


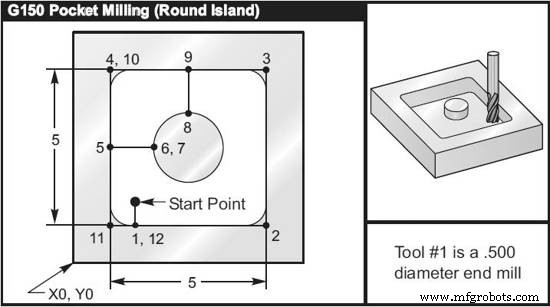
Exemple de programme de fraisage de poche Haas G150 avec un îlot rond
Soumis par :Machiniste
Dessin/Image
Programme CNC
Main Program % O03010 T1 M06 (Tool is a 0.500” diameter endmill) G90 G54 G00 X2. Y2. (XY Start Point) S2500 M03 G43 H01 Z0.1 M08 G01 Z0. F30. G150 P3020 X2. Y2. Z-0.5 Q0.5 R0.01 J0.3 K0.01 G41 D01 F10. G40 G01 X2. Y2. G00 Z1. M09 G53 G49 Y0. Z0. M30 % Subprogram % O03020 (Subprogram for G150) G01 Y1. (1) X6. (2) Y6. (3) X1. (4) Y3.5 (5) X2.5 (6) G02 I1. (7) G02 X3.5 Y4.5 R1. (8) G01 Y6. (9) X1. (10) Y1. (11) X2. (12) (Close Pocket Loop) M99 (Return to Main Program) %
commande numérique par ordinateur
- Fanuc G20 Mesure en pouces avec exemple de programme CNC
- Exemple de programme Haas G71
- Exemple de programme de fraisage CNC à cycle pré-programmé de perçage G81
- Exemple de programmation de fraiseuse CNC pour débutants
- Exemple de programme L930 Fraisage de poche circulaire Sinumerik 840C
- Fraisage de rainures d'un exemple de programme CNC
- Exemple de programme de chanfrein et de rayon avec G01
- Cycle pré-programmé de perçage G82 avec programme d'exemple de fraisage CNC d'arrêt
- Appel de sous-programme local Haas CNC M97 avec exemple de programme CNC