


2 Unité 1 :Tramage de la tête
Objectif
Après avoir terminé cette unité, vous devriez être en mesure de :
- Décrire comment déplacer la tête du broyeur.
- Expliquez comment indiquer l'étau.
- Expliquez l'utilisation des pinces à ressort.
- Décrivez la différence entre le fraisage ascendant et le fraisage conventionnel.
- Expliquer comment utiliser un détecteur de bord.
- Décrire comment régler correctement la boîte de vitesses à changement rapide.
- Décrivez comment ajuster le stock.
- Décrire le surfaçage.
- Décrire le serrage avancé.
Outils de tramage
Un comparateur à cadran est un outil de précision utilisé pour mesurer d'infimes quantités de déviation entre deux surfaces.
Lors du recadrage, un comparateur à cadran fixé au mandrin est utilisé pour déterminer l'orientation de la tête de fraisage par rapport à la table de fraisage. La même clé utilisée pour serrer et desserrer le fourreau peut être utilisée pour ajuster les différents boulons sur la tête de fraisage.

Indicateur à cadran utilisé pour déplacer la tête.
Déplacement de la tête de fraisage
Le recadrage garantit que la tête de fraisage est perpendiculaire aux axes X et Y de la table de fraisage. Ce processus garantit que les outils de coupe et les surfaces de fraisage sont perpendiculaires à la table. Un tramage approprié empêche également la formation de motifs irréguliers lors du fraisage.

Un comparateur à cadran attaché à la broche pour alignement précis de la tête de fraisage.
La tête d'un broyeur vertical peut s'incliner d'avant en arrière et d'un côté à l'autre. Parfois, ces ajustements peuvent dériver. La tête de fraisage doit être vérifiée et ajustée périodiquement, en veillant à ce que la broche soit perpendiculaire à la table.
- Retirez l'étau de la table de fraisage.
- Fixez un comparateur à cadran à la broche et décalez le cadran de six pouces par rapport à l'axe de la broche. Assurez-vous que la sonde indicatrice est orientée vers le bas.
- Soulevez la table de broyage de sorte que lorsqu'elle entre en contact avec l'indicateur, l'indicateur indique entre 0,005 pouce et 0,010 pouce. Cette lecture s'appelle la précharge.
- Positionnez le comparateur de façon à ce qu'il soit visible, puis réglez la lunette sur zéro.
- Tournez la broche à la main tout en regardant l'indicateur.
- Si la lecture sur le comparateur à cadran reste à zéro, la broche est alignée.
- Si la lecture n'est pas nulle, continuez à déplacer la tête comme indiqué ci-dessous.
Processus de tramage pour l'axe X
- Pour déplacer autour de l'axe des x (la direction de gauche à droite du banc du moulin face à l'avant du moulin), desserrez les six boulons (trois de chaque côté du moulin) à l'aide de la clé du moulin.

Emplacement des boulons à desserrer permettre à la tête de tourner autour de l'axe X.
- Après avoir desserré les boulons, resserrez-les à la main plus un ¼ de tour à l'aide de la clé à molette.
- Le boulon de réglage qui déplace la tête de fraisage de haut en bas autour de l'axe x est situé à l'arrière de la fraiseuse.

Boulon de réglage utilisé pour positionner la tête de fraisage verticalement autour de l'axe X.
- Deux rapporteurs sont utilisés pour indiquer l'alignement général. Le plus grand rapporteur sur la tête du broyeur a une flèche rouge qui doit s'aligner avec le marqueur zéro sur le rapporteur incurvé sur le corps du broyeur. Ceci ne fournit qu'un guide général, la lecture du comparateur à cadran est nécessaire pour un alignement précis.
- Positionnez le comparateur à cadran à l'arrière de la table. Mettez à zéro le comparateur à cadran (préchargé de 0,005″ à 0,010″). Assurez-vous de mesurer sur une surface vierge de la table de broyage. Il peut être nécessaire de décaler le tableau pour éviter les vides qui se trouvent dans le tableau.
Cadran indiquant autour de la tête de fraisage X- axe.
