


La technologie laser se transforme en outil de tournage
Cette vidéo illustre le fonctionnement du tournage laser. Crédit :GFH GmbH
Dans l'industrie de l'usinage de précision, les lasers n'ont pas joué un rôle de premier plan au-delà du marquage et de la gravure des pièces, mais ils ont été ajoutés aux tours de type suisse pour couper le matériau des tubes principalement pour des applications médicales. Les lasers ont été utiles pour créer de petits trous et générer des fentes, des spirales, des formes hélicoïdales, des veuves et d'autres géométries complexes dans le stock canulé sur ces machines.
Aujourd'hui, une nouvelle technologie utilise un laser pour agir comme un outil de coupe pour "tourner" des pièces à partir de barres solides. Ce procédé, développé par la société allemande GFH GmbH, remplace l'outil de tournage conventionnel par un laser sans contact qui évapore le matériau avec des impulsions laser ultracourtes tout en utilisant moins d'énergie que les méthodes de tournage traditionnelles. Le tour de précision à grande vitesse GL.smart, disponible pour les clients américains via GFH en Allemagne, est particulièrement utile pour le micro-usinage, permettant une grande précision pour les petites pièces complexes qui sont souvent délicates et difficiles à usiner lors de la mise en œuvre de processus de tournage conventionnels.
"Grâce à l'enlèvement de matière sans contact, la pièce reste exempte de force et de déformation pendant tout le processus d'usinage", explique Florian Lendner, PDG de GFH. "Cela signifie qu'il n'y a aucune perte de précision, même avec des composants très fins et délicats."
La machine divise également le faisceau d'une source laser et le délivre en deux têtes distinctes, de sorte qu'elle peut tourner ainsi que fraiser, percer et graver deux pièces à la fois. En ce qui concerne la structure, imaginez une fraiseuse verticale à deux broches et à deux palettes avec chaque station capable de tourner et d'usiner cinq axes.
Traitement sans contact
Le cœur de la machine est un laser à semi-conducteur pompé par diode délivrant des impulsions en picosecondes ou femtosecondes sur la pièce. Cette technique « d'impulsion à la demande » permet d'ajuster l'apport de chaleur sur le matériau, ce qui rend la pièce moins susceptible de surchauffer. En conséquence, aucune tension ou pièce

L'utilisation d'un laser haute puissance en combinaison avec la séparation du faisceau permet un traitement simultané sur deux stations. Crédits photos :GFH GmbH
déformation se produit. L'entreprise affirme que ce processus est bien adapté aux composants fabriqués à partir de matériaux très durs et cassants.
Bien que le laser pompé par diode soit le laser standard sur le GL.smart, selon les besoins du client, GFH peut fournir différents types de sources laser qui diffèrent par la longueur d'onde, la puissance laser ou la largeur d'impulsion. Grâce à ces impulsions laser ultrarapides et ultracourtes, un maximum de matière est enlevé par ébauche. Lors de la finition d'une pièce, la qualité finale est obtenue avec une énergie laser plus faible.
Le faisceau laser peut être dirigé au milieu de la pièce ou tangentiellement, selon l'opération. Par exemple, si la pièce a un diamètre fixe à tourner, le faisceau laser frappe la matière tangentiellement. Cependant, si seules certaines zones sont usinées sur tout le diamètre, telles que des trous, le faisceau laser atteint le milieu du matériau.
La gamme de profondeurs de matériau que le laser peut tourner/enlever en un seul passage dépend du matériau et du processus de tournage lui-même. Avec l'enlèvement tangentiel, la plage de la finition à l'ébauche est de 1 micron à 200 microns, et avec le faisceau laser dirigé vers le milieu, la plage est de 0,1 micron à 10 microns (finition à l'ébauche).
Après usinage, les pièces finies sont manipulées et récupérées soit en étant retirées manuellement du système de bridage par l'opérateur, soit en faisant tomber les pièces dans un conteneur sous la zone d'usinage. Pour enlever le matériau érodé de la machine, le GL.smart est équipé d'un système d'aspiration pour collecter les aérosols et la poussière.
Capacités "intelligentes"
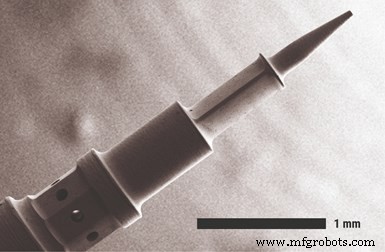
Les ateliers d'usinage qui fournissent les industries médicales et horlogères bénéficieront particulièrement des capacités de micro-usinage de GL.smart, selon GFH. Par exemple, la machine peut produire des micro-outils tels que des pincettes, des microlames et des implants ainsi que des pivots qui sont installés dans un mouvement d'horlogerie, indique l'entreprise.
Avec la capacité d'usiner pratiquement n'importe quel matériau, le tour laser effectue des opérations de tournage, de perçage, de découpe et de gravure avec une vitesse et une précision élevées, indique la société. La machine offre également un usinage combiné

