


Quand un tournage-fraisage CNC ne tourne pas
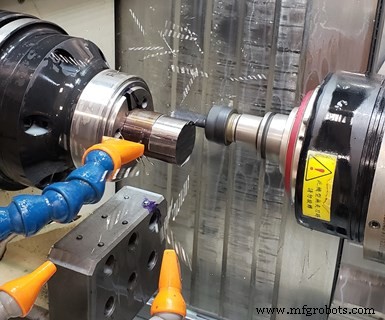
Le deuxième tournage-fraisage de l'axe B MoManTech acheté n'effectue actuellement aucun travail de tournage, produisant une gamme de composants médicaux complexes et prismatiques à partir de barres. (Toutes les photos sont une gracieuseté de MoManTech.)
J'ai visité un certain nombre d'entreprises d'usinage très avancées situées au milieu de nulle part. En raison des restrictions de voyage liées au coronavirus, je n'ai pas pu visiter MoManTech - l'atelier d'usinage de précision décrit dans cette histoire - situé à Sheridan, dans le Montana. Mais « au milieu de nulle part » est précisément la façon dont le propriétaire, Kirt Johnston, décrit le lieu de son entreprise.
Il a fallu un acte de foi pour lui et sa famille pour y arriver. Originaire de l'Indiana, il avait gravi les échelons de la direction d'un fabricant de dispositifs médicaux à Varsovie. En 2003, à 31 ans, il mettait en place des plans d'achat de l'entreprise. Ses plans ont changé une fois qu'il a atterri à l'hôpital en raison du stress lié au travail.

Kirt Johnston a déménagé dans l'Indiana sa famille au Montana, où il a acheté un petit atelier d'usinage. Il a rapidement ajouté 4 000 pieds carrés d'espace au sol au bâtiment ainsi qu'une gamme variée d'équipements CNC plus avancés.
Par hasard, il a entendu parler d'un petit atelier d'usinage dans une ville du Montana de 700 habitants mis en vente par un propriétaire qui avait ses propres problèmes de santé et envisageait de prendre sa retraite. Cet atelier de 1 800 pieds carrés n'avait que quelques moulins à genou et trois tours à moteur. Mais il était assis sur trois acres de terrain avec une vue imprenable. Pour faire court, il a acheté cette boutique et y a déménagé avec sa famille, laissant derrière lui la sécurité de l'emploi existant pour les inconnus que cette nouvelle expérience présenterait.
Et quand je dis qu'il a déménagé sa famille là-bas , il l'a fait en effet. Pendant quelques années, sa femme et partenaire commerciale, Michelle, et ses deux garçons (âgés de 2 et 5 ans à l'époque) ont vécu dans un appartement de 800 pieds carrés attenant à la boutique.
La situation est bien différente maintenant. Après avoir déménagé là-bas en juillet 2004, Johnston a agrandi l'atelier de 4 000 pieds carrés et a commencé à ajouter des employés et des équipements CNC plus avancés, tels que des fraiseuses, un centre de tournage, des tours de type suisse, une unité d'électroérosion à fil et des tours-moulins à axe B.
Le premier tournage-fraisage à axe B de MoManTech, acheté en 2012, a permis à l'atelier d'effectuer des travaux médicaux plus complexes. Son deuxième a fait de même. Cette dernière est une machine de tournage-fraisage QuickTech 9 axes S42ATM avec contre-broche d'Absolute Machine Tools, qui a été installée en juillet dernier. Ce qui est peut-être le plus intéressant à propos de cette machine, qui peut effectuer à la fois des travaux de tournage et de fraisage, c'est qu'elle est utilisée uniquement pour le fraisage. "Je n'y ai jamais installé d'outil de tournage", déclare Johnston. L'utilisation de cette machine de cette manière a permis à l'atelier d'effectuer des changements plus rapides pour les 100 numéros de pièces différents dans deux familles de pièces qui traversent la machine, tout en laissant l'option ouverte pour un travail prismatique supplémentaire usiné à partir de barres, si ce travail se présentait.
Pas de retour en arrière
Certifié ISO 13485, MoManTech est spécialisé dans les dispositifs chirurgicaux pour la colonne vertébrale, les traumatismes, les grosses articulations et les applications dentaires ainsi que les implants. Sa gamme de capacités lui permet d'être un guichet unique virtuel pour les besoins de ses clients médicaux. En plus de ses diverses capacités d'usinage, l'atelier dispose de processus secondaires internes tels que la gravure/marquage au laser, le nettoyage par ultrasons et la passivation citrique. MoManTech dispose également d'imprimantes 3D en plastique et en métal qu'il utilise principalement pour créer des luminaires utilisés dans le magasin (voir l'encadré ci-dessous).

