


Faire des trous filetés :Considérations pour un trou taraudé
Le filetage est l'un des processus d'usinage les plus importants. Il est utilisé pour créer des filetages de vis, qui sont utilisés pour assembler des matériaux et des composants.
Les trous filetés sont très courants dans la fabrication. En raison de leur polyvalence et de leur facilité d'utilisation, ils sont si polyvalents qu'ils peuvent être trouvés dans tout, des automobiles aux avions.
Mais tarauder des trous filetés n'est pas aussi simple qu'on le pense. Il est donc important de connaître toutes les différentes technologies de filetage usiné disponibles afin de pouvoir faire le meilleur choix pour vos projets. Les informations suivantes vous aideront à mieux comprendre le taraudage d'un trou fileté.
Qu'est-ce qu'un trou fileté ?
Un trou fileté est un trou qui a été fileté ou taraudé, avec des filetages internes. C'est un trou circulaire utilisé pour les processus de taraudage et de forage. Pour créer des filetages sur les parois du trou percé, vous pouvez utiliser le processus de taraudage, et il se produit dans une zone et un site où les boulons et les écrous ne peuvent pas fonctionner, comme dans les métaux.
Parfois, les trous filetés sont également appelés trous taraudés. Ce type de trou est utilisé lorsqu'il est nécessaire de relier deux pièces entre elles à l'aide d'une fixation telle qu'une vis ou un boulon. Les filetages dans le trou offrent une résistance afin que la fixation ne se desserre pas avec le temps et facilitent également le retrait de la fixation si nécessaire.
Qu'est-ce qu'un trou taraudé ?
Le trou taraudé est un type de trou utilisé pour créer des filetages internes. Il est créé en perçant un trou dans le matériau, puis en utilisant un taraud pour couper des fils dans les parois du trou. Les trous taraudés se trouvent généralement dans les composants métalliques qui doivent être fixés ensemble, comme dans le cas d'un écrou et d'un boulon.
Le trou taraudé présente de nombreux aspects similaires à un avant-trou. Les deux sont utilisés pour créer un filetage dans une pièce afin qu'une vis ou un boulon puisse être inséré. Une différence clé entre les deux est qu'un trou taraudé est déjà fileté et n'a besoin que d'un outil pour créer le filetage d'accouplement, tandis qu'un avant-trou doit d'abord être percé avant de pouvoir être taraudé.
L'importance de créer un trou taraudé

Les trous taraudés sont des aspects essentiels des pièces de machine , et vous pouvez utiliser une machine CNC pour ajouter un trou. Dans le processus de taraudage, vous pouvez créer des filetages sur les parois du trou percé. La vis à métaux ne peut pas créer ses propres filetages. Si vous souhaitez enfoncer une vis dans un matériau métallique, vous avez besoin d'un trou taraudé et ajoutez des éléments filetés à un processus de machine CNC.
Chaque fonctionnalité s'ajoutera de manière appropriée aux pièces filetées, et la plupart des filetages peuvent choisir en fonction de leurs fonctionnalités. Voyons pourquoi il est important de créer un trou taraudé.
1. Connexion
Si vous souhaitez visser un boulon ou une vis dans les métaux, cela peut permettre de fixer deux pièces avec plus de fiabilité. Le filetage peut fixer de façon permanente un boulon, un écrou et une vis avec un métal.
2. Transport facile
Un trou taraudé facilite l'assemblage de pièces et de produits minuscules pour l'expédition afin de réduire considérablement les coûts de main-d'œuvre.
3. Opération simple
Il peut fournir une place pour les fixations à vis et les trous taraudés. Vous pouvez enfoncer une vis ou un boulon sur du métal plus facilement sans faire de trou pilote.
Vous pouvez créer des filetages sur le côté intérieur du trou de perçage, et cela prend moins de temps que le processus de perçage d'un boulon, d'un écrou ou d'une vis dans le bois. Le taraudage d'un trou peut répondre aux exigences de votre projet, que vous ayez besoin d'un trou traversant ou d'un trou borgne.
