


Soudage au laser :plus qu'une possibilité à distance
Les progrès récents pour des technologies laser plus abordables et performantes sont combinés avec des robots industriels hautes performances, offrant aux fabricants une précision et une flexibilité accrues (par rapport aux procédés de soudage robotisés traditionnels, mais fiables) pour une productivité encore plus élevée dans l'atelier. De plus, les matériaux qui étaient autrefois considérés dans le secteur industriel comme non soudables sont désormais fabriqués facilement, créant souvent des produits uniques tout en réduisant les déchets.
Largement utilisé pour remplacer les applications de soudage par points pour l'aérospatiale, l'automobile et fabricants d'équipements lourds, le soudage laser à distance (RLW) - une technique de soudage laser sans contact - commence à être utilisé pour des applications plus complexes dans diverses industries, en particulier pour la fabrication à grand volume. Alors que le soudage robotisé traditionnel reste la méthode préférée pour un large éventail de tâches, les applications qui nécessitent une précision et une vitesse maximales conviennent mieux aux robots industriels équipés de têtes de soudage laser à distance. Que vous commenciez tout juste à en savoir plus sur RLW ou que vous soyez sur le point de faire un achat robotisé, les informations suivantes peuvent être utiles à votre processus de prise de décision.
Pourquoi le soudage laser à distance ?
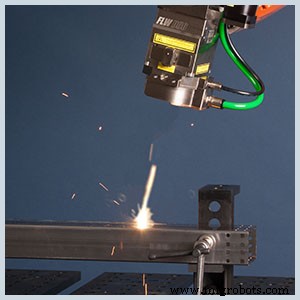 Le soudage au laser à distance est "à distance" en ce sens que la tête laser utilise une distance plus longue de 100 à 150 mm pour que le faisceau se déplace de la tête au point où il est focalisé sur la pièce. Les fibres optiques sont utilisées pour diriger le faisceau laser vers un outil d'extrémité de bras de tête laser, ce qui augmente considérablement la flexibilité du mouvement du robot, minimise les interférences et évite les dommages coûteux dus à un accident. Une tête de soudage laser déportée focalise et guide ensuite rapidement un faisceau laser grâce à des miroirs pilotés par des moteurs de galvanomètre (faible inertie, servomoteurs programmables).
Le soudage au laser à distance est "à distance" en ce sens que la tête laser utilise une distance plus longue de 100 à 150 mm pour que le faisceau se déplace de la tête au point où il est focalisé sur la pièce. Les fibres optiques sont utilisées pour diriger le faisceau laser vers un outil d'extrémité de bras de tête laser, ce qui augmente considérablement la flexibilité du mouvement du robot, minimise les interférences et évite les dommages coûteux dus à un accident. Une tête de soudage laser déportée focalise et guide ensuite rapidement un faisceau laser grâce à des miroirs pilotés par des moteurs de galvanomètre (faible inertie, servomoteurs programmables).Cela fait de la précision du robot un facteur secondaire, permettant aux industriels de mettre en œuvre des des robots à charge utile lourde, comme le SP165 ou un GP180 pour le positionnement des têtes. L'utilisation d'un robot de type conventionnel comme celui-ci, plutôt qu'un robot de haute précision, comme le MC2000 II, est souvent moins coûteuse et joue sur une meilleure période de récupération cible.
De même, les têtes de soudage laser à distance ont logiciel spécial, permettant aux programmes de fonctionner pendant que le robot se déplace. C'est ce qu'on appelle communément le soudage « à la volée ». Alors qu'un plus petit nombre d'applications utilisent des configurations "à la volée", Yaskawa offre une fonctionnalité qui déclenche une sortie basée sur la position du robot, synchronisant le mouvement du robot et le mouvement de la tête laser au même point à chaque fois.
Le RLW est-il rentable ?
Bien que le soudage au laser implique toujours d'importantes dépenses en capital pour le laser, la tête et le refroidisseur, son prix continue de baisser. Pour justifier ce type d'investissement initial en capital, il est important de compenser le coût en ayant un volume suffisant. Si la production à grand volume est un problème, parler à un fournisseur de robots réputé des avantages et des inconvénients du soudage robotisé au laser par rapport à l'installation d'un robot de soudage avec un pistolet à points et une minuterie pour votre application particulière peut être bénéfique.Le RLW est-il le seul moyen de souder au laser ?
La tête de soudage laser à distance offre l'avantage de déplacer rapidement le faisceau sur une large zone et peut ne nécessiter aucun mouvement de robot lors de l'exécution de plusieurs soudures dans une zone donnée. Les robots peuvent également présenter des pièces à une tête RLW stationnaire pour aider à partager la charge de maintenir le temps "laser allumé" élevé. Les têtes RLW peuvent également être utilisées pour manipuler le faisceau pour des applications autres que le soudage, telles que l'ablation pour le nettoyage de pièces.Une tête fixe peut être montée à l'extrémité du robot pour permettre au mouvement du robot de se déplacer le rayon. Même les têtes fixes peuvent incorporer une certaine manipulation du faisceau qui vacille ou fait osciller le faisceau pour faire une soudure plus large, répartissant la chaleur, gérant plus de variation de joint et de dégazage des vapeurs. Les robots de soudage à l'arc à charge utile plus petite peuvent être combinés avec une tête oscillante dans une cellule de travail plus petite et moins coûteuse pour les pièces plus petites.
