


Optimisez le contrôle de la quantité minimale de lubrification grâce à un programme CNC
Cette vidéo décrit brièvement le fonctionnement de la lubrification par quantité minimale
sur un tour CNC, et comment le configurer. Crédit vidéo :Unist Inc.
Avoir le plus de contrôle possible sur les processus d'usinage est ce que recherchent la plupart des machinistes. La quantité et l'application de liquide de refroidissement délivré pendant le processus de fabrication de copeaux sur un tour ne devraient pas faire exception. Pour un contrôle direct sur la sortie de lubrification en quantité minimale (MQL), Unist Inc. propose un système MQL qui communique directement avec la commande numérique par ordinateur (CNC) d'une machine pour permettre aux opérateurs de spécifier les paramètres de lubrification en saisissant des codes dans un programme de pièces. Le lubrificateur à commande numérique Quantum de la société est conçu pour optimiser les débits MQL pour chaque opération d'usinage sur une seule machine-outil, car les débits sont visibles et modifiables. Par conséquent, les opérateurs peuvent affiner chaque opération pour obtenir les meilleurs résultats.
Mais pourquoi MQL ? Bien qu'elle soit encore plus susceptible d'être utilisée en Europe, pourquoi de plus en plus d'ateliers américains commencent-ils à adopter cette technologie comme alternative à la livraison conventionnelle de liquide de refroidissement ? Une des raisons est que plus n'est pas toujours mieux. MQL délivre une très petite quantité de lubrifiant sur le bord d'une fraise sous la forme d'un brouillard d'huile ou d'un aérosol, contrairement aux techniques traditionnelles consistant à inonder la pièce et l'outil avec un volume substantiel de liquide de refroidissement. Contrairement à la coupe avec du liquide de refroidissement, il ne reste qu'une infime partie de cet aérosol sur les copeaux, la pièce et la machine pendant l'opération de coupe.
Bien que le liquide de refroidissement par submersion soit toujours la méthode la plus largement utilisée pour refroidir et lubrifier les processus d'usinage à travers le monde, d'autres avantages de la technologie MQL sont clairs et considérables, selon la société. Les magasins qui ont mis en œuvre MQL peuvent bénéficier des avantages environnementaux, commerciaux et économiques suivants.
- Environnement : Les huiles MQL de qualité sont non toxiques et biodégradables. Les bactéries ne se développent pas dans les huiles, donc aucun biocide n'est nécessaire. Au-delà de cela, le processus utilise moins de 1/10 000 de la quantité de fluide car il inonde le liquide de refroidissement, et il n'y a rien à éliminer ou à recycler. Les recycleurs et les pompes ne sont pas nécessaires, ce qui réduit la consommation d'énergie. En comparaison avec le liquide de refroidissement, l'empreinte environnementale de MQL est pratiquement invisible.
- Entreprise : Les sols des ateliers restent plus propres (et plus sûrs) et l'équipement n'est pas recouvert de liquide de refroidissement lorsque MQL est mis en œuvre. En utilisant un lubrifiant de haute qualité et la bonne quantité, le processus de coupe laisse une finition de surface de qualité. Et, grâce à la réduction des chocs thermiques, la durée de vie de l'outil augmente. Les employés de l'atelier réalisent généralement l'avantage supplémentaire de moins de problèmes d'irritation cutanée liés à l'interaction avec les fluides de travail des métaux, et ils n'ont pas à respirer le liquide de refroidissement et ses additifs.
- Économique : Alors que le prix par once d'huiles MQL peut être considérablement plus élevé que celui des liquides de refroidissement généraux, le prix global du fluide par pièce est généralement inférieur car beaucoup moins est utilisé. Lorsqu'il est combiné avec les économies réalisées dans d'autres domaines (tels que l'amélioration de la durée de vie des outils, l'élimination des équipements qui maintiennent les fluides et les économies d'énergie), le MQL peut avoir un impact positif sur les résultats d'un atelier.
Contrôle et surveillance MQL complets
Les avantages MQL sont amplifiés lorsque l'on ajoute la possibilité de s'interfacer directement avec la CNC d'une machine, un contrôleur logique programmable (PLC) ou une interface intégrée, en particulier lorsqu'une pièce en cours d'usinage nécessite plusieurs

Le Quantum offre aux utilisateurs la liberté de programmer MQL livraison selon les besoins de chaque opération. Crédits photos :Unist Inc.
opérations. Chaque opération d'usinage est souvent mieux adaptée avec un débit MQL différent, ne se limitant pas à des débits préprogrammés ou à un débit fixe ajusté manuellement. Le système Quantum MQL offre aux utilisateurs la liberté de programmer MQL en fonction des besoins de chaque opération.
Pour fournir une distribution de lubrifiant uniforme et précise, le système MQL pour tours maintient les conduites d'air et d'huile séparées, dans la mesure du possible, jusqu'à ce qu'elles se mélangent au niveau de la tourelle de la machine. Ce système de livraison à double canal est conçu comme un tuyau dans un tuyau; le tuyau intérieur délivre l'huile et le tuyau extérieur délivre l'air. Garder ces lignes séparées maintient une atomisation constante du fluide. Cela empêche l'accumulation de liquide sur les parois extérieures du tuyau, ce qui peut provoquer des projections ou des gouttes de lubrifiant, qui ne produisent pas une pulvérisation régulière.
De plus, la mise en œuvre d'un changement de la proportion d'huile et d'air dans le système de distribution est moins problématique lors de l'utilisation d'un système à double canal. Les changements sont instantanés lors de l'utilisation de cette méthode, et il n'y a pas de mélange à l'intérieur du tuyau qui doit être expulsé avant d'apporter des changements.
