


Modèles de roulement de compactage d'asphalte pour aider à atteindre la densité et la production cibles
Les entrepreneurs en pavage en savent beaucoup sur le mélange qu'ils utiliseront sur les projets. La plupart d'entre eux savent exactement combien de tonnes d'enrobés la centrale d'asphalte peut produire sur une base horaire. Ils connaissent la capacité de stockage des silos et déterminent si l'usine fournira du mélange pour un seul projet ou pour plusieurs projets en même temps. Lorsqu'un entrepreneur doit acheter un mélange à un producteur, le nombre de tonnes de mélange à acheter est généralement un élément contractuel et un approvisionnement prévisible.
Les entrepreneurs connaissent également la taille et la capacité des camions de transport utilisés pour livrer l'enrobé à chaud (HMA) au projet. Par expérience, les entrepreneurs estiment le temps de transport aller-retour de l'usine au chantier et déterminent le nombre de chargements que chaque camion peut livrer par unité de temps.
Mais en ce qui concerne la pose et le compactage de l'asphalte, les prédictions sur la productivité sont moins certaines. Surtout pour le compactage, les variables de la quantité de HMA produite et du moment où elle est livrée influencent la température de l'asphalte lorsqu'il est compacté. La température du mélange est l'élément le plus critique du compactage. Maintenir les compacteurs dans la zone de roulement appropriée pour atteindre la densité cible nécessite les bons modèles de roulement d'asphalte.
BONNES PRATIQUES DE COMPACTAGE DE L'ASPHALTE
Les fabricants de compacteurs enseignent plusieurs procédures d'opérateur pour augmenter la productivité. Étant donné que presque tous les laminages de pannes utilisent aujourd'hui des compacteurs vibrants à double tambour, les meilleures pratiques suivantes se concentrent sur l'utilisation de ce type de compacteur.