- Avec le cadran mis à zéro et la broche au point mort, faites pivoter la broche de manière à ce que l'indicateur à cadran soit maintenant à l'avant de la table, idéalement à 180 degrés. Assurez-vous de saisir la pince qui est attachée à la broche (pour éviter de modifier la configuration verticale du cadran).
- Notez la direction dans laquelle le cadran tourne pour déterminer la direction dans laquelle la tête de fraisage doit se déplacer. Un mouvement dans le sens des aiguilles d'une montre nécessite que la tête du broyeur soit ajustée vers le haut, tandis qu'une lecture dans le sens inverse des aiguilles d'une montre nécessite que la tête du broyeur soit ajustée vers le bas.
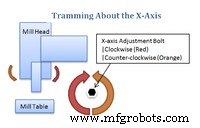
Réglage de la tête de fraisage autour de l'axe X .
- Le schéma ci-dessus montre comment le mouvement du boulon de réglage est corrélé au mouvement de la tête de fraisage. Une fois confiant dans la bonne direction, le boulon de réglage doit être tourné, ajustez la tête de fraisage de sorte que la moitié de la différence entre les mesures arrière et avant soit atteinte. Par exemple, si la lecture arrière est de zéro et la lecture avant est de 0,010 ″, réglez la tête de fraisage de sorte que le cadran indique 0,005 ″ plus près de zéro.
- Une fois le premier réglage terminé, remettez à zéro le comparateur à cadran. Il est recommandé de mettre à zéro la même position pour éviter toute confusion, cependant, ce n'est pas nécessaire. Continuez le processus de réglage jusqu'à ce que la différence entre l'avant et l'arrière ne dépasse pas 0,002 pouce.
- Une fois satisfait des lectures, commencez à resserrer les boulons qui ont été desserrés, en les serrant uniformément en rotation pour éviter tout changement dans l'alignement. Revérifiez la mesure entre l'avant et l'arrière pour vous assurer que la tête de fraisage n'a pas bougé de manière significative à cause du serrage.
Processus de tramage pour l'axe Y
- Pour commencer le déplacement autour de l'axe y, il y a quatre boulons à l'avant du broyeur qui doivent être desserrés pour permettre le mouvement de la tête du broyeur. Les boulons doivent être desserrés, puis resserrés juste au-delà du serrage à la main (environ ¼ de tour au-delà du serrage à la main avec la clé appropriée).

Emplacement des boulons à desserrer permettre à la tête de tourner autour de l'axe Y.
- Le boulon de réglage pour déplacer la tête de fraisage vers la gauche et la droite autour de l'axe y est illustré dans la figure ci-dessous. En tournant ce boulon dans le sens des aiguilles d'une montre et dans le sens inverse, la tête de la fraise se déplacera en conséquence.

Boulon de réglage utilisé pour positionner la tête de fraisage autour de l'axe Y.
- La flèche indicatrice sur les rapporteurs pour le tramage autour de l'axe y est située sur une plaque autonome qui est en contact avec le rapporteur vertical. Cette flèche indicatrice et le zéro sur le rapporteur vertical peuvent être utilisés pour estimer un point de départ pour le tramage.
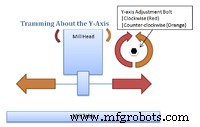
Réglage de la tête de fraisage autour de l'axe Y .
- La figure ci-dessus montre comment le boulon de réglage pour le déplacement autour de l'axe y affecte la tête de fraisage. Utilisez le même processus que celui décrit pour le déplacement autour de l'axe des x, cependant, utilisez les emplacements à gauche et à droite de la tête de fraisage comme points de référence par opposition à l'avant et à l'arrière comme précédemment.
- Une fois les réglages terminés, serrez les boulons sur la tête du broyeur et revérifiez les mesures autour de l'axe des x et de l'axe des y. Il est possible que le tramway dans les deux sens ait été altéré par le resserrage des boulons. Assurez-vous que toutes les mesures sont à moins de 0,002 pouces. Si les mesures ne sont pas dans la tolérance, le processus de tramage devra être refait.
Indiquant l'étau
- La plupart des pièces sont maintenues dans un étau fixé à la table.
- Il est important d'aligner l'étau avec les axes d'avance sur la machine afin d'usiner des éléments alignés avec les bords du brut.
- Fixez l'étau sur le lit à l'aide de boulons en T et fixez-le fermement, tout en permettant l'ajustement à l'étau.