"Qu'il s'agisse d'ébauche, de finition, de filetage ou d'une autre opération, vous avez un contrôle total sur l'activation et la désactivation du débit d'air et d'huile", déclare Tim Bangma, chef de produit chez Unist Inc., à propos du Quantum.
Après avoir déterminé la bonne quantité de lubrifiant et le débit pour chaque processus d'usinage, le machiniste insère des commandes dans le
Le Quantum est connecté à une machine-outil avec interfaces discrètes ou série.
programme pièce.
Le Quantum offre le contrôle de jusqu'à six sorties de lubrifiant et peut utiliser aussi peu qu'une fraction d'once de lubrifiant par heure. De plus, le système peut fournir soit un aérosol de lubrifiant, soit un fluide pur, soit de l'air uniquement à chaque opération.
En plus de fournir une précision précise pour l'application MQL, ce système fournit également des capacités de surveillance pour les faibles niveaux de fluide et d'air ainsi que le débit de fluide. Le système de surveillance intégré au Quantum met en pause la machine qu'il surveille si elle rencontre l'un de ces problèmes et fait clignoter une alarme pour alerter l'opérateur du problème.
"Les pompes volumétriques du système Quantum peuvent être équipées de capteurs de débit qui confirment que le fluide est délivré lorsque les pompes sont cyclées", explique Bangma.
Installation du lubrificateur
Le Quantum est connecté à une machine-outil avec des interfaces discrètes ou série. Bien que l'installation de Quantum sur un tour CNC soit un processus simple, selon Unist, certains ateliers d'usinage sont plus à l'aise avec un
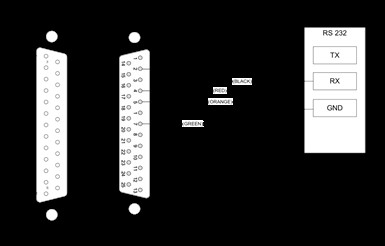
Ce schéma de connexion série illustre comment le Quantum est connecté à un centre d'usinage Haas VF2. Cependant, cela fournit des conseils de base pour n'importe quel système.
Représentant Unist visitant leurs emplacements pour installer l'applicateur. Cependant, il y a un nombre égal de magasins qui se sentent à l'aise de terminer le processus eux-mêmes.
Quelle que soit la personne qui effectue l'installation, le processus se compose principalement de cinq étapes lorsqu'il est effectué correctement :
- Montage du lubrificateur sur ou à proximité de la machine. L'idéal est de trouver un endroit pratique pour remplir le réservoir.
- Retirer la protection de la machine et localiser les conduites de liquide de refroidissement existantes qui alimentent l'outil à tourelle traversante. Le tube MQL doit être acheminé à travers la machine et connecté à la tourelle au point où le liquide de refroidissement pénètre dans la tourelle.
- Connexion de l'air comprimé à l'entrée du lubrificateur.
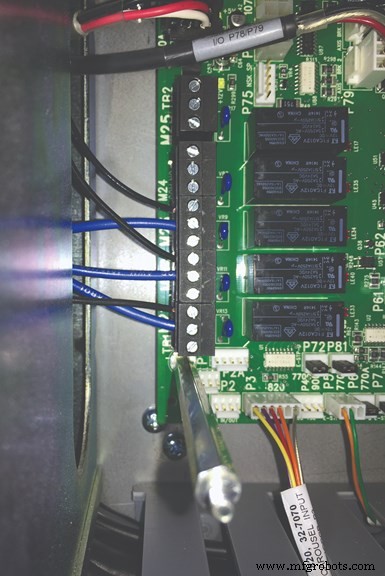
- Connexion des signaux d'alimentation et de commande à l'applicateur à partir de l'armoire de commande de la machine à l'aide des documents d'instructions de la machine. Les terminaux appropriés peuvent être localisés.
- Installation de buses sur chaque station d'outils de tourelle avec une variété d'outils pouvant être installés sur un tour CNC.
Une fois le système entièrement installé, le bon positionnement des buses est également essentiel pour assurer une application MQL réussie. "Vous pouvez avoir le système de pompage et de distribution le plus précis, mais si la buse n'est pas correctement dirigée, cela peut être un gros problème", déclare Bangma.
De plus, étant donné que du brouillard peut être généré par le processus MQL, il peut être nécessaire d'installer un collecteur de brouillard sur la machine.
Un mot sur les lubrifiants
L'utilisation d'un lubrifiant de haute qualité pour MQL est essentielle pour adhérer à la surface de l'outil et fournir une fine barrière à faible frottement entre l'outil de coupe et la pièce. Unist affirme que son Coolube, par exemple, contient non seulement des propriétés polaires qui créent une liaison solide et constante entre le lubrifiant et les surfaces métalliques, mais est également biosourcé, ce qui le rend respectueux de l'environnement et sans danger pour la peau des opérateurs.
"Coolube est hautement raffiné, exempt de beaucoup d'impuretés et d'additifs", explique Bangma. "Il se conservera très longtemps sur une étagère."
Unist Inc. | 800-253-5462 | unist.com
Équipement industriel
- Système de commande CNC M-TECH
- Démarrer un programme de lubrification
- 6 façons simples d'optimiser le programme CNC
- Contrôle de la qualité dans l'usinage CNC
- Tour avec CNC
- 6 étapes à suivre avant de créer un programme CNC
- Heidenhain lance un programme de formation CNC en ligne
- Contrôle du climat dans un atelier CNC
- Arrêt du programme CNC M-Code M00