Effectuer le premier passage vers le finisseur avec vibration activée.
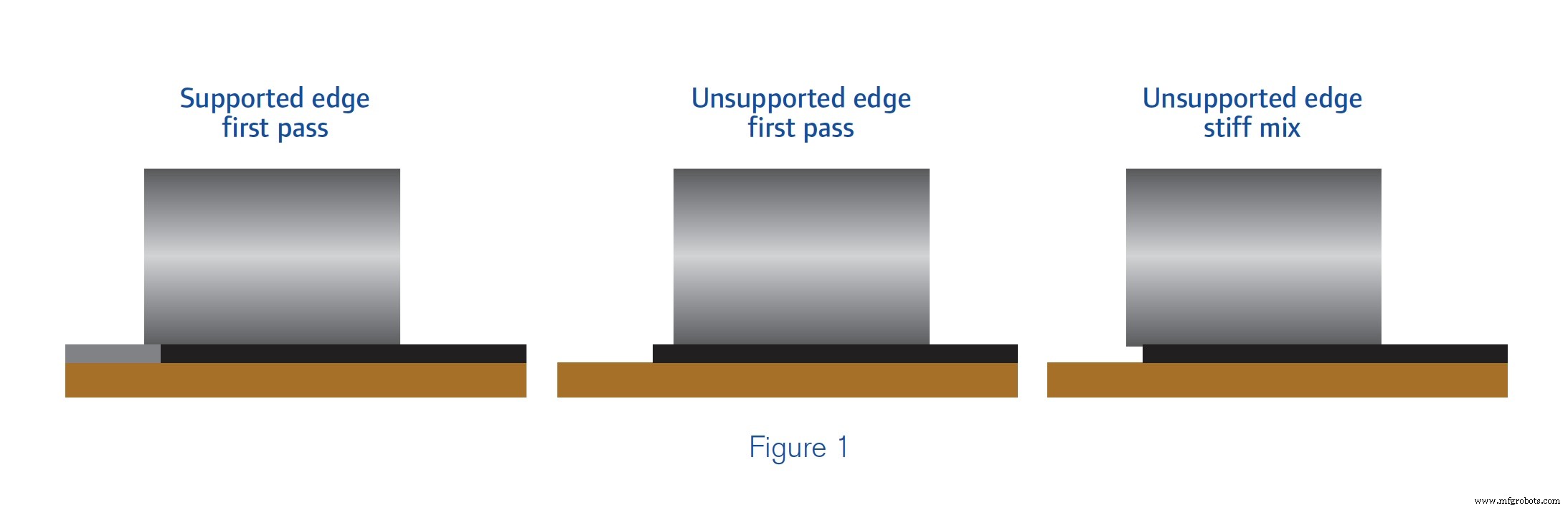
La première passe permet d'obtenir la plus grande réduction des vides d'air car la viscosité du mélange est faible et la capacité de réorganiser les particules d'agrégats dans une orientation plus proche est élevée. Si le bord de la chaussée est soutenu contre le mouvement latéral, l'opérateur doit chevaucher légèrement le joint entre les panneaux froids et chauds. Plus l'opérateur est qualifié, plus le chevauchement du joint nécessaire est étroit. La plupart des opérateurs n'ont besoin que de 3 à 4 pouces (75 à 100 millimètres) de chevauchement. Si le bord de la chaussée n'est pas supporté, l'opérateur doit effectuer ce premier passage à 6 à 8 pouces (150 à 200 millimètres) du bord pour réduire la poussée latérale du tapis. Les mélanges plus fermes peuvent ne pas nécessiter cette précaution. La figure 1 montre la bonne orientation du tambour par rapport à la chaussée lors du premier passage.
Arrêter le mouvement vers l'avant du compacteur, rouler en un léger arc vers le centre du panneau, à une distance de sécurité derrière le finisseur et l'équipe.
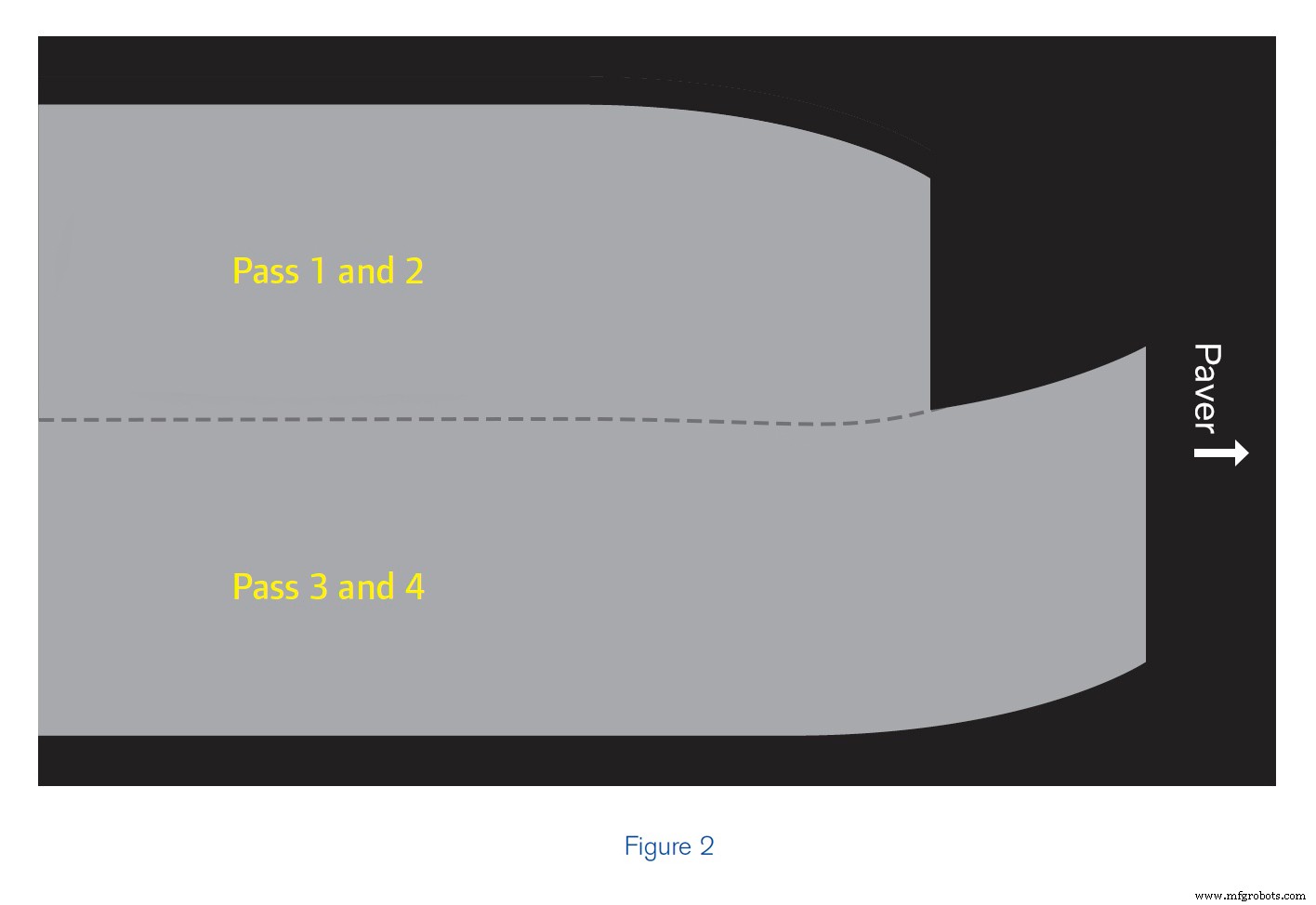
La raison de l'arrêt sur un angle est de faciliter le déploiement des dépressions du tambour lors du passage suivant. Cela permet d'éviter la formation de bosses sur la chaussée. La figure 2 montre la technique. La passe sur le côté gauche du panneau s'arrête en arc de cercle et le compacteur revient sur le même chemin. La passe avant suivante se trouve sur le côté droit du panneau, passant la passe avant précédente, avec un arc vers le centre du panneau. Cette technique permet au compacteur d'obtenir une densité plus uniforme en restant dans la même plage de température à chaque passage côte à côte.
