


Usinage électrochimique (ECM) - Principe de fonctionnement, équipement, avantages et inconvénients avec application
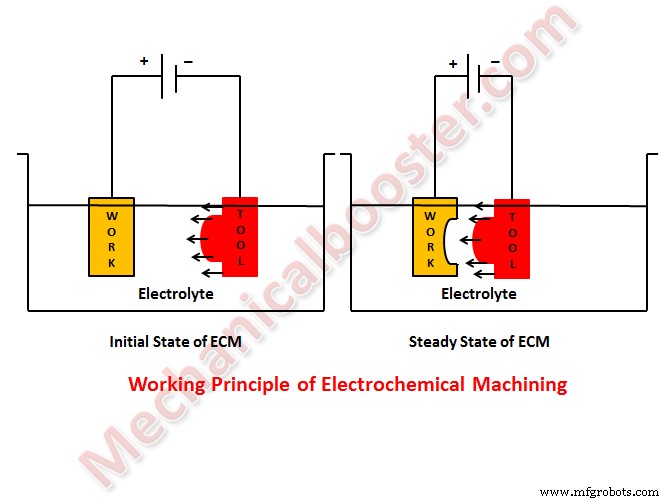
Usinage électrochimique (ECM) est un processus d'usinage dans lequel un processus électrochimique est utilisé pour éliminer les matériaux de la pièce. Dans le processus, la pièce est prise comme anode et l'outil est pris comme cathode. La pièce à usiner à deux électrodes et l'outil sont immergés dans un électrolyte (tel que NaCl). Lorsque la tension est appliquée aux deux électrodes, l'enlèvement de matière de la pièce commence. La pièce et l'outil sont placés très près l'un de l'autre sans se toucher. Dans ECM, l'enlèvement de matière a lieu au niveau atomique, ce qui produit une surface de finition miroir.
- Ce processus est utilisé pour usiner uniquement des matériaux conducteurs.
Principe de fonctionnement
Le fonctionnement de l'ECM est opposé au processus de revêtement ou de dépôt électrochimique ou galvanique.
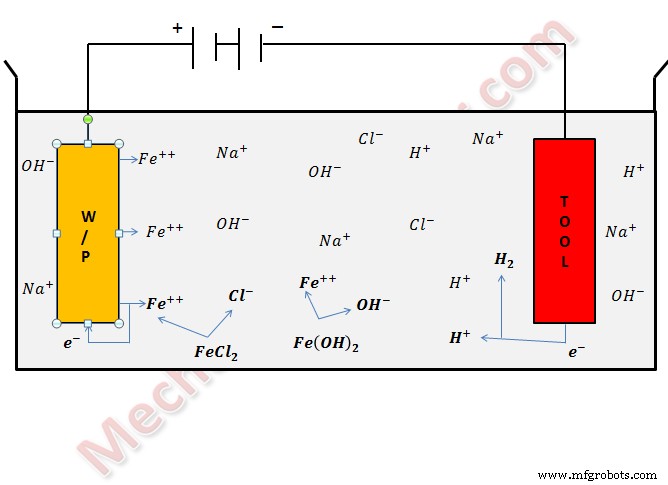
Au cours du processus d'usinage électrochimique, les réactions ont lieu au niveau des électrodes, c'est-à-dire à l'anode (pièce) et à la cathode (outil) et dans l'électrolyte.
Prenons un exemple d'usinage d'acier à faible teneur en carbone qui est principalement composé d'alliages ferreux (Fe). Nous utilisons généralement une solution saline neutre de chlorure de sodium (NaCl) comme électrolyte pour usiner les alliages ferreux. La dissociation ionique du NaCl et de l'eau a lieu dans l'électrolyte comme indiqué ci-dessous.
Lorsque la différence de potentiel est appliquée à travers l'électrode, le mouvement des ions commence entre l'outil et w/p. Les ions positifs se dirigent vers l'outil (cathode) et les ions négatifs se dirigent vers la pièce.
A lire également :
- Usinage par ultrasons (USM) – Pièces principales, principe de fonctionnement, avantages et inconvénients selon l'application
- Usinage au jet d'eau – Principe de fonctionnement, avantages et inconvénients selon l'application
- Usinage par faisceau laser – Pièces principales, principe, utilisation de l'application
À la cathode, les ions hydrogène prennent des électrons et sont convertis en hydrogène gazeux.
De la même manière, les atomes de fer sortent de l'anode (w/p) sous forme d'ions Fe++. 
Dans l'électrolyte, les ions sodium se combinent avec les ions hydroxyle et forment de l'hydroxyde de sodium et les ions ferreux se combinent avec les ions chlorure et forment du chlorure ferreux. De plus, les ions de fer se combinent avec les ions hydroxyle et forment de l'hydroxyde de fer.
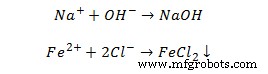
Dans l'électrolyte, le FeCl2 et le Fe(OH)2 sont produits et se précipitent sous forme de boues et se déposent. De cette manière, la matière est retirée de la pièce sous forme de boue.
Les différentes réactions qui se déroulent dans le processus d'usinage électrochimique sont présentées dans la figure ci-dessous.
