


L'intégration verticale permet une réponse de fabrication rapide

Les capacités de fabrication interne d'Innovative Controls permettent pour concevoir, assembler et expédier des assemblages, tels que ces cadres de jauge pour camions de pompiers, plus rapidement que d'externaliser ces capacités.
Les efforts d'Innovative Controls pour s'intégrer verticalement à ses capacités de fabrication ont commencé avec la sérigraphie numérique, mais la création de son propre atelier d'usinage, qui comprend un tour CNC de type suisse, a rapidement suivi.
Après avoir travaillé dans les ventes industrielles pendant plusieurs années, Mike Michna, président d'Innovative Controls, a cherché d'autres avenues pour créer une entreprise offrant un créneau manufacturier. À la fin des années 80, il a reconnu que les panneaux de pompe des camions de pompiers n'étaient pas conviviaux en termes de fonction ou de disposition pour que les pompiers puissent contrôler et opérer efficacement sur les lieux stressants d'un incendie.
La société de Pittsburgh, en Pennsylvanie, qui occupe désormais plusieurs baies à l'intérieur d'une immense usine de fabrication de turbines Westinghouse, est depuis devenue le leader du marché des produits de contrôle, de diagnostic et d'identification des panneaux de pompe pour les équipementiers d'appareils d'incendie. Elle conçoit, fabrique et distribue des appareils, y compris des moniteurs de niveau de réservoir, des ensembles de commande de soupape, des manomètres, des lunettes d'identification de produit, des lunettes de message de sécurité, des graphiques associés et des produits de plomberie pour ces véhicules. Innovative Controls propose également des services de fabrication sous contrat pour d'autres industries telles que le médical.
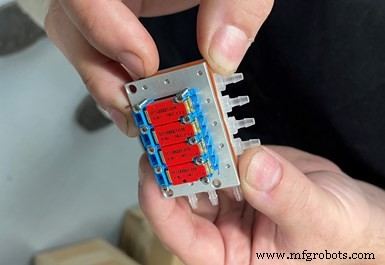
L'objectif de l'entreprise en tant que sous-traitant est de n'entreprendre une activité que si elle fournit des assemblages, tels que ce module d'air médical.
Michna dit que l'objectif n'est pas de fournir des pièces individuelles aux clients, mais plutôt des assemblages complets. Le fait de disposer de pratiquement toutes les capacités d'usinage et de fabrication requises en interne (l'entreprise externalise toujours le moulage sous pression et le moulage par injection) a permis à l'entreprise de fabriquer ces assemblages de manière plus rentable et de meilleure qualité tout en étant en mesure de répondre plus rapidement aux besoins des clients car elle a contrôle sur tous ces processus.
Commencer par la sérigraphie
Innovative Controls est peut-être l'opération la plus performante que j'ai visitée en termes de capacités de fabrication en interne, bien que le moulage par injection et le moulage sous pression à grand volume pour des composants tels que des lunettes personnalisées avec des évidements pour le codage couleur et l'identification soient externalisés. Michna dit que la société a adopté une approche "nous allons le découvrir" pour ajouter de nouvelles technologies, en s'appuyant sur des experts de l'industrie en cours de route. La sérigraphie numérique était la technologie initiale qu'elle cherchait à comprendre.

La sérigraphie numérique a été la première capacité Innovative Controls apporté en maison.
Michna note que les premiers composants du panneau de la pompe utilisaient des étiquettes en plastique et en peinture ou en vinyle de qualité inférieure pour l'identification des composants et les instructions qui se décoloraient ou se décollaient avec le temps. Il a découvert que les polycarbonates utilisés sur les pompes à essence étaient plus résistants aux rayons UV et offraient une durée de vie plus longue. L'entreprise a initialement utilisé la technologie de sérigraphie conventionnelle (pensez aux raclettes) pour colorer et coder les étiquettes une par une. Elle a ensuite introduit un équipement de sérigraphie numérique pour imprimer des volumes plus importants avec plus de flexibilité. L'astuce consistait à apprendre à faire adhérer l'encre au matériau en polycarbonate. Pour le faire efficacement, il faut un contrôle précis de l'humidité et de l'électricité statique dans la pièce où se trouvent les (maintenant deux) machines de sérigraphie numérique. Le fait de disposer de cette capacité en interne permet à l'entreprise de concevoir, d'imprimer et d'expédier des étiquettes en 24 heures.
L'entreprise a depuis ajouté une multitude d'autres processus. Cela comprend la découpe au couteau CNC et le routage des panneaux ; polydoming; assemblage automatisé de cartes de circuits imprimés; et montage mécanique et électrique. La dernière pièce d'équipement est une poinçonneuse Trumpf TruPunch, qui a été ajoutée dans le but de créer un atelier complet de fabrication et de peinture pour les composants en tôle tels que les armoires.