Roulez la fin de chaque passe suivante au-delà de la fin de la passe adjacente et précédente.
Ceci est également illustré à la figure 2. Le fait de suivre le mouvement vers l'avant du finisseur maintient le compacteur à pannes dans la même plage de température relative du tapis que le finisseur. La limitation de la longueur de la zone de roulement de l'asphalte de ventilation aide le compacteur avant à suivre le finisseur. Il n'y a pas de technique plus importante dans le compactage, en particulier pour l'asphalte coulé en pierre (SMA) et les mélanges Superpave.
OBTENIR UNE DENSITÉ D'ASPHALTE OPTIMALE
Achever le laminage avant que le mélange ne refroidisse en dessous d'une température compatible avec l'atteinte de la densité cible. Cette technique remplit deux objectifs. Pour la plupart des mélanges, il permet d'atteindre la production la plus élevée. Pour les mélanges tendres, cela permet d'atteindre la densité avant que le mélange ne commence à montrer de l'instabilité.
Compactez le joint pour une densité uniforme. L'une des lacunes les plus courantes rencontrées dans les chaussées en enrobé à chaud est la faible densité de joints. Une faible densité au niveau du joint est causée par une mauvaise technique de pavage, un scellement et un ratissage excessifs, une mauvaise pratique de roulage ou une combinaison de ceux-ci. Une mauvaise pratique de roulage peut être surmontée par une formation appropriée des opérateurs de compacteur et par l'expérience.
