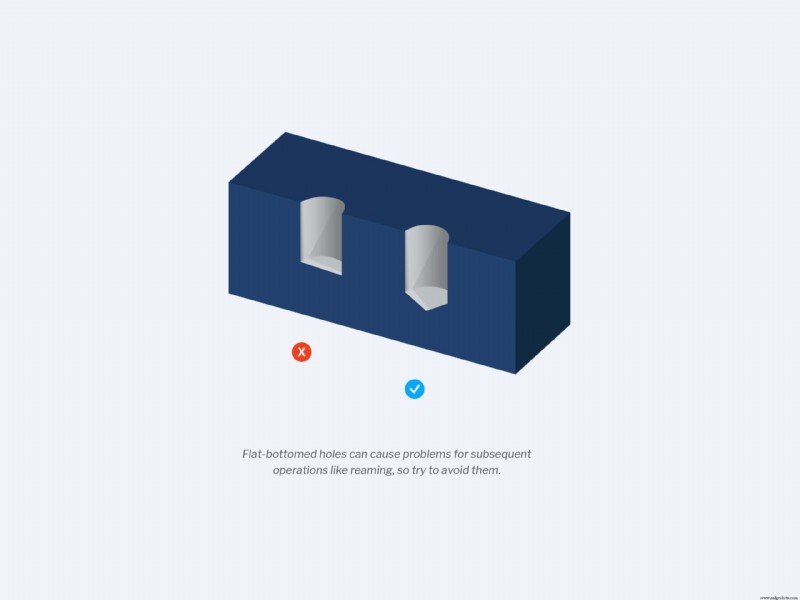
7. Y a-t-il des trous à fond plat ?
Les trous à fond plat nécessitent des opérations d'usinage avancées et causent souvent des problèmes en aval pour les opérations ultérieures comme l'alésage. Évitez de créer des trous borgnes avec un fond plat - en particulier les petits trous - et utilisez plutôt une perceuse hélicoïdale standard pour créer des trous avec des fonds en forme de cône. Les angles de cône sont généralement de 118 ° ou 135 °.
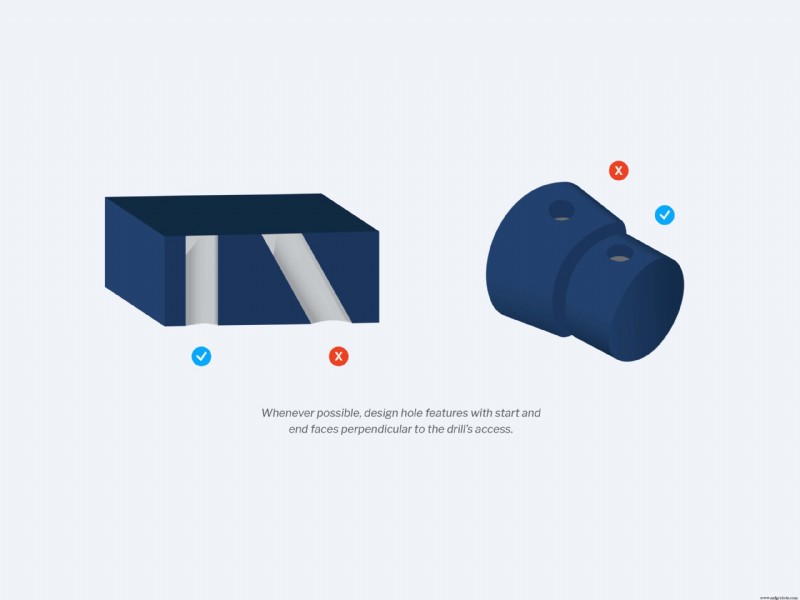
8. Les forets de la machine CNC peuvent-ils entrer et sortir facilement ?
Une pointe de foret erre lorsqu'elle entre en contact avec la surface du matériau si cette surface n'est pas perpendiculaire à l'axe de forage. De plus, des bavures de sortie inégales autour du trou de sortie rendront difficile l'élimination des bavures. Pour faciliter l'entrée et la sortie, évitez de concevoir des fonctions de perçage avec des faces de début et de fin qui ne sont pas perpendiculaires à l'axe du foret.
Récapitulatif des 8 considérations de conception pour l'usinage CNC
- Évitez autant que possible de concevoir des pièces avec des poches profondes, car les poches profondes et étroites peuvent augmenter le temps et les coûts d'usinage.
- Évitez de concevoir des fonctions ou des faces trop étroites pour qu'une fraise puisse passer facilement afin d'éviter la casse et le broutage de l'outil.
- Les coins arrondis (au milieu) ou les "os de chien" (à droite) sont de bonnes alternatives aux coins internes pointus.
- Assurez-vous qu'un outil de coupe a un accès complet à toutes les fonctionnalités d'une pièce sans être bloqué par une autre fonctionnalité
- Évitez les congés extérieurs (illustrés à gauche) et optez pour des bords chanfreinés (à droite) pour gagner du temps et de l'argent.
- Évitez de concevoir des parois minces, car elles augmenteront le broutage des métaux et provoqueront un gauchissement ou un ramollissement des plastiques.
- Évitez les trous à fond plat qui peuvent causer des problèmes pour les opérations ultérieures comme l'alésage.
- Dans la mesure du possible, concevez les caractéristiques des trous avec des faces de début et de fin perpendiculaires à l'accès de la perceuse.
Démarrez avec un expert DFM et Fast Radius
Concevoir pour la fabricabilité accélère le processus d'usinage CNC, réduit les coûts d'exploitation, augmente l'efficacité énergétique et aide les équipes de produits à créer des pièces propres et fonctionnelles. Reportez-vous souvent à cette courte liste de contrôle pour vous assurer que vos conceptions sont sur la bonne voie, mais un partenaire de fabrication expérimenté comme Fast Radius peut offrir des informations plus nuancées.
L'équipe Fast Radius peut aider les ingénieurs, les concepteurs et les équipes de produits à s'assurer qu'ils ne manquent pas la cible en matière de DFM. Nous avons accès aux dernières technologies de conception numérique disponibles afin que nos partenaires puissent faire passer leurs conceptions au niveau supérieur, tout en fournissant des conseils d'experts sur la fabricabilité et la qualité des pièces. De plus, nos experts sont prêts à aider les clients dans la conception et le prototypage pour une gamme de méthodes de fabrication - de l'usinage CNC et du moulage par injection au moulage d'uréthane et à l'impression 3D. Créons quelque chose d'incroyable. Contactez-nous dès aujourd'hui.
Pour plus de leçons de conception et d'informations sur tout ce qui concerne l'usinage CNC, consultez le centre d'apprentissage Fast Radius.
Prêt à fabriquer vos pièces avec Fast Radius ?
Commencez votre devisTechnologie industrielle
- Liste de contrôle ultime pour la maintenance préventive pour la longévité des équipements
- Routeur CNC 3D - L'usinage à grande vitesse pour l'industrie de la chaussure
- À quoi se réfère l'axe pour l'usinage CNC ?
- 6 raisons de la popularité de l'usinage CNC par rapport à l'usinage traditionnel
- Comment concevoir des pièces pour l'usinage CNC
- 14 conseils de conception éprouvés pour réduire le coût de l'usinage CNC
- Ultiboard – Le guide ultime pour les débutants
- Usinage CNC pour l'industrie de l'énergie :3 choses à savoir
- Usinage CNC de précision pour l'industrie des télécommunications