


Types de fraises en bout :Choix de l'outil approprié pour l'usinage
Contrairement aux forets qui ne se déplacent que dans le sens axial, les fraises en bout sont conçues pour produire également des coupes latérales, ce qui les rend polyvalentes. Les fraises en bout peuvent être utilisées pour créer des fentes, plonger, percer, tracer et aléser dans toutes les directions. Lors de la sélection des types de fraises en bout pour votre application CNC, au moins trois facteurs influenceront votre décision :la forme souhaitée, le matériau de la pièce et la finition de surface. Cependant, il y a plus de variables en jeu.
Ci-dessous, nous détaillons les différents types de fraises en bout et ce qu'il faut prendre en compte lors du choix du type le mieux adapté à vos besoins d'usinage.
Comment choisir une fraise en bout
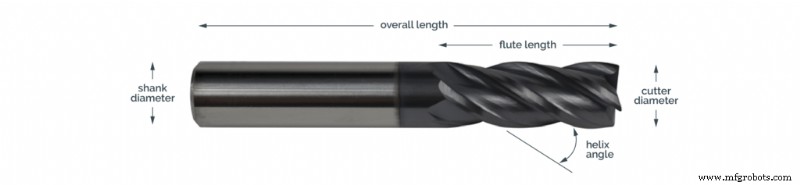
Voici la géométrie de base d'une fraise en bout et les noms de ses différentes sections que nous allons utiliser plus souvent dans cette discussion :
 Souvent, on vous demandera de choisir des fraises en bout en fonction de leur type, du nombre de flûtes et du revêtement. Ces options jouent un rôle important dans la réussite des opérations d'usinage.
Souvent, on vous demandera de choisir des fraises en bout en fonction de leur type, du nombre de flûtes et du revêtement. Ces options jouent un rôle important dans la réussite des opérations d'usinage.
Comprendre les différents types de fraises en bout et leurs applications
| Types | Identification | Application |
| Fraises carrées | Aussi connu sous le nom de fraises plates ; avoir des arêtes vives aux coins et générer un angle de 90° pour produire une rainure à fond plat | Un outil polyvalent pour les applications de fraisage générales, y compris le profilage, le rainurage, le surfaçage et le surfaçage et la plongée |
| Fraises Weldon | Venez avec une section plate sur la tige pour éviter le glissement pendant l'opération d'usinage | Pour un retrait facile lors de l'usinage de métaux durs, comme le titane |
| Fraises boules | Produire un rayon égal à la moitié du diamètre de l'outil | Contours multidimensionnels dans des moules ou des matrices |
| Fraises à rayon | Aussi connu sous le nom de fraises arrondies ; ont un nez carré avec des coins légèrement arrondis pour une répartition uniforme des forces de coupe | Pour couper un rayon spécifié, comme dans les opérations de fraisage de moules |
| Fraises de finition | Une extrémité carrée associée à un nombre élevé de cannelures pour créer une finition de surface lisse | Opérations de fraisage latéral nécessitant à la fois un enlèvement de copeaux élevé et une finition lisse |
| Fraises de perçage | Un point à 60 ou 90 degrés à l'extrémité de l'outil avec deux ou quatre arêtes de coupe | Spotage, perçage, fraisage et fraisage |
| Fraises d'ébauche | Nombreuses dents dans les cannelures pour enlever une grande surface à la fois | Pour enlever de grandes surfaces de matériau en un seul passage au détriment de la finition de surface |
| Fraises à arrondir | Un profil à 90° associé à des coins arrondis pour éliminer les arêtes vives sans casser | Pour arrondir les bords extérieurs tranchants d'une pièce |
| Fraises à contre-dépouille | Une boule avec des bords incurvés sur une longue tige, apparaissant comme une sucette | Pour créer des contre-dépouilles lors d'applications d'usinage multi-axes |
Mesurer le dépassement
Le terme « dépassement » représente la longueur totale d'une fraise en bout. Un type particulier de fraise en bout peut être disponible en différentes longueurs. La profondeur de coupe requise détermine le dépassement idéal. Un dépassement trop court peut entraîner la collision du mandrin de la broche avec la pièce à usiner pendant le fonctionnement, tandis qu'un dépassement plus important peut entraîner le déplacement de la tige dans le sens opposé de la force de coupe, entraînant une déviation de l'outil. Idéalement, la profondeur de coupe doit toujours être inférieure à la longueur de cannelure, et cela doit être utilisé comme métrique lors du choix de vos fraises en bout.