Machiniste Matthew Resnick a pu obtenir ce Suisse -tour de type opérationnel à nouveau. Son premier travail de production était une série de 500 000 pièces pour un composant médical.
Mais l'usinage CNC est également une capacité clé que l'entreprise continue de développer et qu'elle externalisait auparavant. Par exemple, il y a des années, elle a fait appel à un fournisseur du Minnesota pour usiner un petit composant médical appelé barbe pour un assemblage. Bien que le prix du vendeur soit bon, il n'était pas aussi compétitif que Michna l'aurait souhaité. Par conséquent, Innovative Controls a sauté le pas en achetant un tour de type suisse Tsugami S206 avec ravitailleur de barres, sa première machine-outil à commande numérique. N'ayant pas de machinistes dans son personnel, l'entreprise a d'abord embauché un sous-traitant pour exécuter des travaux sur cette machine de temps en temps. Michna admet que l'entreprise ne comprenait pas vraiment bien l'usinage de type suisse et n'a pas exploité au départ les capacités offertes par une telle plate-forme, en particulier pour la production à volume élevé.
Par conséquent, au début de 2020, Innovative Controls a embauché le machiniste Matthew Resnick pour établir un atelier d'usinage interne plus formel. Resnick a suggéré d'ajouter un tour à mandrin CNC et un petit VMC, que l'entreprise avait en fait déjà commandés. Il s'agissait également de modèles Tsugami :un tour MQBSY-II avec ravitailleur de barres FMB et fraiseuse à grande vitesse VA2 (la société a depuis ajouté un deuxième VA2).

Le tour chucker usine principalement une famille d'extrusions utilisées pour créer des poignées à pousser/tirer.
En attendant la livraison de cet équipement, Resnick a eu quelques mois pour remettre le type suisse en marche. Il dit que la machine nécessitait essentiellement un bon nettoyage, et il a commencé à apprendre Abile, le logiciel de programmation CAM gratuit que Tsugami propose pour ses types suisses. Innovative Controls a également ajouté un système d'extinction d'incendie Firetrace à la machine pour donner la confiance nécessaire pour l'éteindre. En l'espace de trois mois, la machine a pu achever une production de 500 000 pièces pour le composant médical avec seulement quelques ajustements mineurs nécessaires, note Resnick. Le temps de cycle initial était de 14 secondes par pièce en utilisant trois outils, mais il l'a réduit à 9 secondes en remplaçant deux outils par un outil de forme personnalisé qui a également créé des puces plus gérables.

Temps de cycle pour ces composants médicaux produits sur le Le temps de type suisse a été réduit de 14 à 9 secondes par pièce après le remplacement de deux outils par un outil de forme personnalisé.
Le mandrin est principalement utilisé pour faire fonctionner une famille de tiges d'extrusion en aluminium de différentes longueurs qui sont assemblées pour créer des poignées de poussée/traction utilisées sur les panneaux de pompe des camions de pompiers. Un robot collaboratif d'Universal Robots (intégré par ProCobots) a récemment été ajouté pour permettre de longues périodes de fonctionnement sans surveillance. Comme le montre la vidéo ci-dessous, les pièces terminées sont poussées à travers la sous-broche pour que le cobot les saisisse et les transfère sur les plateaux. Une fois qu'un plateau est plein de pièces terminées, le cobot le recouvre d'un plateau vide, puis commence le chargement. Les piles de plateaux peuvent ensuite être facilement mises en boîte et envoyées pour anodisation.
Les fraiseuses VA2 sont utilisées pour créer une variété de pièces, y compris des plaques pour un assemblage médical et des moules que l'entreprise utilise pour empoter l'électronique pour la protéger contre les vibrations et l'humidité. Ces machines sont équipées de broches à 35 000 tr/min, de plaques d'outillage à changement rapide de Saunders Machine Works, de palpeurs Renishaw et de détecteurs de bris d'outil Metrol qui peuvent également mesurer les outils. Étant donné que Resnick gère seul l'atelier d'usinage, ces types d'appareils permettent à quelqu'un d'autre d'exécuter facilement un travail s'il n'est pas disponible.

Innovative Controls utilise au maximum le travail disponible enveloppe de ses laminoirs à grande vitesse utilisant des fixations à changement rapide qui accélèrent les changements.
Un deuxième type suisse ?
De même, Innovative Controls trouve la valeur de cet atelier de quatre machines (pour l'instant) au-delà de l'amélioration de la réactivité des clients. Resnick est en mesure de répondre plus rapidement aux besoins de ses concepteurs et de les consulter pour proposer des suggestions pour réviser les conceptions, assouplir les tolérances, etc., afin d'accélérer, de simplifier ou de réduire le coût d'usinage des pièces pour les nouveaux produits de l'entreprise.
En termes de technologie d'usinage, Innovative Controls pourrait ajouter un deuxième type suisse si la demande de pièces médicales augmente. Michna dit que même s'il ne sait pas où se dirige l'industrie des appareils d'incendie, ces véhicules auront toujours besoin d'armoires de stockage, d'un contrôle précis de la pompe et d'une communication efficace du système de pompage avec l'ordinateur du moteur. À cet égard, la société reste prête pour le succès futur dans cette industrie, tandis que sa compétence de fabrication substantielle dans de nombreux domaines offre le potentiel de développer l'activité dans de nombreuses autres industries. Michna dit que la clé est de ne jamais prendre de retard dans la technologie et d'être assez audacieux pour y investir, l'apprendre et continuer à trouver des moyens d'être plus efficace en l'utilisant.
Équipement industriel
- Un cours accéléré sur le prototypage rapide dans la fabrication
- Livrer une mode époustouflante grâce à une fabrication rapide
- Guide de fabrication rapide
- Success Story :ROI rapide et croissance de l'entreprise
- Les avantages du prototypage rapide et de l'impression 3D dans la fabrication
- Conseils pour externaliser la fabrication de prototypes en Chine
- Comment la fabrication rapide dépasse les périodes d'attente typiques de l'industrie
- L'importance de l'usinage rapide dans la fabrication
- Profil de l'entreprise :Expert manufacturier et technologique SourceDay