- Installez un comparateur à cadran dans la broche de la machine avec la sonde orientée à l'opposé de l'opérateur.
- Abaissez la broche puis positionnez le lit de la table jusqu'à ce que la mâchoire fixe de l'étau touche l'indicateur. Continuez jusqu'à ce que l'indicateur ait enregistré un demi-tour.
- Réglez la lunette du comparateur à cadran sur zéro.
- Passez l'indicateur sur la face de l'étau avec l'alimentation croisée.
- L'indicateur restera à zéro si l'étau est au carré.
- Si l'indicateur ne reste pas à zéro, réalignez l'étau en tapotant légèrement avec un marteau doux jusqu'à ce que l'indicateur affiche la moitié de sa valeur précédente.
- Répétez le processus jusqu'à ce que l'indicateur à cadran indique zéro sur un parcours complet d'un côté de l'étau à l'autre.
- Serrez solidement les boulons en T, sans modifier l'orientation de l'étau. Revérifiez l'alignement de l'étau.
Types de fraises
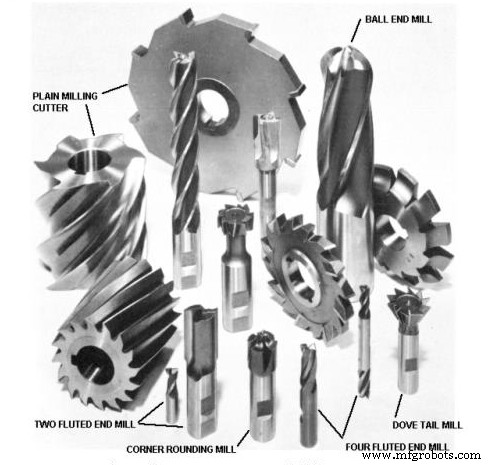
Un assortiment de fraises.
- Les fraises à arbre plein sont généralement utilisées dans les broyeurs verticaux.
- Les fraises à trous clavetés sont généralement utilisées dans les fraiseuses horizontales.
- Les fraises en bout sont utilisées pour découper des poches, des rainures de clavette et des fentes.
- Deux fraises en bout cannelées peuvent être utilisées pour plonger dans une pièce comme une perceuse.
- 2 et 3 flûtes sont généralement pour l'aluminium, 4 flûtes est préférable pour l'acier inoxydable. Plus de flûtes sont mieux coupées, mais elles coûtent plus cher.
- Les fraises à plus de deux cannelures ne doivent pas être plongées dans l'ouvrage.
- Les filets peuvent être produits avec des fraises à billes.
- Plusieurs fonctions telles que les bords arrondis peuvent être réalisées à l'aide de fraises formées.
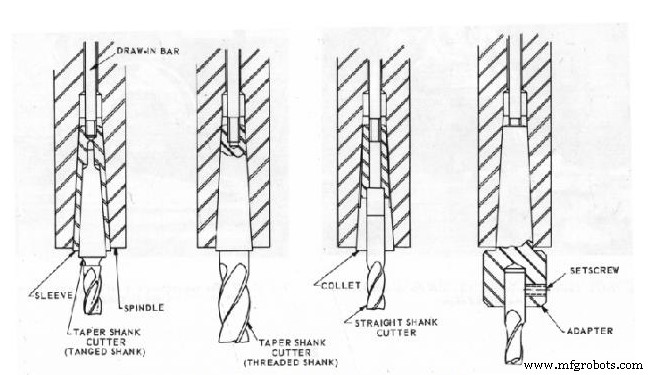
Méthodes de maintien d'une fraise en bout.
Pinces à ressort
- Si un outil doit être retiré, verrouillez le fourreau à la position la plus haute.
- Ensuite, desserrez la barre d'attelage avec une clé tout en utilisant le frein.
- Assurez-vous que les filets de la barre de traction restent engagés dans le collet. S'ils ne sont pas engagés, la fraise tombera et sera potentiellement endommagée lorsque la pince sera libérée de la broche.
- Pour libérer le collet de la broche, appuyez sur l'extrémité de la barre de traction.
- Enfin, dévissez la barre de traction du collet.
