


Application du recuit de détente dans l'usinage de précision
Dans l'usinage de pièces de précision, après que de nombreuses pièces ont été traitées par des équipements de précision, il y a toujours des endroits "insatisfaisants". De toute évidence, ce sont les meilleurs maîtres de traitement et les meilleurs équipements de traitement. Il a été confirmé sur la machine que tout était si parfait, mais lorsque la machine a été retirée et envoyée à la salle de contrôle qualité ou au processus suivant, il a été constaté que la taille avait changé tranquillement et que le produit parfait d'origine est devenu un déchet. .
En fait, c'est le problème de l'agencement du processus. Nous n'avons considéré que le processus d'usinage ci-dessus, mais nous n'avons pas pris en compte les caractéristiques du matériau lui-même, entraînant des modifications de la structure interne du matériau après le traitement des pièces, entraînant des déformations de traitement, entraînant des dimensions médiocres.
Mais comment éviter cet événement indésirable ? Un processus très important doit être utilisé, c'est-à-dire le processus de "détente" du matériau, appelé traitement de recuit dans certains cas.

Qu'est-ce que le traitement de recuit anti-stress ?
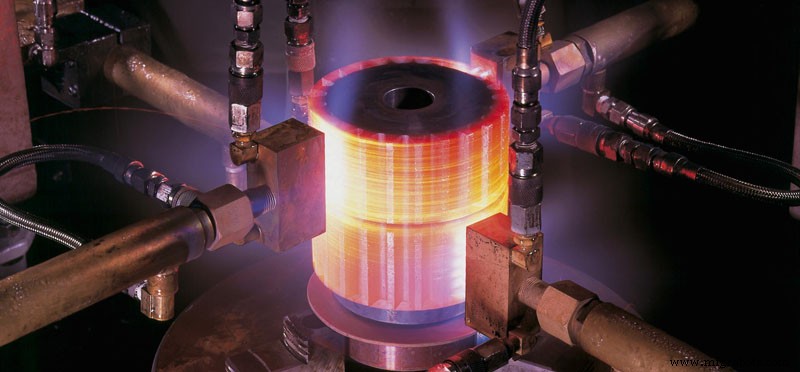
Le processus de chauffage de la pièce à une certaine température, de maintien pendant une certaine période de temps, puis de refroidissement pour restaurer la pièce, éliminant ainsi la contrainte interne résiduelle est appelé recuit de détente. Le métal déformé à froid est chauffé en dessous de la température de recristallisation pour supprimer la contrainte interne. Mais le traitement thermique qui conserve l'effet de l'écrouissage à froid est appelé recuit de détente.
Le recuit de relaxation des contraintes est un processus de traitement thermique qui chauffe l'acier ou diverses pièces mécaniques métalliques à une certaine température, le maintient pendant un certain temps, puis le refroidit lentement pour obtenir un processus de traitement thermique proche de l'état d'équilibre. Dans l'industrie de la fabrication de machines, le recuit est généralement utilisé comme processus de traitement thermique préliminaire dans le processus de fabrication de la pièce.
Dans le processus de traitement et de production réel, l'application du processus de recuit de relaxation des contraintes est plus que l'application mentionnée ci-dessus. Forgeage à chaud, coulée, divers traitements de déformation à froid, découpe ou découpe, soudage, traitement thermique et même après assemblage de pièces de machine, sans modifier l'état de la structure, en conservant les conditions de travail à froid, de travail à chaud ou de durcissement de surface, l'acier ou la machine Le processus Le chauffage des pièces à une température plus basse pour éliminer (tout ou partie) les contraintes internes et réduire la tendance à la déformation et à la fissuration peut être appelé recuit de relaxation des contraintes. En raison de la différence de composition du matériau, de la méthode de traitement, de la taille et de la répartition des contraintes internes et de la différence de degré d'élimination, la plage de température du recuit de détente est très large. Traditionnellement, le traitement de relaxation des contraintes à une température plus élevée est appelé recuit de relaxation des contraintes, et le traitement à une température plus basse est appelé revenu de relaxation des contraintes. L'essence est la même.
Principe du recuit de relaxation des contraintes
Lors du traitement sous pression, du moulage, du soudage, du traitement thermique, du traitement de coupe et d'autres processus, le produit peut générer des contraintes internes. Dans la plupart des cas, après la fin du processus, une partie de la contrainte résiduelle restera dans le métal. Les contraintes résiduelles peuvent provoquer la fissuration, la déformation ou la modification de la taille de la pièce. La contrainte résiduelle améliore également l'activité chimique du métal, et il est particulièrement facile de provoquer une corrosion intergranulaire et une fissuration sous l'action de la contrainte résiduelle de traction. Par conséquent, la contrainte résiduelle affectera les performances du matériau ou provoquera une défaillance prématurée de la pièce.
Lors du recuit de détente, le métal subit une déformation plastique locale interne (lorsque la contrainte dépasse la limite d'élasticité du matériau à cette température) ou un processus de relaxation locale (lorsque la contrainte est inférieure à la limite d'élasticité du matériau à cette température) sous une certaine température. La contrainte résiduelle est relâchée pour atteindre l'objectif d'élimination. Pendant le recuit de détente, la pièce est généralement chauffée lentement à une température plus basse (500-550°C pour la fonte grise, 500-650°C pour l'acier, et en dessous de la température de début de recristallisation pour les pièces embouties en alliage de métaux non ferreux). Après avoir tenu pendant un certain temps, refroidissez lentement pour éviter un nouveau stress résiduel.
Le recuit de relaxation des contraintes ne peut pas éliminer complètement la contrainte résiduelle à l'intérieur de la pièce, mais seulement l'élimine en grande partie. Pour éliminer complètement la contrainte résiduelle, la pièce doit être chauffée à une température plus élevée. Dans de telles conditions, d'autres changements organisationnels peuvent être provoqués et les performances du matériel peuvent être compromises.
Outre la garantie dimensionnelle, les contraintes internes existant dans les pièces finies sont en réalité très néfastes. Si elle n'est pas éliminée à temps, la contrainte interne et la force de chargement externe, c'est-à-dire lorsque la force appliquée lors de l'utilisation se superpose, provoqueront l'apparition du matériau. Pause inattendue. Par conséquent, les pièces après la coulée, le soudage et la coupe doivent être soumises à un recuit de détente pour éliminer les contraintes internes générées pendant le traitement, donc lorsque vous travaillez toujours dur avec le meilleur savoir-faire et que vous ne pouvez toujours pas fabriquer de bonnes pièces, ou votre client vous dit que les pièces sont cassées accidentellement pendant l'utilisation, vous pouvez envisager le processus de recuit sous contrainte, ce processus vous aidera à résoudre de nombreux problèmes.
Processus de fabrication
- Allumer un centre d'usinage
- Qu'est-ce que l'usinage de précision ?
- Terminologies pour l'usinage de précision
- Usinage de précision non standard VS usinage de pièces standard
- Comprendre les processus d'usinage non traditionnels
- Étapes impliquées dans le processus d'usinage
- Comprendre le processus d'usinage conventionnel
- Processus d'usinage CNC de précision en vedette :Gravure au laser
- Usinage CNC de précision vs usinage standard