Comment faire un trou avant de tarauder ?
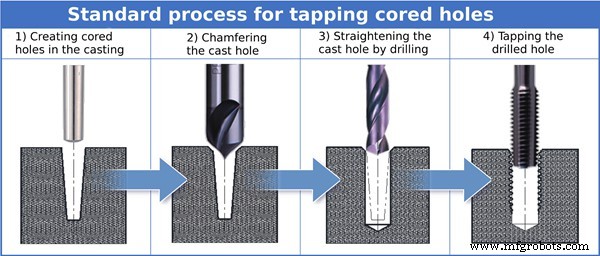
Il est essentiel d'avoir des trous droits, de bonne taille et de taille appropriée pour le filetage dans le processus de fabrication de trous. Le facteur de perçage (surdimensionné) des machines à la pointe de la technologie est en grande partie supprimé, mais il a une grande importance dans le processus de perçage, il est donc essentiel de réfléchir à la manière de percer un trou avant de tarauder.
Un trou taraudé a été formé à l'aide d'un taraud et d'un foret. Un foret pilote peut faire le trou initial, tandis qu'un foret taraud est principalement utilisé pour couper les filets dans un trou taraudé. Après avoir inséré une vis, ses filetages extérieurs (filetages externes) peuvent s'enrouler dans les filetages internes. Les filetages internes peuvent créer un peu de taraudage dans un trou taraudé.
Certains machinistes utilisent encore les anciennes règles et normes et taraudent les tableaux de forage pour un trou fileté. Un exemple de filetage est qu'ils utilisent une matrice 17/32 et un foret à tarauder pour 5/8-11, ces pourcentages de filetage rendent parfois le travail plus compliqué. Par conséquent, il est nécessaire de bien comprendre la norme de filetage et l'utilisation des différents outils de taraudage avant de tarauder le trou.
Avant de faire un trou fileté, vous pouvez obtenir différentes options pour la taille du foret pilote et la taille du taraud, trouver un expert qui comprend le taraud et les différentes tailles de filetage peuvent faire une grande différence pour votre projet.
Que sont les trous borgnes et les trous débouchants ?
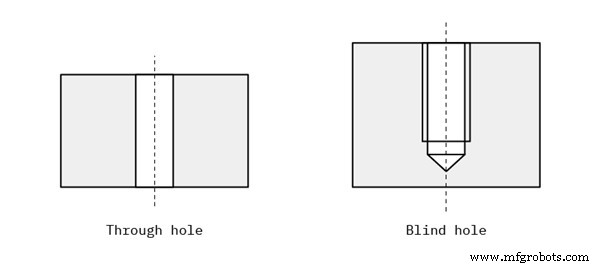
Il existe deux types de trous pour la définition des trous filetés. Chaque type de trou nécessite des considérations spécifiques pour s'assurer que les trous filetés sont faciles à usiner.
Trou borgne :Ce trou a une certaine profondeur et ne peut pas traverser toute la pièce. La profondeur doit être fixée séparément. Le fond du trou peut se terminer sur une surface plane ou se terminer par un cône.
Trou traversant ou trou de dégagement :Un trou peut traverser toute la pièce dans un trou traversant. La profondeur d'un trou traversant est l'épaisseur d'une paroi particulière. À l'aide d'un boulon, d'une vis et d'écrous, vous devez utiliser un trou traversant pour une procédure facile.
Quelles sont les différences entre le perçage et le taraudage ?
La principale différence entre le perçage et le taraudage réside dans la séquence et les performances des fonctions et du foret. Ce processus se produit d'abord pour faire un trou rond et lisse à l'aide d'un foret, appelé forage.
La formation d'un trou taraudé est complétée à l'aide d'un foret taraud et d'un foret dans lequel le foret pilote forme initialement le trou et peut ensuite couper les filets à l'aide d'un foret taraud. Les tarauds peuvent traiter la plupart des types de matériaux tels que l'aluminium, l'alliage d'acier, l'acier et la fonte,
Ce trou rond et lisse est réalisé dans ce processus, tandis que de l'autre côté, lorsqu'un trou est percé, un processus de taraudage se produit pour créer des filets en appliquant un taraud à l'intérieur du trou.