Choisissez le nombre idéal de flûtes
Les cannelures sont les arêtes de coupe profondes en spirale sous la tige qui sont utilisées pour l'élimination des copeaux. Le nombre de cannelures sur la fraise en bout a un impact sur le taux d'enlèvement de copeaux, la finition de surface de la pièce et la vitesse d'avance requise pendant l'usinage. Si le maintien d'un enlèvement de copeaux élevé est primordial, ou si vous taillez des métaux mous comme l'aluminium, le choix d'un nombre inférieur de cannelures (deux ou trois) donne les meilleurs résultats. D'autre part, plus de cannelures assurent une finition de surface de haute qualité au prix d'une vitesse d'avance élevée tout au long de la procédure.
Sélectionnez le matériau
Habituellement, le matériau de coupe doit être plus dur que le matériau de la pièce pour pouvoir gérer l'excès de chaleur généré pendant l'opération de coupe. À cet égard, les fraises en bout sont disponibles en deux matériaux différents :l'acier au carbone rapide (HSS) et le carbure de tungstène. Voici une comparaison rapide entre les deux matériaux :
| HSS | Carbure de tungstène | |
| Prix | Pas cher | Coûteux |
| Recommandé pour | Application de coupe intermittente | Application de coupe continue |
| Vitesse de coupe | Faible | Élevé |
| Composition | Acier (métal) | Tungstène, carbone et cobalt (métal céramique) |
| Résistance à l'usure à haute température | Faible | Élevé |
| Finition | Mauvaise finition | Finition de haute qualité |
En raison de leur résistance à l'usure, de leurs vitesses de coupe élevées et de leurs capacités de finition de surface de haute qualité, les outils en carbure sont très recherchés par rapport aux outils HSS. Vos fraises en bout peuvent être en outre revêtues de TiAlN (nitrure d'aluminium et de titane) pour augmenter la vitesse de coupe jusqu'à 25 %.
Choisissez la bonne direction hélicoïdale
Il existe deux types de fraises en bout en fonction de la direction hélicoïdale ; upcut et downcut. Les fraises en bout relevées poussent les copeaux vers le haut mais effilochent le bord supérieur. Dans le cas des fraises à coupe descendante, c'est l'inverse qui se produit. Donc, si vous voulez une finition lisse à la fois en haut et en bas, choisissez une fraise à compression, car elle est conçue pour offrir un bord net aux deux extrémités pour couper du contreplaqué, des composites ou des stratifiés.
Votre partenaire local pour répondre facilement aux exigences CNC les plus strictes
Industrial Metal Service fournit des services métalliques dans la région de la baie de San Francisco et au-delà depuis plus de deux décennies. Nous fournissons des métaux neufs et restants, tels que le titane, le cuivre et l'acier, et recyclons les déchets utilisables restants des processus de fabrication, en vérifiant leur qualité et leur composition à l'aide de la technologie de fluorescence X. De plus, nous sommes heureux de recycler vos outils d'usinage CNC cassés ou usés et de vous en fournir une juste valeur marchande.
Nous sommes également spécialisés dans la coupe de précision de vos métaux aux dimensions d'usinage dont vous avez besoin grâce à notre équipement de sciage à la fine pointe de la technologie. Notre MetlSaw NF12-T12 est capable de couper des plaques d'aluminium de 12 pouces d'épaisseur jusqu'à 12 pieds de long et 12 pieds de large, tandis que notre scie à ruban Amada PCSAW 530 X avec technologie de coupe par impulsions peut couper rapidement et avec précision des alliages de titane résistants.
Technologie industrielle
- Quel est le meilleur outil pour couper la tôle ?
- La mécanique secrète des fraises à grande avance
- Les sept exigences pour un usinage optimisé
- Usinage du titane :trouver les bons outils de fraisage pour les superalliages
- Choisir la meilleure technique d'usinage abrasif pour les applications de meulage portable
- 8 tactiques incontournables pour l'usinage médical de précision
- Usinage médical :les fabricants d'outils de coupe offrent des informations et des conseils pour réussir
- Types de processus d'usinage
- Comprendre la demande d'usinage 5 axes