


Problèmes dus à un mauvais positionnement de la bobine de filament
Quelque chose qui n'est souvent pas pris en compte, mais qui peut être une source d'échec, est la position de la bobine et son chemin vers l'extrudeuse. Afin de faciliter le travail de l'extrudeuse,la résistance minimale à la traction du filament doit être recherchée . Plus la résistance est élevée, plus le moteur de l'extrudeuse doit travailler dur, générant plus de chaleur et augmentant la possibilité de perte de pas. De plus, le frottement des roues avec le filament augmentera, provoquant plus d'usure et de saleté et augmentant le possibilité de piqûres dans le filament.
Position optimale de la bobine
L'emplacement optimal de la bobine est celui qui garantit le chemin le plus court et le plus droit vers l'extrudeuse. De plus, les points suivants doivent être pris en compte :
- Tubes PTFE : Si la distance entre la bobine et l'extrudeuse est élevée (généralement plus de 15-20 cm) ou s'il n'est pas possible de placer la bobine directement sur l'extrudeuse dans les systèmes directs, un tube PTFE doit être utilisé pour guider le filament.
- Si le tube PTFE est utilisé pour amener le filament de la bobine à l'extrudeuse, un tube avec une section interne légèrement supérieure au diamètre du filament doit être utilisé. Des tubes avec des diamètres serrés produiront plus de friction et augmenteront la contrainte sur le moteur.
- Si le tube PTFE est utilisé pour conduire le filament de l'extrudeuse à la hotend (systèmes Bowden),le diamètre interne doit être ajusté pour obtenir la pression la plus homogène possible. Dans ces cas, il est recommandé d'utiliser des tubes PTFE de haute qualité avec le coefficient de frottement le plus faible possible.
Dans les deux cas, la course doit être aussi courte que possible (maximum 80 cm dans le cas des systèmes Bowden) et avec le plus grand rayon de courbure possible. De plus, une extrémité du tube PTFE doit être insérée directement dans l'extrudeuse, tandis que l'autre extrémité doit être placée tangente à la bobine et à une distance d'environ 10 cm de la zone de déroulement du filament.
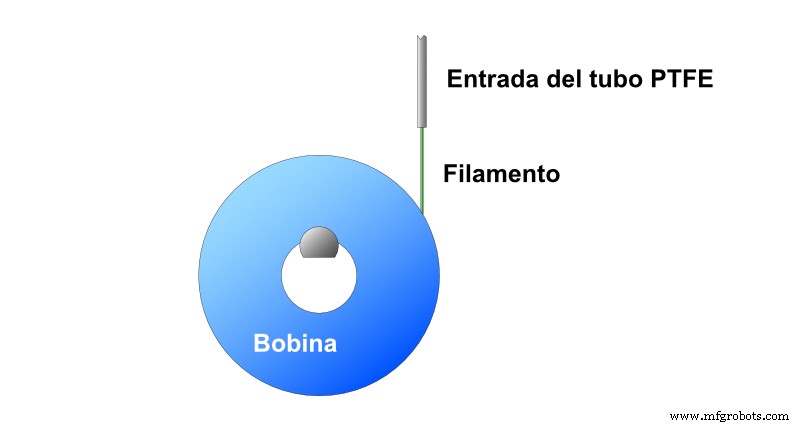
Image 1 :Position correcte de l'entrée du tube PTFE. Source Filament2print
- Porte-bobine :Bien qu'il puisse sembler préférable que le porte-bobine exerce le moins de frottement possible, ce n'est pas le cas. It is true that the bobbin holder should not exert excessive friction, but neither should it allow the bobbin to turn freely. If the spool rotates too much, it will cause a loss of tension in the last few turns of filament, increasing the risk of overlapping as tension is regained.

Image 2:Filament overlap in a coil. Source:Filament2print.com
Flexible Filaments
In the case of flexible filaments, it is particularly important to reduce the distance and friction. If there are considerable friction values, the filament will deform proportionally to the distance to the spool, reducing its cross-section due to the striction phenomenon. For practical purposes, this means that the real cross-section of the filament is not the nominal one, making it necessary to readjust the flux to avoid lack of extrusion. This is why it is sometimes necessary to use flow values above 115% in certain combinations of printer and flexible filament.
Filaments with metallic or ceramic fillers
One of the characteristics of the filaments with a high metallic or ceramic load intended for sintering is their high bending brittleness. This is why the way of feeding this type of filament is crucial to avoid breakage during printing.
Whenever you want to use this type of filament, it is advisable to do so in a 3D printer with a direct extrusion system and feed the filament in such a way that the path from the spool to the extruder is completely straight.
In the case of using Bowden printers, the largest possible bending radius in the path should be sought, even if this means using longer lengths of PTFE tubing. It may also be necessary to use devices that preheat the filament before it reaches the extruder in order to increase its ductility.

Image 3:Filawarmer device, intended for preheating metal filaments. Source:The Virtual Foundry
Note:This guide discusses concepts in a general way and does not focus on a particular brand or model, although they may be mentioned at some point. There may be important differences in calibration or adjustment procedures between different makes and models, so it is recommended that the manufacturer's manual be consulted before reading this guide.
impression en 3D
- Le guide du débutant pour la fabrication de filaments fondus (FFF)
- La Triode
- Les problèmes de système de refroidissement de voiture les plus courants
- Systèmes de positionnement intérieur Wi-Fi :le bon, le mauvais et les alternatives
- La fourrure vole en cas de problème
- Les plus gros problèmes de lubrification
- La sécurité du SCI sous les projecteurs en raison des tensions avec l'Iran
- Les problèmes les plus courants des générateurs industriels
- Problèmes avec le joint verre-métal dans l'électronique