Les capacités du GL.smart sont diverses et vont des micro-outils médicaux tels que les pincettes et les microlames aux pivots installés dans le mouvement d'horlogerie.
ainsi qu'un usinage parallèle sur deux postes de serrage de l'axe C simultanément, ce qui double la productivité.
Grâce au mouvement sur cinq axes, toutes les opérations peuvent être effectuées en une seule configuration. Ainsi, la pièce peut être gravée, découpée, percée ou structurée sans aucun rebridage.
Les broches principales des pièces à roulement à air sont dotées d'un entraînement par couple qui peut être utilisé pour indexer/positionner les pièces et tourner jusqu'à 3 500 tr/min en 0,4 seconde. La concentricité radiale et axiale en nanomètres permet une production avec des tolérances de rectification. La machine fournit également un système de serrage de tension à force contrôlée. L'empreinte compacte de GL.smart de 2 212 mm (L) × 1 026 mm (L) × 2 320 mm (H) est contenue dans un boîtier en verre noir qui offre une protection contre le rayonnement laser.
La machine est disponible avec jusqu'à 16 axes simultanés, contrôlés par son propre système développé, GL.control. Chaque poste de travail (l'axe Z est le même pour les deux postes de travail; l'axe Y est séparé pour chaque poste de travail) peut être équipé d'une broche principale (axes X et A) et d'une unité rotative (X-, B- et axe C). Les trois axes restants sont placés dans la boîte optique pour la manipulation du faisceau.
La CNC contrôle la précision du laser
Programmée et contrôlée à l'aide de son logiciel GL.control développé par GFH, la commande numérique par ordinateur (CNC) de la machine se compose d'un ordinateur qui est seul responsable du logiciel de commande numérique et d'une autre unité qui est responsable du logiciel d'exploitation. La CNC intègre les fonctions CAD/CAM ainsi que tous ses sous-systèmes. Le contrôleur logique programmable (PLC) rapide de GL.smart est conçu pour le traitement laser et offre un accès en temps réel pour le contrôle laser afin que le laser puisse être allumé avec une précision de 40 nanomètres sur toute la plage de mouvement des axes.
Le processus de création d'un programme CAO/FAO de découpe pour une pièce comprend :
- Télécharger le fichier 3D dans le logiciel de la machine
- Sélectionner toutes les géométries à générer
- Génération du code G pour l'usinage laser
- Modification des paramètres spécifiques au matériau
- Téléchargement vers PLC
- Démarrer le travail d'usinage
Lors de la configuration du tour laser pour un nouveau type de pièce à usiner, cela peut être simple ou un peu plus complexe, selon la taille de la matière première, selon Lendner. "Si la matière première est de la même taille, il suffit de modifier les paramètres du logiciel pour créer un nouveau design", dit-il. "S'il s'agit d'un nouveau type de taille de matière première, la configuration optique et le système de serrage doivent également être modifiés." La machine accepte des matières premières jusqu'à 12 mm de diamètre et jusqu'à 2 m de longueur.
Construire une machine personnalisée
GFH propose de nombreux modules complémentaires et accessoires pour le GL.smart qui aident les utilisateurs à créer une machine personnalisée pour leurs applications spécifiques. Les options incluent des accessoires pour l'automatisation, la surveillance et l'assurance qualité.
La machine de tournage laser GL.smart fournit
En raison de la popularité croissante et souvent de la nécessité de l'automatisation de l'atelier d'usinage, un ajout d'un système de manutention de pièces robotisé à six axes et d'un ravitailleur de barres pour le GL.smart est disponible. La mise en œuvre de cette option offre également des possibilités d'usinage sans éclairage.
D'autres options pour le tour laser incluent une unité pivotante rotative comme contre-broche et une conception de tournage court ou long, ou les deux. La configuration de la pince et du guide de pièce définit si la machine a une conception de tournage court ou long.
GFH propose les équipements suivants en option pour le GL.smart qui sont facilement programmés via le GL.control.
Faisceau laser à faible vibration : Le GL.beam comprend le trajet complet du faisceau du laser à l'optique de processus dans la machine. Le laser est monté et aligné sur une base en granit conformément aux spécifications du fabricant pour un fonctionnement à faible vibration.
Système de serrage de précision : Pour le serrage répété des composants, la machine peut être équipée de GL.clamp, un système de serrage de précision d'Erowa. Sur demande, des systèmes de serrage d'autres fabricants ou des dispositifs de serrage à vide sont également disponibles.
Modes de surveillance et de réglage du faisceau : Les systèmes laser peuvent être étendus par les modes de fonctionnement GL.om3 et GL.om4. Le mode de fonctionnement 3 est utilisé pour la surveillance du processus et le mode de fonctionnement 4 est pour le réglage du faisceau.
Système de numérisation : Pour une production précise de pièces ou une gravure profonde, la machine peut être équipée d'un système de scanner appelé GL.scan. Il positionne le faisceau laser sur les pièces via deux miroirs galvo.
Système de mesure optique : Le système de mesure optique GL.vision facilite le positionnement du composant sous le laser et offre également la possibilité d'une mesure optique avec la résolution d'un microscope.
Module optique fixe : Le module GL.optifix fournit des optiques fixes pour le perçage laser, la découpe de précision et l'ablation. Il n'y a pas de composants mobiles dans l'optique, ce qui réduit l'erreur de positionnement à la précision du système d'axes.
Module de distance : Le module GL.distance est disponible pour les exigences de précision les plus élevées en matière de micro-perçage et de coupe de précision. Les écarts et les tolérances de la surface du composant peuvent être enregistrés et corrigés avant l'usinage.
GFH GmbH | gfh-gmbh.de/fr/
Équipement industriel
- Centre de tournage CNC
- Poupée fixe et coulissante tournant en une seule machine
- Tournage continu sur Turn-Mills
- Chevauchement des séquences de tournage d'outils
- Centre de tournage vertical pour coupe intensive
- Centre multitâche à deux broches Quicktech TTS-42
- Le tournage réinventé avec PrimeTurning
- Comprendre la précision et le processus de la technologie de découpe laser
- Découpe laser :technologie et opportunités