SÉLECTION D'UN COMPACTEUR EN FONCTION DE LA LARGEUR DE ROULAGE EFFICACE
La longueur du tambour du compacteur n'est pas la véritable mesure de la capacité de production du compacteur. La largeur effective du tambour (EDW) est plutôt la mesure importante. La différence entre l'EDW et la longueur du tambour peut être significative. Généralement, ces deux dimensions sont à moins de 10 %. Plusieurs exemples de la figure 3 illustrent cette relation.
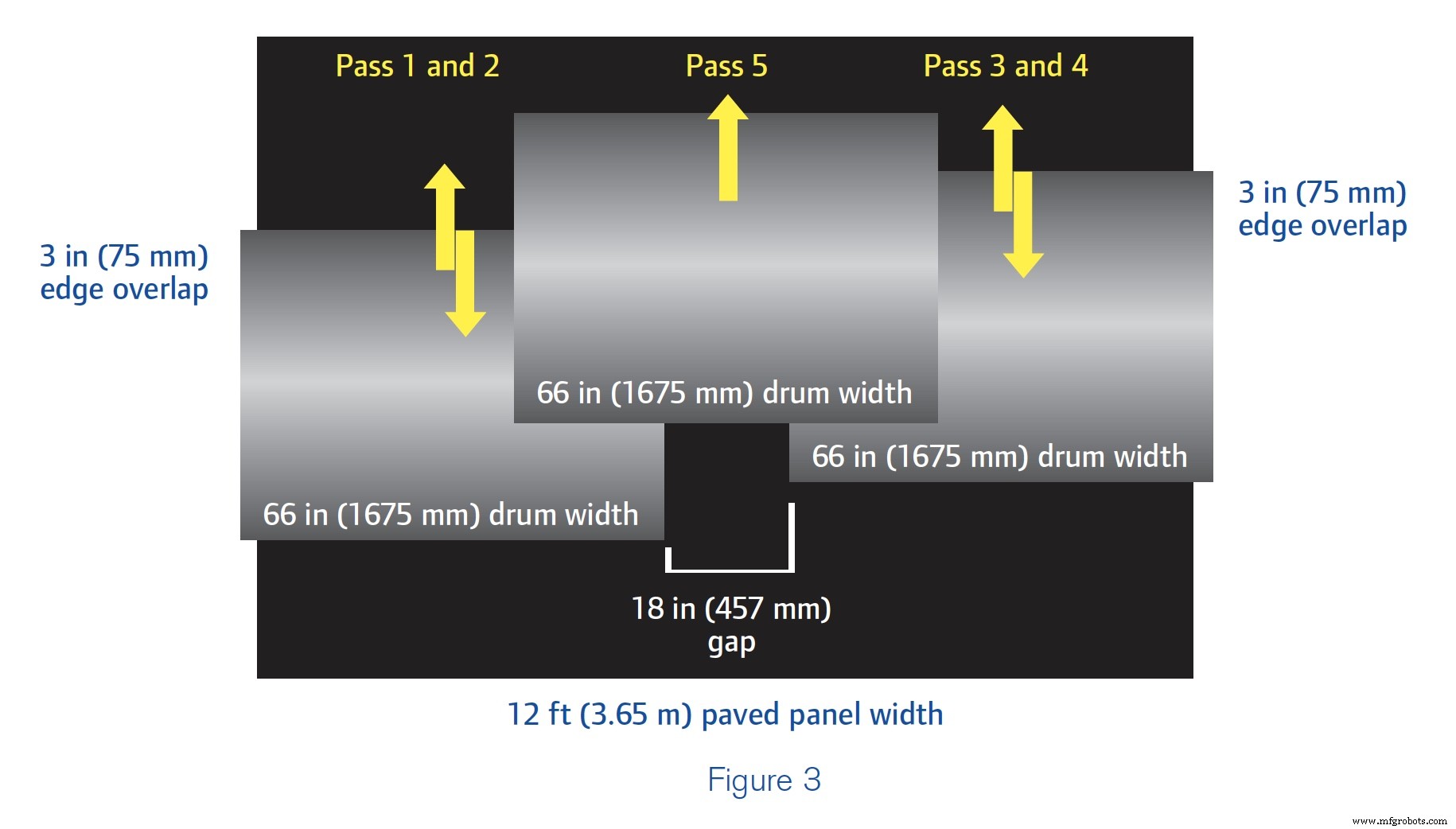
La largeur du panneau pavé de la figure 3 nécessite trois passages côte à côte du compacteur pour assurer une couverture complète. Malheureusement, même le meilleur opérateur ne parviendra pas à obtenir une densité de chaussée uniforme lors de la réalisation d'un modèle de roulement comme celui illustré, car les forces de compactage ne sont pas appliquées uniformément sur toute la largeur du panneau. Le cinquième passage chevauche les surfaces de chaussée compactées au cours des quatre premiers passages, mais ne donne qu'un seul