MoManTech usine une gamme de composants pour dispositifs médicaux et implants.
Le QuickTech S42ATM était son achat d'équipement le plus récent. Johnston cite le prix et la taille compacte comme principales raisons de choisir ce modèle. Mais, il apprécie également le fait qu'il dispose d'une sous-broche complète sur l'axe C plutôt que d'un dispositif de serrage de la pièce pour le contre-usinage. Le mouvement de la contre-broche sur trois axes contribue également à la petite taille de la machine, car elle peut se déplacer sur l'axe X au-dessus et au-dessous de l'axe central de la pièce pour fournir à la broche de fraisage de l'axe B un meilleur accès à la pièce. L'axe B est doté d'un moteur de 10 000 tr/min de 3 hp et d'une plage de travail de 190 ° (± 95 ° par rapport à la verticale).
La machine a une capacité de barre de 30 mm. Plutôt que d'utiliser un ravitailleur de barres, un arrache-barres est utilisé pour amener le bois scié en longueurs de trois pieds dans la zone de travail. Cela réduit encore l'espace au sol requis par la machine.

Plutôt que d'avoir un dispositif de serrage de pièce pour le contre-usinage , ce tournage-fraisage est doté d'une contre-broche complète sur l'axe C.
La broche principale et la broche secondaire sont équipées de moteurs à entraînement direct de 6 000 tr/min et 5 ch. Ils sont synchronisés pour permettre un transfert précis des pièces pour les opérations de reprise. Le changeur d'outils automatique (ATC) dispose de 24 stations pour accepter les porte-outils HSK-40T.
MoManTech exécute actuellement deux familles de pièces sur cette machine. L'un est une famille d'implants en titane et l'autre est destiné aux dispositifs médicaux en acier inoxydable. Toutes les pièces nécessitent un usinage cinq axes (positionnement, pas de contournage complet) ainsi qu'un contre-usinage. Les tailles de lots typiques vont de 5 à 25. La production de pièces prismatiques à partir de barres cylindriques facilite les configurations, par rapport à un broyeur conventionnel qui pourrait nécessiter des fixations spéciales.

Pour minimiser l'espace au sol, cet axe B le tournage-fraisage n'a pas de ravitailleur de barres. Au lieu de cela, la barre est sciée en longueurs de 3 pieds et tirée dans la zone de travail.
Johnston profite de la capacité de l'ATC à conserver de nombreux outils standard utilisés pour la plupart des travaux installés. De cette façon, aucune retouche n'est nécessaire pour les outils couramment utilisés, ce qui réduit le temps de passage à un nouveau travail. Les changements ne nécessitent généralement qu'une touche à la fin de la barre pour définir l'emplacement de travail et tout nouvel outil ajouté pour le nouveau travail. Absolute Machine Tools a également créé des macros personnalisées pour reporter les décalages de travail de la broche principale à la contre-broche. De cette façon, un toucher d'outil n'est nécessaire que sur la broche principale.

