


Rotation des coordonnées Fanuc G68 – Exemple de sous-programme
Exemple de code de programme CNC pour montrer comment le code g de rotation de coordonnées Fanuc G68 peut être utilisé dans un sous-programme pour tirer le meilleur parti de ses fonctionnalités.
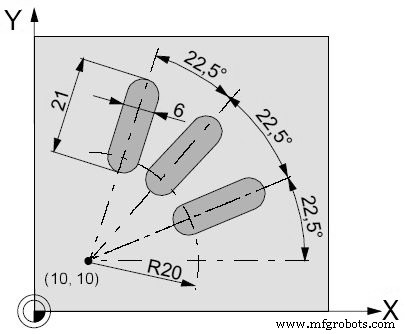
Exemple de rotation de coordonnées G68
Programme principal
N5 G54 N10 G43 T10 H10 M6 N15 S2000 M3 F300 M98 P030100 ; Subprogram call N25 G0 Z50 N30 M30
Sous-programme
O0100 N10 G91 G68 X10 Y10 R22.5 N15 G90 X30 Y10 Z5 N20 G1 Z-2 N25 X45 N30 G0 Z5 N35 M17
Liste des codes G Bridgeport – Usinage CNC
Codes G et codes M des machines CNC – Fraisage et tour CNC
commande numérique par ordinateur
- Exemple de programme CNC de cycle de rainurage Fanuc G75
- Exemple de programme CNC Fanuc
- Fanuc G20 Mesure en pouces avec exemple de programme CNC
- Exemple de programmation de tour CNC Fanuc
- G90 Cycle de tournage Fanuc – Exemple de code de programme CNC
- Exemple de programme CNC de cycle de surfaçage Fanuc G94
- Exemple de programme de cycle fixe de surfaçage Fanuc G72
- Rotation des coordonnées Fanuc G68
- Liste des codes G Fanuc