


Là où l'usinage cinq axes automatisé n'est pas un défi
La vitesse de lecture de cette vidéo a été augmentée pendant que le préhenseur accédait à une autre palette depuis le rack de stockage de la machine.

Challenge Machine profite d'une sonde laser installée sur le côté de la coulée pivotante de l'axe B de sa nouvelle machine à cinq axes pour le préréglage de l'outil et, pendant un cycle d'usinage sans surveillance, pour vérifier la rupture de l'outil et suivre l'usure de l'outil (pour certaines applications).
Blaine, Minnesota's Challenge Machine se spécialise dans l'usinage de petites pièces complexes - certaines extrêmement petites. Pour ce faire, il utilise une gamme d'équipements, y compris des tours de type suisse à axe B, des VMC avec des tables à tourillon qui fournissent une rotation sur le quatrième et, dans certains cas, le cinquième axe, et de véritables centres d'usinage à cinq axes à grande vitesse.
Bien que l'atelier ait pu réaliser de longues périodes d'usinage sans surveillance avec ses types suisses alimentés en barres, jusqu'à récemment, tous ses équipements de fraisage nécessitaient un chargement manuel des pièces. Cependant, sa machine à cinq axes la plus récente est équipée d'un changeur de palettes de serrage intégré et d'un changeur d'outils automatique (ATC) de grande capacité pour lui permettre de fonctionner sans surveillance pendant la journée et éteinte pendant la soirée. De plus, la fonctionnalité CNC combinée aux routines de palpage simplifie la programmation car les opérations sont créées sur la base d'un point cinématique qui crée un système de coordonnées de travail.

Le machiniste Brandon Gill est le principal programmeur, installateur et opérateur de Micro Pro. Il apprécie les fonctions telles que la capacité de programmer des opérations basées sur un point cinématique/système de coordonnées de travail à l'aide de la CNC Heidenhain TNC 640 et de la routine de palpage de Micro Pro, plutôt que de programmer avec des décalages de code G G54 ou G55.
La machine automatisée à cinq axes est une Micro Pro de la société allemande Kern Microtechnik (connue aux États-Unis sous le nom de Kern Precision, située à Addison, Illinois). Aaron Schreiber, directeur général de Challenge Machine, explique que l'atelier envisageait cette plate-forme de machine sophistiquée depuis 15 ans, ce qui, selon lui, ne représente pas un petit investissement. Cependant, l'atelier a décidé d'appuyer sur la gâchette fin 2019 car il rencontrait des problèmes de précision, de répétabilité et de finition de surface pour un nombre croissant de pièces médicales que l'atelier certifié ISO 13485 exécutait sur certaines de ses machines à tourillons à cinq axes. De plus, il note que des fonctionnalités telles que les canaux de refroidissement dans la nouvelle machine qui atténuent la croissance thermique ont également facilité un usinage fiable pour les pièces complexes qui ont généralement de longs temps de cycle. Ceci, en plus d'autres capacités de la machine, donne à l'atelier la confiance nécessaire pour la configurer pour qu'elle fonctionne seule pendant des jours, voire des semaines.
Laissez-le fonctionner
Jim Betland a lancé Challenge Machine dans son sous-sol en 1999. Au début, une grande partie de l'entreprise était consacrée au micro-usinage de pièces pour l'industrie des semi-conducteurs. Le magasin, récemment acheté par Assurance Manufacturing à Minneapolis, se concentre toujours sur les petites choses. (Je parle en termes de taille de pièce et d'importants détails de micro-usinage.) Schreiber affirme que les ventes ont augmenté de 15 % cette année, car l'atelier se concentre davantage sur le marché médical tout en ciblant également les travaux aérospatiaux.

L'atelier a usiné une gamme de pièces de divers matériaux sur le Micro Pro. Au cours d'un mois typique, il exécute 10 à 15 références différentes sur la machine, dont beaucoup ont des temps de cycle supérieurs à 3 heures.
Selon Kern, le Micro Pro - qui comprend des guides hydrostatiques, des entraînements linéaires et une base monobloc en béton ultra-haute performance (UHPC) - atteint une précision de positionnement supérieure à 2 microns et une répétabilité supérieure à 1 micron. Il a été conçu pour l'usinage de petites pièces, offrant des courses XYZ de 350 x 220 x 250 mm, tandis que son axe B pivotant tourne à 220 degrés. Schreiber note que sa petite empreinte de 43 pieds carrés est appréciée étant donné que l'espace au sol est actuellement limité dans l'installation de 16 000 pieds carrés à environnement contrôlé du magasin. (Il dit que c'est l'une des raisons pour lesquelles le magasin est susceptible de déménager dans un autre endroit dans les années à venir.)

Les outils de coupe et les palettes de serrage sont stockés sur le côté de la machine. Cette machine peut accueillir 30 palettes de serrage et 109 outils. Le plus petit outil utilisé par l'atelier sur le Micro Pro (équipé d'une broche HSK 40 à 43 000 tr/min) mesure 0,003 pouce de diamètre.
Le Micro Pro de Challenge Machine utilise un système de serrage à point zéro Erowa avec mandrin électrique qui offre une précision de positionnement répétitive inférieure à 0,0001 pouce. La machine peut stocker 30 palettes et 109 porte-outils dans ses racks fermés à plusieurs niveaux le long d'un de ses côtés. Le changeur de pièces intégré livre automatiquement les palettes avec la matière première (généralement du stock rond maintenu dans des pinces dans le cas de Challenge Machine) au mandrin, et retire et stocke les palettes une fois les pièces terminées.
La capacité de stockage des pièces et des outils offre à l'atelier une polyvalence dans les types de travaux exécutés sur la machine. Par exemple, des outils redondants peuvent être chargés dans la machine lorsque les tailles de lots de pièces identiques ou similaires sont élevées. (Schreiber dit que les tailles de lot pour cette machine atteignent généralement 100 à 300 pièces.) À l'inverse, divers outils différents (et palettes de matières premières) peuvent également être chargés afin qu'il puisse exécuter simultanément un mélange de travaux à faible volume.