À l'exception de ces processus, la création de filetages peut accomplir et accueillir l'extérieur d'un objet cylindrique dans un processus de découpe à l'aide d'une matrice. Les filetages d'un boulon sont un exemple de découpe.
Trois types de tarauds pour le filetage
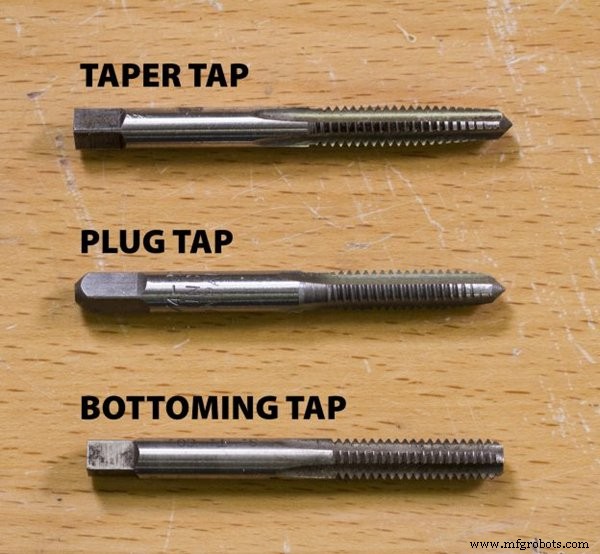
Les principaux types de tarauds sont :tarauds à fiche, tarauds coniques, tarauds inférieurs.
Ces types sont utilisés et conçus pour remplir une fonction ou un objectif spécifique et peuvent s'enfiler spécifiquement autour de n'importe quel trou qui leur est lancé.
Tarauds coniques
Un taraud conique a une pointe conique et un léger angle par rapport aux filets, également appelé chanfrein. Habituellement, les sept à dix premiers fils ne sont pas complètement formés. L'angle conique des filets permet de démarrer les filets beaucoup plus facilement que si vous commenciez avec un taraud inférieur. Ce type de taraud est généralement utilisé pour commencer un nouveau filetage dans un trou.
Si le trou à tarauder est très grand ou si le matériau est très dur, il n'est pas recommandé d'utiliser un taraud conique. Dans ces cas, il est préférable d'utiliser un taraud à pointe en spirale à la place. Les tarauds coniques ne sont pas non plus recommandés pour les trous borgnes (trous qui ne traversent pas tout le matériau).
Branchez les robinets
Les robinets à prise se produisent entre un cône et un robinet inférieur, et pour cette raison, on l'appelle également un «deuxième robinet». Les tarauds ont besoin de plus de force pour tourner car ils coupent plus de filets à la fois.
Les robinets à prise sont le meilleur exemple pour réparer les filetages qui nécessitent un peu de fixation. Les tarauds à bouchon sont parfaits pour tarauder un trou plus profond que le filetage des tarauds coniques.
Il y a quelques cas où il n'est pas recommandé d'utiliser un robinet de prise. Un exemple est si le trou taraudé est très proche du bord du matériau. En effet, le robinet peut facilement se casser s'il touche le bord pendant son utilisation. De plus, l'utilisation d'un taraud à bouchon sur un trou de très petit diamètre peut être difficile et peut entraîner la rupture du taraud.
Appuyez sur le bas
Le taraud inférieur est un type de taraud qui part du fond du trou. Il est utilisé lorsqu'il n'y a pas assez d'espace pour démarrer le robinet par le haut. Le taraud inférieur permet de couper des filets jusqu'au fond d'un trou traversant. Ce type de robinet est également utile pour corriger les erreurs commises en tapotant par le haut. Il est principalement utilisé pour :
Filetage ou filetage d'un trou borgne peu profond
Filetages profonds et trou peu profond
Tarauder un nouveau trou
Un taraud inférieur est un outil spécialisé et peut ne pas être disponible dans toutes les tailles, il est donc important de vérifier avant de commencer un projet.