Quels autres éléments devraient être pris en compte ?
MatériauxComme mentionné, le soudage au laser ouvre la porte au soudage de matériaux de nouvelle génération. Un de ces matériaux qui est souvent interrogé est le nouvel acier à ultra haute résistance utilisé dans l'automobile et s'il est bien adapté au soudage au laser par rapport au soudage par résistance par points. En raison de la métallurgie de l'acier à résistance plus élevée, il s'agit certainement d'un bon candidat et peut répondre aux cycles rapides de chauffage/refroidissement du soudage au laser (mieux qu'un chauffage par résistance plus lent).
L'utilisation de l'aluminium pour la fabrication camions plus légers et pour la fabrication de pièces automobiles, telles que les plateaux de batterie de véhicules électroniques, connaît également une croissance rapide. En conséquence, l'utilisation du soudage au laser pour ce dernier gagne du terrain - car le faible apport de chaleur, la vitesse de soudage élevée et la grande flexibilité du soudage au laser aident les fabricants à répondre aux exigences strictes entourant le processus de soudage des pièces de batterie de voiture.
Méthodes
Du soudage par points par résistance au soudage par friction-malaxage, le soudage robotisé au laser remplace certains procédés, augmentant la qualité et le débit. Les types spécifiques de procédés de soudage au laser qui font l'objet d'un examen approfondi pour une variété d'applications de soudage robotisé comprennent le soudage au fil chaud et au laser hybride. De même, le soudage au laser pour le rechargement avec du fil et de la poudre gagne en intérêt en raison de la vitesse et du faible apport de chaleur.
Conception de joints
Les joints à recouvrement avec ajustement serré fonctionnent mieux pour le soudage au laser. Des écarts mineurs entre les surfaces peuvent transformer rapidement le soudage au laser en découpe au laser et c'est pourquoi les montages pour le soudage au laser utilisent un serrage à force élevée. Le soudage au laser ne nécessite qu'un seul accès latéral, contrairement au soudage par points, mais le fond a besoin d'un support pour résister aux forces de serrage.
Surface
La surface du produit à souder doit également faire l'objet d'une réflexion. Idéalement, lors de l'utilisation d'un laser pour un produit, une surface de classe A (une surface de forme libre avec une forme esthétique et une qualité de surface optimale) doit être utilisée. C'est parce que la petite zone affectée par la chaleur se nettoie assez bien. Pour cette raison, l'utilisation du soudage au laser - au lieu du soudage par points par résistance traditionnel (RSW), du soudage à l'arc sous gaz et métal (GMAW) ou du soudage au gaz inerte au tungstène (TIG) - se développe dans des industries telles que l'industrie de l'électroménager, où l'acier inoxydable hottes, fours et réfrigérateurs sont fabriqués.
Ressources qualifiées
Lors de la programmation d'un robot, il est essentiel que l'opérateur comprenne le processus qu'il enseigne au robot. Un opérateur robotique qualifié ayant de l'expérience en soudage à l'arc ou par résistance peut ne pas bien comprendre les processus laser. Pour cette raison et pour tirer le meilleur parti du processus tout en préservant l'intégrité des pièces, les entreprises doivent envisager d'embaucher ou de former du personnel pour comprendre les techniques de soudage au laser. Les volts, les ampères et la vitesse d'alimentation du fil sont remplacés par la puissance et la vitesse du laser, sans parler des différences de gaz de protection et de métal d'apport potentiellement utilisés. La sécurité laser est également un facteur critique dont le personnel de l'usine sera également responsable.
De la géométrie des joints à l'ajustement des pièces et plus encore, il y a de nombreuses facettes à prendre en compte avec le soudage robotisé au laser. Si vous vous demandez si la qualité robuste et l'augmentation du débit fournies par le soudage robotisé au laser conviennent à votre entreprise, il est sage de contacter votre fournisseur de robots préféré pour obtenir des réponses à vos questions d'application spécifiques.
Robot industriel
- Technologies de vision industrielle et d'imagerie :plus importantes que jamais
- Les robots de nouvelle génération rendent les faits plus passionnants que la fiction
- Soyez conscient de ces problèmes courants de sécurité du soudage laser en 2020
- Technologie Blockchain :c'est plus qu'un luxe
- Alignement laser sur équipement rotatif :mauvais alignement et plus
- Qu'est-ce que le soudage au laser ? - Fonctionnement, types et applications
- Machines de soudage au laser
- La location d'une rétrocaveuse est-elle plus rentable que l'achat
- Meulage de surface :plus qu'un simple repoussage