


G41 Exemple de compensation de rayon de fraise G40 Programme de fraisage CNC
L'exemple de programme de compensation de rayon de fraise montre comment G41, G40 peuvent être utilisés dans un programme de fraisage cnc.
Le code de compensation de fraise utilisé dans ce programme est,
- G41 Compensation de rayon de fraise à gauche
- Annulation de la compensation du rayon de fraise G40
Exemple de compensation de rayon de fraise
Exemple de compensation de rayon de fraise G41 G40
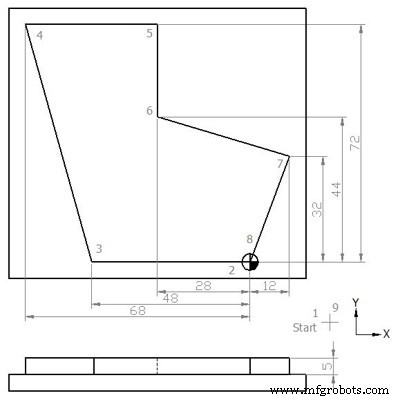
N5 G00 G54 G64 G90 G17 X20 Y-20 Z50 N10 S450 M03 F250 D01 (12.5 MM DIA) N15 C0 N20 Z5 N25 G01 Z0 N30 Z-5 N35 G41 X0 Y0 N40 X-48 N45 X-68 Y72 N50 X-28 N55 Y44 N60 X12 Y32 N65 X0 Y0 N70 G40 X20 Y-20 N75 G00 Z50 N80 Y100 N85 M30
Pièce finie
Une fois le processus d'usinage terminé, le composant ressemblera à
Exemple de compensation de rayon de fraise Pièce finie
Explication du G-Code CNC
G00 :Avance rapide.
G54 :Zero Offset no. 1.
G64 :Mode contour continu.
G90 :Système de cotation absolue.
G17 :Sélection du plan X-Y.
G41 :Activation de la compensation du rayon de fraise (mouvement à gauche)
G40 :Compensation de rayon de fraise désactivée
S :Vitesse de broche
F :Avance de mouvement d'axe
M :Rotation de la fraise (3=sens horaire, 4=sens anti-horaire)
D :Correcteur d'outil non
commande numérique par ordinateur
- Exemple de programme CNC Fanuc
- Exemple de programme de cycle de perçage CNC G81
- Fraisage de rainures d'un exemple de programme CNC
- Exemple de cycle de taraudage G84 Programme CNC
- Comment usiner un cercle complet de code d'exemple de programme CNC
- Exemple de programme de rayon/chanfrein de fraiseuse CNC Sinumerik 810
- Exemple de programmation Sinumerik 810 Fraiseuse CNC
- Programme de fraisage CNC avec compensation de rayon de fraise G41 à gauche
- Arc de fraisage à l'aide d'un exemple de programme CNC G2 I &J