Le changeur de pièces intégré livre automatiquement les palettes avec le matériau (généralement du stock rond maintenu dans des pinces) à la table de travail et retire les palettes une fois les pièces terminées. Un système de serrage à point zéro Erowa comprend des mandrins électriques qui offrent une précision de positionnement répétitive inférieure à 0,003 mm.
Bien que les tailles de lots pour cette machine soient apparemment faibles (une grande partie du travail de l'atelier consiste en des prototypes et de faibles volumes de production), les temps de cycle des pièces sont souvent élevés. Il fonctionne parfois sans surveillance pendant 3 semaines d'affilée, et des temps de cycle de 3 heures pour une pièce ne sont pas rares. Par exemple, le Micro Pro complète un composant médical en titane utilisé pour la réparation de la valve aortique avec des parois mesurant 0,014 pouce de large à partir d'une barre de 1,25 pouce de diamètre dans laquelle 97 % du matériau est retiré.

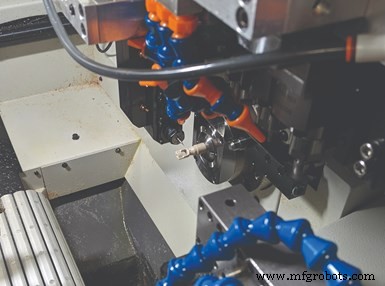
Ici, un mandrin est utilisé simplement pour le manuel déchargement des pièces terminées et chargement du nouveau matériel.
Pour des applications telles que celle-ci et les turbines des pompes à sang, un contournage complet sur cinq axes est requis. Cependant, l'atelier bénéficie également de l'exécution de 3 + 2 opérations de positionnement pour des pièces plus prismatiques, plutôt que de les exécuter sur plusieurs machines ou d'effectuer plusieurs configurations.
Pour offrir plus de confiance pour faire fonctionner le Micro Pro sans surveillance, Challenge Machine tire parti de la sonde laser Blum-Novotest qui est montée sur le côté du moulage de l'axe B pivotant de la machine pour le préréglage de l'outil et, pendant les cycles d'usinage sans surveillance, pour vérifier l'outil. casse et usure de l'outil de suivi (pour certaines applications).
Le machiniste Brandon Gill est le principal programmeur, installateur et opérateur du Micro Pro. Il dit qu'un petit défi avec cette machine était de se familiariser avec la CNC Heidenhain TNC 640 (la première de cette marque de l'atelier), bien qu'il s'agissait simplement de se familiariser avec l'interface de la CNC et où accéder à des fonctions spécifiques. Il apprécie les fonctions telles que la possibilité de programmer des opérations basées sur un point cinématique/système de coordonnées de travail à l'aide de la CNC TNC 640, plutôt que de programmer avec des décalages de code G G54 ou G55. L'atelier utilise GibbsCAM pour développer des programmes de pièces pour cette machine comme il le fait avec ses autres fraiseuses.
En fait, Gill note que des capacités comme celles-ci sont la raison pour laquelle le Micro Pro est sa machine préférée à programmer et à utiliser.
Affichage d'un Swiss-Type comme une machine à cinq axes
Cette pièce médicale complexe a conduit Challenge Machine à envisager son premier tour de type suisse, doté d'un axe B programmable et pivotant avec des stations d'outillage motorisées. Le modèle qu'il a choisi était un Marubeni Citizen-Cincom L220 qu'il a acheté en 2015. L'atelier utilisait la pièce implantable en polyétheréthercétone (PEEK) de qualité médicale utilisée dans les procédures de remplacement du genou sur deux machines CNC. Une machine à cinq axes a fraisé une grande partie de la pièce (la durée du cycle était de 45 minutes) et une machine à trois axes l'a terminée (la durée du cycle était de 15 minutes). Le L220 a pu terminer la pièce en 15 minutes.
L'atelier a découvert que le développement de stratégies d'outillage pour ce type de machine nécessite de l'ingéniosité. Contrairement aux fraiseuses CNC avec changeurs d'outils de grande capacité, les types suisses ont un nombre limité de stations d'outils. Le L220 dispose de cinq stations de tournage, trois stations de travail transversal pour la broche principale, six stations opposées (trois en direct, trois statiques), huit stations sur le poste arrière (quatre en direct, quatre statiques) et quatre stations en direct sur l'axe B poste d'outil. Il n'y a tout simplement pas la capacité d'utiliser des offres spéciales comme des outils de formulaire personnalisés comme l'atelier aurait pu les utiliser sur une usine. En conséquence, Challenge Machine doit faire preuve de créativité dans la manière dont il utilise les broyeurs à boulets, les barres d'alésage, les outils de rainurage et autres pour créer les caractéristiques complexes dont les pièces ont besoin, telles que la géométrie d'identification en forme de cloche sur la pièce de remplacement du genou en PEEK. /P>
Équipement industriel
- Différents types d'usinage CNC
- L'usinage de précision s'agrandit
- Le VTL à quatre axes peut réduire le temps d'usinage
- Machine multitâche pour les travaux de barre de taille moyenne
- Machine de tournage à quatre axes pour conduites d'huile
- Les machines-outils disposent d'un contrôle intégré
- Bâtir sur les bonnes fondations
- La machine de tournage vertical permet un usinage sur quatre axes
- Qu'est-ce que l'usinage suisse et d'où vient-il ?