


Progrès dans la technologie d'outillage de tourbillonnage de filets
 La nouvelle technologie de revêtement d'insert qui présente une qualité de surface sub-micro sans défaut se prête bien aux types de charge de coupe rencontrée par les inserts lors du tourbillonnage. Crédits photo :GenSwiss
La nouvelle technologie de revêtement d'insert qui présente une qualité de surface sub-micro sans défaut se prête bien aux types de charge de coupe rencontrée par les inserts lors du tourbillonnage. Crédits photo :GenSwiss
En tant que lecteur de Production Machining magazine, il y a de fortes chances que vous ayez déjà investi dans la technologie des tours suisses CNC ou que vous ayez un très vif intérêt à le faire à l'avenir. C'est peut-être le niveau de précision dont ces machines sont capables, ou peut-être envisagez-vous un travail de production de longue durée et à volume élevé et avez-vous besoin du type de capacité fourni par cet équipement.
Une chose est sûre :les opérations de filetage sont quelque chose que presque tous les ateliers d'usinage suisses rencontreront, et chaque machiniste suisse devrait être au courant des dernières avancées dans ce domaine. Après tout, un autre nom pour un tour suisse CNC, bien qu'un peu "à l'ancienne", est une "machine à vis". Bien que ce ne soit pas l'origine du surnom, la création de threads est quelque chose dans laquelle ils excellent vraiment.
En particulier, le tourbillonnage de fil est un processus de filetage couramment effectué sur les types suisses dans lequel des progrès ont été récemment réalisés. La nouvelle technologie de plaquette et les nouvelles conceptions d'outillage ont rendu cette alternative au filetage conventionnel à un seul point encore plus productive.
Mais, avant de jeter un coup d'œil aux progrès de la technologie de l'outillage de filetage par tourbillonnage, prenons un peu de recul et donnons quelques conseils à tout "nouveau-né de la douille de guidage" en examinant un aspect de l'élément de conception caractéristique des tours suisses en ce qui concerne à l'usinage de filets. Lors du filetage en utilisant une méthode traditionnelle à un seul point sur une machine suisse (ou n'importe quel tour d'ailleurs), plusieurs passes avec l'outil sont nécessaires pour atteindre la profondeur totale de la forme du filetage. Cela a tendance à ne pas être trop préoccupant avec les vis de grand diamètre qui utilisent des formes de filetage incluses à 60 degrés, car le taux d'enlèvement de métal est faible et la déviation de la pièce est minime. Par conséquent, la pression d'outil requise pour couper ces types de filetages est également relativement faible.
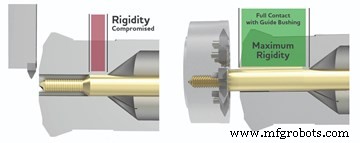
Support fourni par une douille de guidage de type suisse peut être inefficace lors de l'exécution d'un filetage en un seul point. Ce n'est pas le cas avec le tourbillonnage de fil.
Cependant, en raison de la disposition de la poupée mobile et de la douille de guidage des tours de type suisse et des caractéristiques ou des exigences de la pièce à usiner, cela peut créer une opportunité pour la pièce de "tomber" de la douille de guidage lorsqu'elle est renvoyée et à travers l'outil de filetage, entraînant une déflexion et une perte de rigidité. Ces phénomènes deviennent encore plus fréquents lorsque le diamètre principal du filetage est inférieur au diamètre de la matière première. Le support fourni par la douille de guidage est inefficace. Considérez ensuite une partie de l'enlèvement de métal nécessaire pour fabriquer des filetages de type «contrefort» plus agressifs, tels que ceux que l'on trouve couramment sur les implants chirurgicaux orthopédiques et de réparation de traumatismes conçus pour fixer l'os. Le filetage en un seul point devient un moyen moindre de faire le travail de manière rentable. Certains de ces threads profonds peuvent nécessiter jusqu'à 40 à 50 passages, selon les fonctionnalités du thread.