Des macros personnalisées permettent des décalages de travail à partir de la broche principale à appliquer à la contre-broche. Par conséquent, l'effleurement d'outil n'est nécessaire que sur la broche principale.
L'usinage efficace de pièces prismatiques à partir de barres nécessite une réflexion sur la manière dont une pièce en bloc sera «orientée» dans le volume de barres cylindriques. Johnston essaie d'effectuer la majeure partie de l'usinage du côté de la broche, laissant derrière lui une fonction facile à saisir par la contre-broche pour le contre-usinage. Cela peut nécessiter uniquement l'usinage de poches dans les mâchoires de la broche secondaire, au lieu de pinces personnalisées. La plupart des pièces sont entièrement usinées et les pièces sont éjectées de la contre-broche dans un dispositif de collecte.
Plus de travail à l'horizon (Big Sky) ?
Lorsque j'ai parlé à Johnston début mai, il a déclaré que son entreprise n'avait pas été affectée négativement par la pandémie de COVID-19. Curieusement, cela offrait en fait une opportunité d'ajouter du personnel. Il a embauché des gens – un à temps plein et deux à temps partiel du collège – qui ont perdu leur emploi d'été. De plus, à mesure que les chirurgies électives reprennent, il est possible que l'atelier puisse voir plus de travail lié à ces procédures. Cela pourrait entraîner des achats de machines supplémentaires sur la route. Et, qui sait, peut-être que cette nouvelle usine de tournage exécutera des travaux nécessitant un tournage.
Impression 3D dans un atelier d'usinage
Ce luminaire en plastique renforcé de fibre de verre imprimé par MoManTech est utilisé pour maintenir une pièce usinée en copeaux à cinq axes.
MoManTech possède deux imprimantes 3D de Markforged, une unité qui imprime du plastique et une autre qui imprime du métal. Ces imprimantes utilisent le processus de fabrication de filaments fondus (FFF). Pour l'impression plastique, l'imprimante chauffe le matériau thermoplastique à proximité de son point de fusion et l'extrude d'une buse. La buse est déplacée dans les directions X et Y sur une plaque de construction pour créer une pièce couche par couche. Le matériau de base Onyx de Markforged - du nylon mélangé à de la fibre de carbone hachée - serait 1,4 fois plus résistant que l'ABS. De plus, l'atelier peut ajouter des couches de fibre de verre, de Kevlar ou de fibre de carbone pour obtenir des propriétés plus solides, selon l'application. Il est également possible d'ajouter des inserts filetés métalliques. Pour ce faire, le travail d'impression est arrêté au moment opportun, l'insert est ajouté et l'impression se poursuit en encapsulant l'insert dans l'objet. Le magasin utilise couramment cette imprimante pour créer des dispositifs de fixation en plastique. Presque tous les montages utilisés sur la machine de marquage laser de MoManTech sont imprimés en 3D à partir de matériau Onyx.
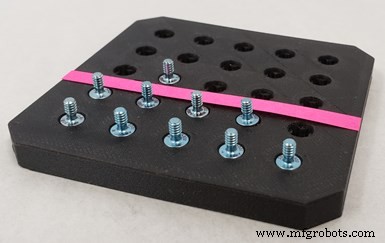
Ce support imprimé en plastique pour le laser du magasin le marqueur comprend des clés pour assurer une orientation correcte de la pièce.
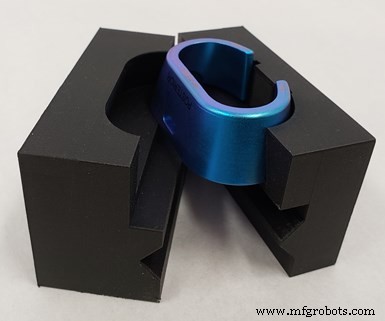
L'unité Metal X est utilisée pour imprimer des fixations dures personnalisées à partir d'acier inoxydable 17-4 pour maintenir des pièces complexes sur des fraiseuses. Johnston dit que l'impression de fixations dures est utile dans la mesure où il n'a pas besoin de faire sortir une personne d'un centre d'usinage de production pour usiner des fixations. Le luminaire peut être conçu puis imprimé (du jour au lendemain si nécessaire) afin de pouvoir être utilisé le lendemain. Et, étant donné la géométrie complexe de certaines pièces que ces montages doivent tenir, l'usinage d'un montage peut être difficile, voire impossible de toute façon, note Johnston.
Cette imprimante utilise deux bobines de matériau :l'une contient de la poudre métallique et un liant à l'intérieur d'un boîtier en plastique. La seconde est une poudre de céramique enfermée dans du plastique. Les bobines sont alimentées à travers un bloc chauffant, chauffant le plastique à son point de fusion et le faisant passer à travers une buse d'extrusion. L'unité dépose d'abord des couches de matériau céramique, qui est utilisé pour la libération partielle des feuilles d'impression jetables maintenues en place sur le lit de l'unité par le vide. Le matériau céramique est également utilisé pour créer des structures de support pour le métal, le cas échéant. Une fois l'impression à l'aide de la bobine en acier inoxydable terminée, les pièces sont ensuite frittées, fusionnant la poudre métallique en métal solide.
Équipement industriel
- à savoir lors de l'achat d'une machine CNC d'occasion
- Que considérer lors de l'achat d'une machine CNC d'occasion
- Quand vendre votre machine CNC
- Les tours CNC à apprentissage améliorent la productivité de l'atelier
- La ligne de machines réduit les goulots d'étranglement du flux de travail
- Les tours CNC aident à développer les activités et à réduire les coûts
- Une introduction à la machine de tournage CNC
- Qualités à prendre en compte lors de la sélection d'un atelier d'usinage CNC de précision
- Équipement d'atelier d'usinage