Conseils et considérations pour les trous taraudés
Les trous taraudés sont considérés comme essentiels pour ajouter des pièces attachées avec des machines. Ce sera un gros dommage pour les pièces usinées CNC si vous essayez d'ajouter et de forcer une ferraille dans le mauvais sens. Ainsi, des considérations et une planification minutieuses avant d'usiner un trou fileté sont essentielles et vous aideront à éviter certains problèmes inutiles.
1. Méthodes pour réaliser des trous taraudés :découpe et formage
Vous pouvez réaliser un filetage intérieur dans des trous taraudés de deux manières :
en utilisant un taraud de formage
à l'aide d'un outil coupant
Bien que ces deux méthodes vous donnent le même résultat, vous devez tenir compte de certains facteurs pour choisir l'une de ces méthodes, telles que la taille du trou fileté, les tours de machine, la dureté du matériau et le trou borgne ou traversant.
1 :Taille du trou fileté - Vous pouvez utiliser un taraud de formage ou un taraud de coupe traditionnel si le trou fileté est jusqu'à M6. Vous pouvez utiliser un outil à une lèvre pour couper le trou fileté plus que M6. Parce qu'il faut un taraud plus grand pour couper des trous filetés pour plus de puissance de machine.
2 :Pour les matériaux durs - Vous pouvez utiliser un taraud pour les matériaux durs et robustes pour les matériaux durs. La cannelure du taraud de coupe permet au lubrifiant de s'écouler le long d'un chemin et donne aux copeaux de métal plus d'espace jusqu'au bord de coupe.
3 :Pour un matériau mou - Utilisez des tarauds de formage pour les matériaux métalliques doux non ferreux tels que le laiton, le plomb, l'acier et l'aluminium. Les tarauds de formage peuvent créer des filetages internes dans des métaux plus tendres sans se casser. En effet, l'action de coupe est plus lente et plus contrôlée, ce qui permet d'éviter d'endommager le matériau.
2. Utilisez si possible une taille de filetage standard
La taille des filets utilisés dans les machines CNC est d'une grande importance. Cela affecte grandement l'ensemble du processus d'usinage. Vous devez essayer d'utiliser des tailles de fil standard dans les conditions possibles.
Il existe quelques tailles de filetage courantes, notamment 1/4-20, 3/8-16 et 1/2-13. Chacune de ces tailles correspond à un diamètre et à un pas différents, ce qui permet de s'assurer que les filets s'adapteront correctement à l'objet souhaité. De plus, il existe également des tailles de filetage métriques. Les tailles métriques les plus courantes sont M6 x 1,0, M8 x 1,25 et M10 x 1,5.
Le processus d'usinage ne nécessite aucun outil ou matériau d'usinage spécial lorsque des tailles de filetage standard sont utilisées. De plus, cela aide également à réduire les délais d'usinage et l'utilisation de matériaux et en fait un processus rentable.
3. Diamètre de trou fileté approprié
Vous devez vous assurer que le diamètre du trou fileté doit être à l'intérieur de la pièce ou de la pièce. Le diamètre extérieur du trou fileté doit être supérieur au diamètre intérieur. Cela signifie que le diamètre interne sera plus petit que le diamètre externe.
La rupture du filetage peut se produire sur le côté de la pièce si le trou fileté est présent près du bord d'une pièce. La rupture du filetage peut entraîner la rupture de l'outil de coupe ou du taraud, détruisant ainsi la finition de surface.
4. Considérez les surfaces inclinées
Il peut être difficile d'usiner des trous de filetage dans des surfaces inclinées. Vous pouvez ajouter un trou fileté dans une surface inclinée existante en créant une surface plane en usinant des poches. Le trou fileté est ajouté à partir de cette surface plane.