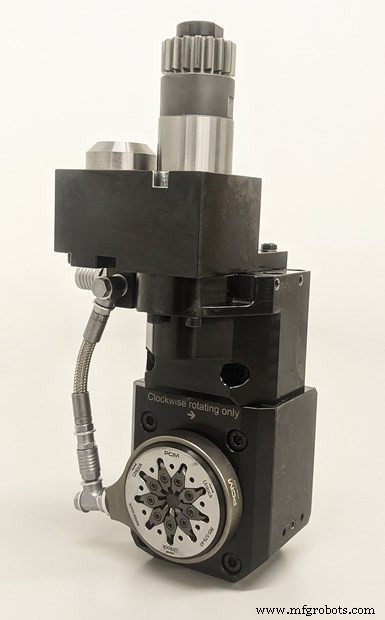
C'est ici que le tourbillonnage de fil peut être appliqué pour augmenter les capacités de production de ce type de fil. Mais comment fonctionne le tourbillonnage ? Quatre composants sont nécessaires :Un tour CNC à poupée mobile/poupée mobile; un accessoire de tourbillonnage dédié à l'outil en direct conçu spécifiquement pour ce processus ; un anneau/corps de coupe; et plusieurs inserts d'outils de coupe en carbure avec le filetage requis forment une précision rectifiée. Ces composants d'outillage fonctionnent de concert pour "tourbillonner" la barre du diamètre du stock à une forme de filetage standard ou personnalisée finie en un seul passage.
Comment est-ce accompli? L'action de coupe est un processus de fraisage similaire au fraisage de filetage de diamètre intérieur mais sur le diamètre extérieur de la pièce. Cela permet un contrôle strict de la qualité et de la vitesse de finition en garantissant que le matériau reste rigide dans la douille de guidage, mais également en modulant la charge de copeaux par dent et la vitesse de rotation de l'axe C. Par rapport au filetage en un seul point, des taux d'enlèvement de copeaux plus élevés et de meilleures finitions peuvent être obtenus en utilisant autant de fraises que possible dans le corps de fraise. Lorsqu'il est associé à une capacité de refroidissement à haute pression que l'on trouve couramment sur la plupart des machines de nos jours, la zone de coupe peut être maintenue dégagée et exempte de copeaux. En conséquence, des vitesses très élevées peuvent être atteintes, ce qui permet d'obtenir des filetages finis sans bavures en un seul passage.
La fabrication avancée de fils est un "plus"
Voyons maintenant les avancées de ce processus. Dans un monde où la technologie de fabrication progresse, les revêtements au carbure sont un acteur majeur pour aider à atteindre un débit plus élevé. Utilis AG de Suisse a récemment présenté son outillage propriétaire UHM10 TX+, qui combine un substrat en carbure et un revêtement conçu non seulement pour les applications en titane et en acier inoxydable médical, mais également pour les alliages à haute température. Cette nouvelle technologie de revêtement présente une qualité de surface sub-micro sans défaut qui se prête très bien aux types de charges de coupe rencontrées par le carbure lors du tourbillonnage. La qualité des arêtes est un aspect important du maintien de la précision de la forme du filetage et l'offre TX+ renforce l'état des arêtes sans déformer la forme de la géométrie. Ceci est essentiel lorsque le réglage de l'angle d'attaque, la position du centre de l'outil et la précision de la plaquette sont essentiels pour produire des filetages parfaits sur la pièce, en particulier sur les diamètres principaux de filetage inférieurs à 3 mm où la netteté de la crête du filetage peut être une exigence majeure.
Ajouter de la portée
Dans les formes de filets spéciaux de petit diamètre, la rigidité de la configuration et la distance par rapport à la douille de guidage peuvent devenir un problème. Ce problème a traditionnellement été résolu en obtenant une douille de guidage de nez allongée pour maintenir le stock et la pièce plus près du «cercle de vol» de l'insert de tourbillonnage afin d'empêcher le développement d'harmoniques de finition et d'insert. Comme toute personne qui a utilisé une douille de guidage de nez allongée peut en témoigner, cela peut parfois devenir encombrant car tous vos outils de tournage traditionnels doivent maintenant être déplacés vers l'extérieur de la plaque d'outil pour compenser le décalage de la douille de guidage. Un important travail de réglage supplémentaire est donc nécessaire pour permettre à l'opération de tourbillonnage de fonctionner avec ces pièces à usiner de plus petit diamètre. Une alternative consiste à rapprocher le cercle de vol de la plaquette de la pièce à usiner. Pour une large sélection d'accessoires de tourbillonnage disponibles dans le commerce (soit auprès des constructeurs OEM de machines-outils, soit sur le marché secondaire d'entreprises telles que GenSwiss), il existe désormais des bagues de coupe avec des décalages positifs intégrés dans le positionnement du cercle de vol de la plaquette.