passage sur les 18 pouces (457 millimètres) du milieu du panneau. Cela signifie que la densité sera la plus faible au centre, légèrement plus élevée dans les quarts extérieurs du panneau et la plus élevée dans les sections où trois passages de tambour ont été effectués. Cela ne répond pas aux exigences nécessaires. La faible largeur de roulement interfère également avec la capacité de l'opérateur à suivre le finisseur.
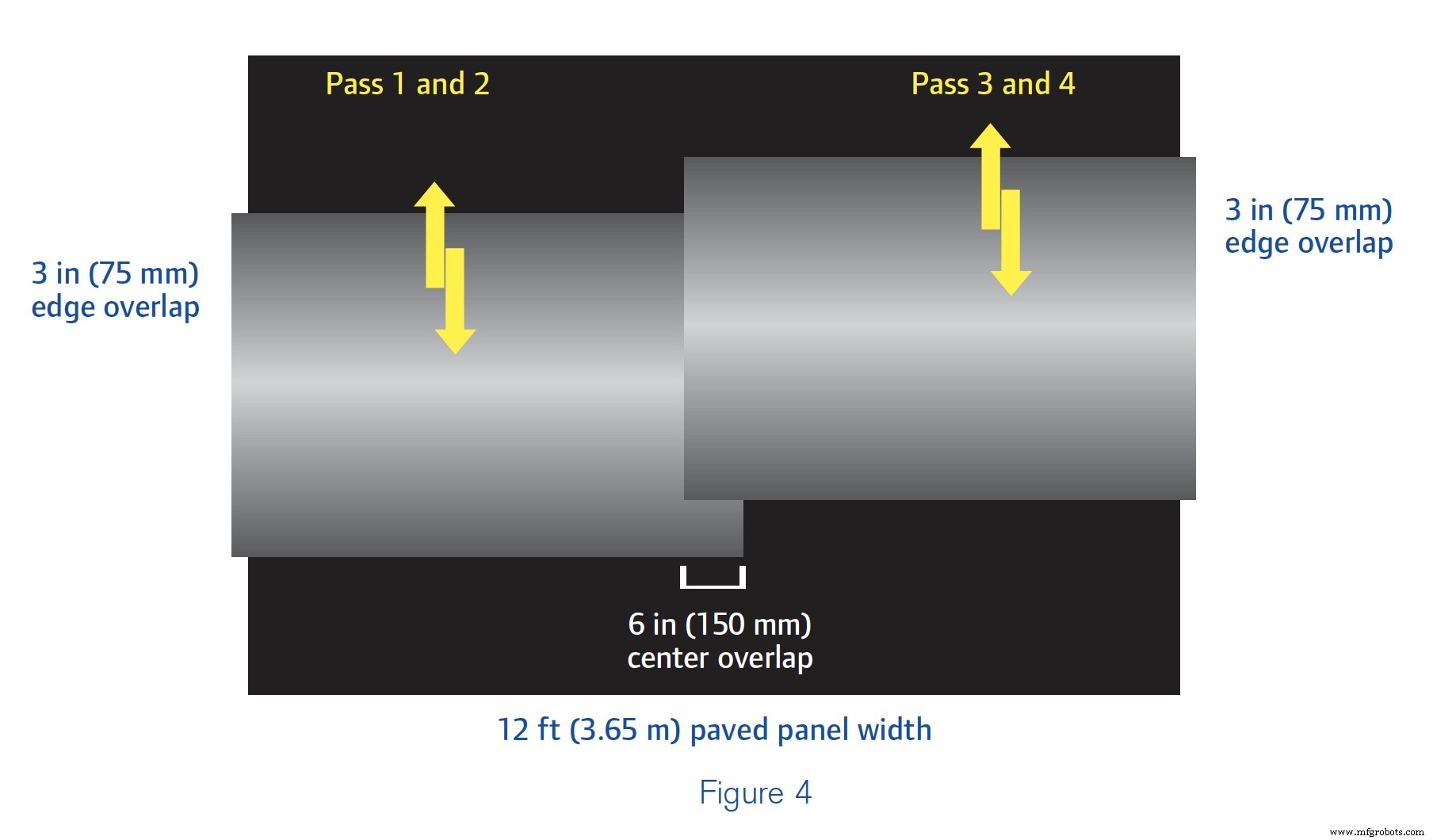
Remarquez dans la Figure 4 que seulement deux passages côte à côte sont nécessaires pour couvrir complètement la même largeur de panneau de la Figure 3. Cela est dû à un compacteur avec un EDW plus large. L'opérateur bien formé sur un compacteur avec des tambours de 78 pouces (1980 millimètres) peut compacter le panneau avec une couverture uniforme, sauf au centre exact où les passages côte à côte se chevauchent légèrement. L'utilisation de cette technique de laminage par répartition permet d'obtenir une densité uniforme sur tout le panneau et aide à répondre aux exigences.