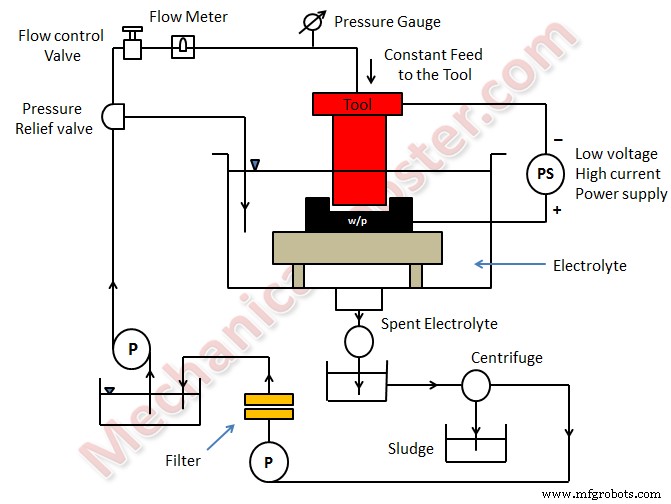
Le système ECM comprend les modules suivants ou l'équipement principal d'ECM
- Alimentation
- Système de filtration et de distribution d'électrolyte
- Système d'alimentation d'outils
- Réservoir de travail
Fonctionnement de l'usinage électrochimique
- Tout d'abord, la pièce est assemblée dans le montage et l'outil est rapproché de la pièce. L'outil et la pièce sont immergés dans un électrolyte approprié.
- Après cela, une différence de potentiel est appliquée à travers le w/p (anode) et l'outil (cathode). L'enlèvement de matière commence. Le matériau est retiré de la même manière que celle décrite ci-dessus dans le principe de fonctionnement.
- Le système d'alimentation d'outil fait avancer l'outil vers le w/p et maintient toujours un espace requis entre eux. Le matériau du w/p sort sous forme d'ions positifs et se combine avec les ions présents dans l'électrolyte et précipite sous forme de boue. De l'hydrogène gazeux est libéré à la cathode pendant le processus d'usinage.
- Étant donné que la dissociation du matériau de l'e/p a lieu au niveau atomique, il donne donc une excellente finition de surface.
- Les boues du réservoir sont extraites et séparées de l'électrolyte. L'électrolyte après filtration est à nouveau transporté vers le réservoir pour le processus ECM.
- Qu'est-ce que l'usinage à l'arc plasma (PAM) et comment ça marche ?
- Qu'est-ce que le processus d'usinage par électroérosion (EDM) et comment ça marche ?
- Comment fonctionne le processus d'usinage par faisceau d'électrons ?
Application
- Le procédé ECM est utilisé pour les opérations d'enfonçage, de profilage et de contournage, le perçage, le meulage, le trépanage et le micro-usinage.
- Il est utilisé pour l'usinage des aubes de turbine à vapeur dans des limites fermées.
Avantages
- Usure négligeable de l'outil.
- Les pièces à courbure complexe et concave peuvent être produites facilement à l'aide d'outils convexes et concaves.
- Aucune force ni contrainte résiduelle n'est produite, car il n'y a pas de contact direct entre l'outil et la pièce.
- Une excellente finition de surface est obtenue.
- Moins de chaleur est générée.
Inconvénients
- Le risque de corrosion pour l'outil, l'eau et l'équipement augmente dans le cas d'électrolyte salin et acide.
- L'usinage électrochimique est capable d'usiner uniquement des matériaux conducteurs d'électricité.
- Consommation d'énergie élevée.
- Coût d'investissement initial élevé.
Paramètre de processus
| S.no | Paramètres | Valeurs |
| 1. | Alimentation | |
| Type | Courant continu | |
| Tension | 2 à 35 V | |
| Actuel | 50 à 40 000 A | |
| Densité de courant | 0,1 A/mm2 à 5 A/mm2 | |
| 2. | Électrolyte | |
| Matériel | NaCl et NaNO3 | |
| Température | 20 oC à 50 oC | |
| Débit | 20 lpm/100 A courant | |
| Pression | 0.5 à 20 bars | |
| Dilution | 100 g/l à 500 g/l | |
| 3. | Écart de travail | 0,1 mm à 2 mm |
| 4. | Surcoupe | 0,2 mm à 3 mm |
| 5. | Taux d'alimentation | 0,5 mm/min à 15 mm/min |
| 6. | Matériel d'électrode | Cuivre, laiton et bronze |
| 7. | Rugosité de surface (Ra) | 0,2 à 1,5 μm |
Technologie industrielle
- Usinage électrochimique (ECM) :cinématique, dynamique, travail et conception d'outils
- Usinage Jet d'Eau et Jet d'Eau Abrasif :Principe, Fonctionnement, Matériel, Application, Avantages et Inconvénients
- Usinage par faisceau d'électrons :Principe, Fonctionnement, Matériel, Application, Avantages et Inconvénients
- Usinage par faisceau laser ::Principe, Fonctionnement, Equipement, Application, Avantages et Inconvénients
- Usinage par Jet Abrasif :Principe, Fonctionnement, Matériel, Application, Avantages et Inconvénients
- Usinage Ultrasons :Principe, Fonctionnement, Matériel, Application, Avantages et Inconvénients
- Soudage Ultrasons :Principe, Fonctionnement, Matériel, Application, Avantages et Inconvénients
- Usinage Electrochimique :Principe, Mise en oeuvre, Matériel, Application, Avantages et Inconvénients
- Usinage par électroérosion :principe, fonctionnement, équipements, avantages et inconvénients avec schéma