Bien que les lecteurs d'outils en direct puissent fournir des vitesses de 5 000 à 10 000 tr/min, le tourbillonnage ne nécessite généralement que 2 000 à 3 000 tr/min.
Par exemple, supposons que le positionnement de l'outil de tourbillonnage en direct d'un tour ait une distance de 15 mm entre la douille de guidage standard et l'axe de la plaquette en carbure. Le travail nécessite le tourbillonnage d'un filetage de type contrefort à double pas de 2,5 mm de diamètre principal en titane 6AL-4V. L'atelier dispose déjà de barres de petit diamètre pour produire ces pièces filetées. Bien que ce filetage soit bien adapté au tourbillonnage, le diamètre signifie qu'il faut faire particulièrement attention au contrôle des vibrations qui peuvent se produire en coupant deux fils en même temps à partir du diamètre du stock. C'est ici qu'un anneau décalé qui rapproche le cercle de vol de l'insert de la douille de guidage de longueur standard pour compenser une partie de cette distance brille. Une simple correction du décalage de l'axe Y peut être effectuée pour recentrer la forme de la plaquette sur la position de coupe de la barre. Il est souvent possible de réussir en utilisant une bague décalée sans bague de guidage de nez allongée.
Accélérez et refroidissez
De nombreux tours suisses modernes proposent désormais des entraînements d'outils en direct capables de vitesses beaucoup plus rapides dès la sortie de la boîte, en grande partie grâce aux progrès de la technologie des moteurs intelligents, mais également poussés par la nécessité d'une vitesse de rotation plus élevée pour une utilisation avec des micro-outils. De nombreux modèles offrent des vitesses d'outillage en direct de 5 000 à 10 000 tr/min sur l'entraînement d'outillage en direct. Une considération qui doit être prise en compte lors de la mise en œuvre du tourbillonnage sur un travail est tout travail de micro fraisage en bout ou de perçage qui pourrait devoir être effectué en plus du tourbillonnage du filetage. Les travaux de tourbillonnage ont tendance à ne nécessiter que 2 000 à 3 000 tr/min au niveau de l'outil motorisé pour la plupart des applications, alors qu'un micro-usinage supplémentaire peut nécessiter que le moteur tourne à pleine vitesse disponible, soumettant la broche de tourbillonnage à des vitesses auxquelles elle n'aurait peut-être pas besoin d'être actionnée autrement. /P>
Si vous lisez ceci et que vous ne comprenez pas la signification ici, sachez que la plupart des modèles de machines suisses entraînent tous les outils en direct sur les positions d'outils à partir d'un seul moteur. Ainsi, lors de l'utilisation d'une perceuse ou d'une fraise en bout, la broche de tourbillonnage tournera également à cette vitesse plus élevée lorsqu'elle n'est pas dans la coupe, ce qui la soumettra à un kilométrage supplémentaire sur son odomètre bien qu'elle ne fasse pas de copeaux pendant ces opérations à régime plus élevé. Un très bon moyen d'optimiser la configuration pour obtenir non seulement la meilleure productivité de la machine, mais aussi pour obtenir une plus grande longévité de votre broche de tourbillonnage et d'autres outils en direct est de l'associer à une unité de broche à grande vitesse, ce qui peut aider à réduire la vitesse globale du moteur faisant fonctionner l'outillage entraîné tout en maintenant la vitesse de surface optimale pour le fonctionnement du micro-outil. Les broches multiplicatrices de vitesse entraînées par engrenages sont facilement disponibles pour de nombreuses marques et modèles de machines suisses.