Il est également possible d'avoir des tambours trop larges pour le panneau. Dans la figure 5, les tambours du compacteur ont une largeur de 84 pouces (2 135 millimètres).
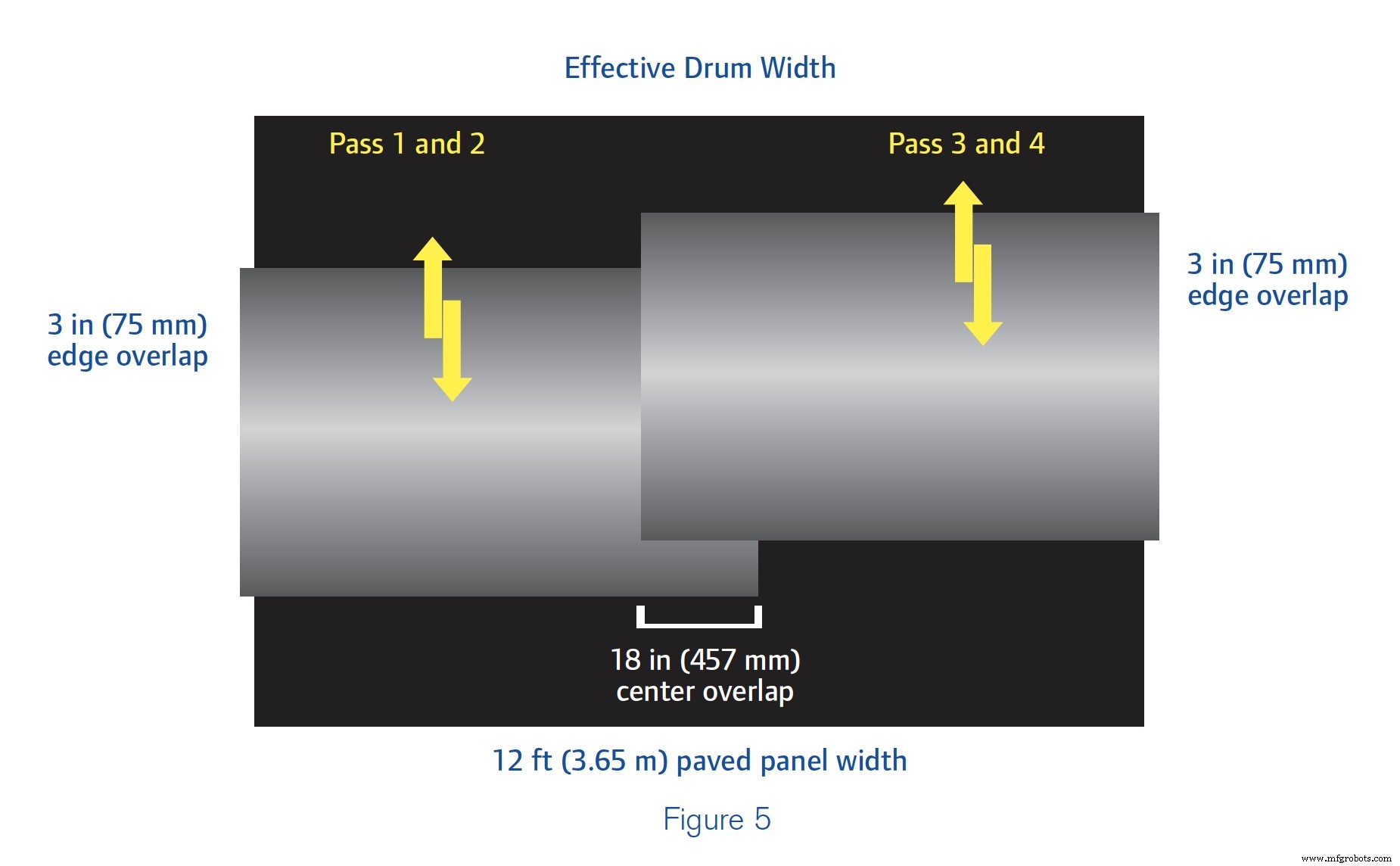
Le centre du panneau reçoit deux fois plus de force de compactage que les sections extérieures. Parce qu'un compacteur avec des tambours trop larges pour la chaussée a été utilisé, les résultats de laminage de panne ne répondront pas aux exigences. De plus, le plus gros compacteur a des coûts de propriété et d'exploitation plus élevés, ce qui réduit le retour sur investissement pour l'entrepreneur.
C'est la raison pour laquelle presque tous les fabricants produisent des compacteurs de classe autoroute avec des tambours en trois largeurs de base :66, 78 et 84 pouces (1 675, 1 980 et 2 135 millimètres).
La contribution majeure du compacteur au train de pavage est la capacité à atteindre la densité. La sélection d'une taille de compacteur est parfois basée sur ce qui se trouve dans la flotte d'un entrepreneur. Étant donné qu'il est aussi important de suivre le rythme du finisseur que d'obtenir une densité uniforme, l'attention portée à la sélection du compacteur et aux schémas de roulement présente des avantages, en particulier dans la réussite de la réalisation des spécifications.
En savoir plus sur les bases du compactage de l'asphalte.

Équipement industriel
- Quelle est la différence entre la production de masse et la production personnalisée ?
- Adresses et pointeurs C Pass
- Poupée coulissante automatique pour tournage suisse et de production
- Qu'est-ce qu'un compacteur et comment est-il utilisé dans la construction
- Qu'est-ce qu'un compacteur et comment choisir le bon ?
- Prototypage et production à court terme avec moulage sous pression
- Processus de laminage à chaud et à froid
- Comment la production et la conception basées sur la durabilité peuvent améliorer l'efficacité
- Priorité à la planète et aux objectifs commerciaux avec une production basée sur le développement durable