- Pour installer une fraise différente, placez la fraise dans un collet qui s'adapte à la tige.
- Insérez le collet dans la broche tout en vous assurant que la rainure de clavette s'aligne correctement avec la clé dans la broche.
- Commencez à enfiler la barre de traction dans le collet tout en tenant la fraise d'une main. Ensuite, utilisez une clé pour serrer le timon tout en serrant le frein.
Escalade contre fraisage conventionnel
Il est important de connaître la différence entre le fraisage conventionnel et le fraisage ascendant. L'utilisation d'une mauvaise procédure peut entraîner des fraises cassées et des pièces mises au rebut.
Fraisage conventionnel
- La pièce est alimentée contre la rotation de la fraise.
- Le fraisage conventionnel est généralement préféré pour les coupes d'ébauche.
- Le fraisage conventionnel nécessite moins de force que le fraisage en avalant.
- Ne nécessite pas d'éliminateur de jeu ni de cales de table serrées.
- Recommandé pour l'usinage de pièces moulées et d'acier laminé à chaud.
- Également recommandé lorsqu'il y a une surface dure résultant du tartre ou du sable.
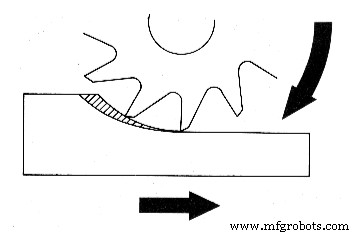
Illustré ci-dessus :fraisage conventionnel
Escalade de fraisage
- La pièce est alimentée avec la rotation de la fraise.
- Cette méthode donne une meilleure finition. Les copeaux ne sont pas entraînés dans la pièce, ce qui n'endommage pas la finition.
- Les luminaires coûtent moins cher. Le fraisage en avalant force la pièce vers le bas, ce qui permet d'utiliser des dispositifs de maintien simples.
- L'épaisseur du copeau a tendance à diminuer à mesure qu'il se rapproche d'un bord, il y a donc moins de risque de rupture d'un bord, en particulier avec des matériaux fragiles.
- Augmente la durée de vie de l'outil. La durée de vie de l'outil peut être augmentée jusqu'à 50 % grâce à l'accumulation de copeaux derrière l'outil.
- Les copeaux peuvent être retirés plus facilement car les copeaux tombent derrière le couteau.
- Réduit la puissance nécessaire de 20 %. Cela est dû à l'utilisation d'une fraise à angle de coupe plus élevé.
- Non recommandé si la pièce ne peut pas être maintenue en toute sécurité ou si la machine ne peut pas supporter des forces élevées.
- Ne peut pas être utilisé pour usiner des pièces moulées et de l'acier laminé à chaud.
- Cette méthode peut tirer la pièce dans la fraise et l'éloigner du dispositif de maintien, ce qui entraîne des fraises cassées et des pièces mises au rebut.
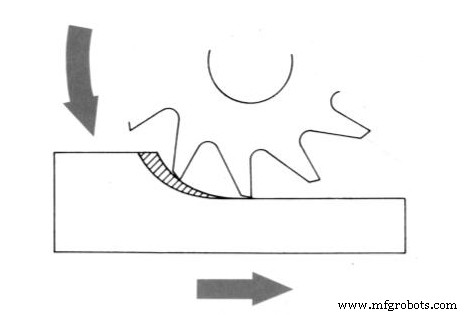
Illustré ci-dessus :fraisage en montée
Réglage de la vitesse de la broche
- La vitesse de la broche change en fonction de la géométrie de la transmission.
- Une manivelle peut être utilisée pour régler la vitesse de la broche sur les machines plus récentes.
- Pour changer la vitesse, la broche doit tourner.
- La vitesse (en tr/min) est indiquée sur l'indicateur à cadran.
- Il y a deux échelles sur l'indicateur à cadran pour les gammes basse et haute.
- Un levier est utilisé pour changer la gamme de la machine.
- Parfois, une légère rotation de la broche est nécessaire pour que les engrenages s'accouplent correctement.
Utiliser un Edge Finder
- Les bords d'une pièce doivent être localisés avant d'effectuer un travail de fraisage qui nécessite une grande précision. Un détecteur de bord aide à trouver les bords.