Mais, dans le cas où aucune surface inclinée n'est présente, vous devez d'abord faire un ajout du trou fileté à la pièce avant l'usinage de la surface inclinée. Vous devez vous assurer que la profondeur du trou fileté doit correspondre à la conception après avoir ajouté la surface inclinée.
5. Types de trous filetés
Les trous filetés sont divisés en deux types. Les deux types de trous nécessitaient des considérations précises lors de la conception de la pièce. Il est fait pour assurer l'usinage des deux trous filetés.
De plus, cela empêche également l'interférence des trous filetés avec d'autres pièces. Voici les principaux types de trous filetés :
Trous filetés aveugles
Les trous filetés borgnes ne traversent pas complètement une pièce, mais ils vont à des pièces spécifiques. Les trous borgnes s'arrêtent après avoir atteint la profondeur spécifique. Si un trou fileté est créé à l'aide d'une fraise en bout, le trou peut se terminer sur une surface plane. Si le trou ne traverse pas complètement le matériau, vous savez qu'il s'agit d'un trou percé. Mais, s'il est créé à l'aide d'un moulin traditionnel, il peut se terminer par un cône. S'il est nécessaire de prolonger le filetage complet jusqu'au fond du trou fileté borgne, cela se fait à l'aide d'un taraud de fond.
Dimensionnement d'un trou borgne
Le diamètre du trou est indiqué pour la spécification du trou borgne. Il nécessite également une dimension pour contrôler la profondeur. La quantité de matériau restante est identifiée ou la profondeur du trou est directement spécifiée pour contrôler la profondeur.
Trou fileté traversant
Le trou traversant traverse complètement une pièce. Les trous filetés sont présents des deux côtés de la pièce ou de la pièce à usiner. L'épaisseur de la pièce est déterminée si l'outil de coupe ou la portée du taraud ne peut pas fileter tout le trou profond.
Vous devez envisager les options suivantes si l'outil de coupe ou la portée du taraud ne peuvent pas fileter un seul côté du trou.
Continuez à ajouter des fils jusqu'à ce que l'outil de coupe ou le taraud l'autorise. Vous devez noter qu'il n'y a pas de filetage sur une partie du trou.
Continuez à ajouter des fils des deux côtés jusqu'à ce que l'outil de coupe ou le taraud l'autorise. Vous devez noter que les fils se rencontrant des deux côtés peuvent ne pas s'aligner.
6. Profondeur du trou
Les trous filetés profonds présentent des défis d'usinage uniques par rapport aux trous filetés moins profonds. La profondeur accrue du filetage crée plus de temps de contact entre l'outil et la pièce, ce qui génère plus de chaleur et nécessite une plus grande force de coupe. Ces facteurs augmentent le risque de bris d'outil lors de l'usinage de trous filetés profonds. Pour surmonter ces défis, une attention particulière doit être portée lors de la sélection et de l'utilisation des outils de coupe, et le processus d'usinage doit être étroitement surveillé pour s'assurer qu'aucun bris d'outil ne se produit.
Conclusion
Lorsqu'il s'agit de tarauder des trous filetés, il est important d'avoir une compréhension complète du processus de fabrication. De cette façon, vous pouvez vous assurer que les pièces que vous produisez sont de haute qualité. Bien que cela puisse sembler un peu compliqué, il est préférable de consulter des experts en techniques de filetage.
Chez WayKen, nous avons deux décennies d'expérience dans l'usinage. Notre équipe d'ingénieurs connaît bien différents projets d'usinage et nous accordons toujours la priorité à nos clients. Si vous avez des questions sur le taraudage ou l'usinage de filets, n'hésitez pas à nous contacter !
commande numérique par ordinateur
- Considérations pour l'usinage suisse à haute production
- t à rechercher dans une machine CNC
- t Pratiques de maintenance préventive CNC
- motifs des réparations CNC
- es de liquide de refroidissement pour usinage CNC
- Idées de projets pour votre mini machine CNC
- Considérations clés à prendre en compte lors de l'utilisation de la technologie de fraisage CNC pour l'usinage de l'acier trempé
- Types de trous de PCB
- Placage de trou