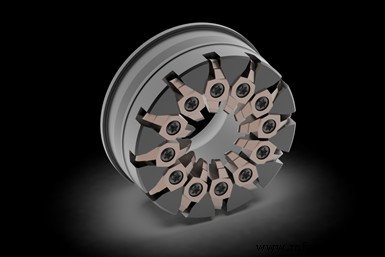
Les accessoires de tourbillonnage à travers le liquide de refroidissement et les anneaux de coupe peuvent assurent une distribution fiable du liquide de refroidissement directement dans la zone de coupe pour aider à évacuer les copeaux et maintenir le pouvoir lubrifiant et la durée de vie de l'outil. (L'image en médaillon montrant la bague coupante avec les inserts retirés révèle les orifices sur le diamètre intérieur de la bague.)
Une autre considération de configuration qui ne doit jamais être négligée est la capacité à fournir un refroidissement et une évacuation des copeaux adéquats de la zone de coupe. Auparavant, cela était souvent réalisé en acheminant une conduite de liquide de refroidissement à haute pression vers la zone de coupe et en dirigeant soigneusement le jet à l'aide de tubes flexibles. Ceci est efficace pour nettoyer la puce granulaire créée par l'action tourbillonnante, mais peut être fastidieux à régler et à viser parfaitement, ce qui ajoute un temps de configuration coûteux au travail. Entrez les accessoires de tourbillonnage et les anneaux de coupe équipés de jets de refroidissement, développés par PCM Willen SA de Suisse pour sa gamme d'accessoires de tourbillonnage.
Cette nouvelle configuration simplifiée peut assurer une distribution fiable du liquide de coupe et diriger le fluide de coupe directement vers la zone de coupe, aidant à évacuer les copeaux et à maintenir le pouvoir lubrifiant et la durée de vie de l'outil. Le liquide de refroidissement/l'huile haute pression est poussé à travers la bague de coupe elle-même et dans les canaux de liquide de refroidissement internes à la bague de coupe. Les jets d'huile haute pression sont légèrement inclinés et calibrés pour fonctionner avec la longueur de jauge de l'insert, éliminant ainsi toute question de savoir si la lubrification et le refroidissement optimal sont atteints. L'avantage supplémentaire de la nouvelle conception de l'anneau de refroidissement est qu'il peut également être fixé à l'arrière de l'accessoire de tourbillonnage via de petites vis de verrouillage à ressort, ce qui peut faire gagner encore plus de temps lorsqu'il est nécessaire d'indexer l'insert en carbure sur un nouveau bord. Les lignes haute pression à dégagement rapide facilitent plus que jamais le remplacement ou l'indexation des inserts.
Restez devant
Ne vous méprenez pas, les filetages de vis agressifs continueront d'être un élément de base dans l'industrie orthopédique médicale et il n'y a pas de meilleur moyen de les produire de manière fiable avec la vitesse, le niveau de finition et le contrôle de la qualité que par tourbillonnage. Des économies de coûts peuvent également être réalisées en passant au tourbillonnage pour des filetages plus basiques tels que les filetages UNC/UNF sur de longues pièces, en particulier lorsque vous travaillez avec des matériaux qui produisent des copeaux ductiles filandreux ou des applications qui nécessitent une segmentation du filetage pour éviter la chute de la douille de guidage. En vous assurant que vos processus utilisent la technologie d'outillage de pointe disponible, votre exploitation sera en mesure de rester compétitive et d'avoir une longueur d'avance pour les années à venir.
Équipement industriel
- Diamètre de filetage mineur vs majeur des fixations
- Les équipes de F1 excellent avec la technologie des blocs d'outillage
- Trois avancées de la logistique intelligente à surveiller
- C# - Multithreading
- Progrès en nanotechnologie
- Accessoires de tourbillonnage pour vis de type suisse
- Outillage pour machines de type suisse
- Technologie de mouvement linéaire
- Les dernières avancées dans la fabrication de chariots élévateurs et la technologie des chariots élévateurs