- 800 à 1 200 tr/min de broche sont recommandés.
- Pour utiliser un détecteur de bords, décalez légèrement les deux moitiés afin qu'elles vacillent lorsqu'elles tournent.
- Déplacez lentement la pièce vers le détecteur de bord.
- Le détecteur de bords se centrera, puis perdra soudainement sa concentricité.
- La lecture numérique vous indique la position de la broche.
- Le diamètre du détecteur de bord est de 0,200″. Donc, ajouter ou soustraire la moitié de cela (0,100″) sera le centre de l'outil.
- If centering on the top left, add 0.100″ to the X-axis and subtract 0.100″ from the Y-axis. If centering on the top right, subtract 0.100″ from the X-axis and subtract 0.100″ from the Y-axis.
- Part Reference Zero is when the bit is zeroed on the X and X axes.
- A pointed edge finder is a lot easier, but not as precise. Only use a pointed edge finder if precision is not necessary.
Using the Micrometer Dials
- Most manual feeds on a milling machine have micrometer dial indicators.
- If the length of the feed is known, the dial indicator should be set to that number (thousandths of an inch).
- To free the dial indicator, rotate the locking ring counterclockwise. Set the dial and re-tighten.
- Before setting the dial indicator, ensure that the table-driving mechanism backlash is taken up.
- It is common for newer machines to have digital readouts, which are preferable because they directly measure table position. When using a digital readout, backlash concerns are negated.
Squaring Stock
- When making a square corner, vertically orient a completed edge in the vice and clamp it lightly to the part.
- Place machinist’s square against the completed edge and the base of the vice.
- Align the workpiece with the square by tapping it lightly with a rubber mallet.
- Firmly clamp the vice.
- The top edge of the part is ready to be milled.
Face Milling
- It is frequently necessary to mill a flat surface on a large workpiece. This is done best using a facing cutter.
- A cutter that is about an inch wider than the workpiece should be selected in order to finish the facing in one pass.

Shown above:Face milling
Milling Slots
- Square slots can be cut using end mills.
- In one pass, slots can be created to within two one-thousandths of an inch.
- Use an end mill that is smaller than the desired slot for more accuracy.
- Measure the slot and make a second pass to open the slot to the desired dimension.
- The depth of cut should not exceed the cutter diameter.
Advanced Workholding
- Use a v-block to secure round stock in a vice. It can be used both horizontally and vertically.
- Clamping round stock in a v-block usually damages the stock.
- Collet blocks are made to hold round workpieces.
- To mill features at 90 degree increments, use a square collet block.
- To mill features at 60 degree increments, use a hexagonal block.
- It is easiest to set up stock when the features are perpendicular or parallel to the edges of the workpiece. It is more difficult to set up a workpiece when features are not parallel or perpendicular to the edges. Sometimes, an angle plate can be used to mill stock at any desired angle.
- Parts that don’t fit well in a vise can be directly secured to the table with hold-down clamps.
- Use parallels to create a gap between the work and bed.
- Slightly tilt the clamps down into the work.
- Rotary tables can be put on the bed to make circular features.
- Rotary tables allow rotation of the workpiece.
- Use a dial indicator to precisely control the angle of rotation.
- Use a ball for irregularly shaped workpieces. Make sure to only take a small cuts to avoid throwing the workpiece out of the vice.
UNIT TEST
- What tool is used for tramming the head?
- Explain the process for the X-axis tramming.
- Explain the process for the Y-axis tramming.
- What is the purpose of indicating the vise?
- Name three types of milling cutters.
- Explain how a spring collet works.
- What is the difference between conventional and climb milling?
- Describe briefly how a rotary table may be centered with the vertical mill spindle.
- Describe briefly how to set spindle speed on the milling machine.
- What tool is used for milling large workpiece surfaces?
Technologie industrielle
- Le 555 IC
- La formule quadratique
- Les Nuances de Mill Turn et Turn Mill :regardez de plus près !
- La Mill Machine et ses différentes sous-catégories
- Mill Drill Machine - Le guide d'achat
- Présentation de la scierie à ruban vertical
- Qu'est-ce qu'une tête d'alésage pour moulin ?
- Choisissez la meilleure perceuse pour votre travail
- Comprendre les différents types de fixations