


Choisir la bonne plaquette de filetage
La production de raccords filetés est une application courante dans l'industrie métallurgique. La plupart des industries du travail des métaux produisent des pièces caractérisées par des filetages externes ou internes, des minuscules vis dentaires aux gros joints filetés pour les pipelines associés à l'industrie pétrolière et gazière.
Il existe une grande variété de types de filetage produits dans les normes nationales et internationales de type de filetage. Les types de filetage diffèrent par leur forme et leur dimension, chaque norme définissant un type de filetage spécifique. Dans de nombreux cas, une norme de type de filetage caractérise une exigence spécifique pour une branche industrielle ou un domaine d'application principal. Par exemple, les normes de type de filetage UNJ et MJ sont associées à l'industrie aérospatiale, et les normes NPT et BSPT sont associées à l'industrie pétrolière et gazière pour les pipelines, les raccords de tuyauterie et les raccords.
Les applications de filetage au tour sont l'une des méthodes les plus productives et les plus courantes pour produire des filetages dans les pièces rotatives.
Le marché actuel des outils de coupe indexables offre une grande variété d'outils de filetage au tour et de plaquettes. Les différentes géométries et méthodes de serrage des inserts sont avantageuses et doivent être choisies de manière appropriée pour chaque application.
Une application de tournage de type filetage réussie dépend de la sélection du bon outil de filetage. Il existe des étapes simples pour sélectionner correctement un outil de filetage indexable ; d'abord, identifiez si le filetage est externe ou interne pour lequel choisir un outil à droite ou à gauche.
Après avoir choisi le sens d'alimentation correspondant au type de filetage, la désignation du filetage sera déterminée en fonction du dessin de la pièce et de l'application.

En règle générale, la désignation du filetage est conforme aux systèmes métrique ou impérial en fonction de la norme de type de filetage. Dans la plupart des cas, la désignation du fil comprend les paramètres suivants :
- Classement standard
- Pas de filetage
- Nombre de démarrages
- Diamètre nominal
- Longueur du fil
- Classe de tolérance
Au moment où nous avons les valeurs du diamètre du filetage, du pas du filetage et du nombre de démarrages, nous pouvons calculer l'angle de pas de filetage (hélice) φ. Cette valeur sera très importante pour les prochaines étapes de la sélection de l'enclume si une solution possible concerne les inserts de pose. Pour un tel outil, l'angle d'attaque (hélice) trouvé détermine le choix des enclumes.
Outre le réglage de l'angle d'attaque (hélice) correct, l'enclume supporte également l'arête de coupe de la plaquette et protège l'outil dans cas de rupture d'insert.
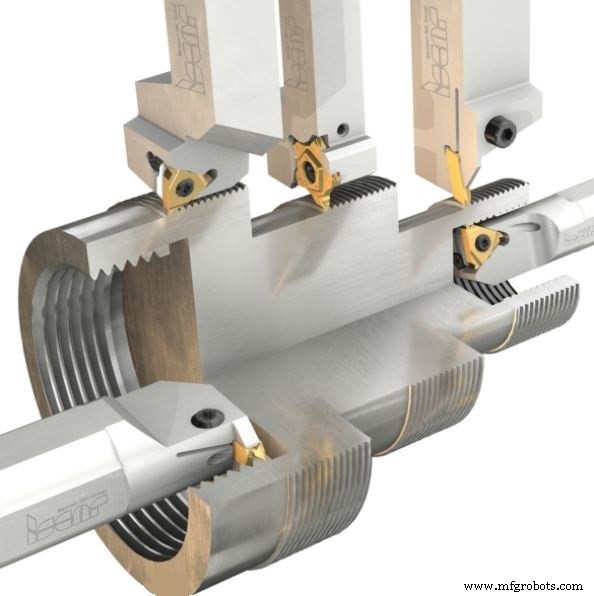
Il existe deux types de plaquettes de filetage :profil complet et profil partiel. Les inserts à profil complet produisent des types de filetage spécifiques, c'est-à-dire ronds (Rd) conformément à la norme DIN 405, British Standard Whitworth (BSW). Les plaquettes de profil partiel nécessitent une opération de pré-tournage précise.
La famille de plaquettes ISCAR offre une large gamme de normes de type de filetage pour les applications internes et externes. Les inserts de laydown peuvent être divisés en 3 types principaux :
- Type G – Plaquettes à usage général avec déflecteur pour l'usinage de divers matériaux techniques, y compris la production de copeaux courts.
- Type M – Plaquettes sur mesure avec brise-copeaux de forme frittée pour un contrôle efficace des copeaux. Bien que ces plaquettes soient sur mesure, elles garantissent la même précision de filetage que la plaquette de type G. Lors du filetage à des profondeurs de coupe trop faibles, l'efficacité du brise-copeaux diminue et les plaquettes de type M sont moins recommandées.
- Type B – Plaquettes rectifiées périphériquement avec un brise-copeaux pressé. Un contrôle efficace des copeaux avec une arête de coupe vive est la combinaison ultime pour les matériaux à copeaux longs et le premier choix pour l'acier inoxydable ISO M. Lors de l'usinage de petites pièces, il est avantageux d'utiliser des plaquettes à arêtes vives avec un brise-copeaux pour réduire les efforts de coupe et par conséquent éviter les vibrations.
L'un des objectifs les plus courants de l'utilisateur de l'outil est d'améliorer la productivité. Par conséquent, en plus des trois principaux types d'inserts mentionnés ci-dessus et de la sous-famille de type G, un insert multi-dents a été créé. L'objectif principal de l'insert multi-dents est d'augmenter la productivité en réduisant le temps de cycle. L'insert multi-dents est équipé de deux ou trois dents, tandis que chaque dent a un rôle différent. Avant d'utiliser l'insert multi-dents, il est important de s'assurer que la zone de filetage n'est pas à côté de l'épaulement ou qu'il y a une large rainure de dégagement pour terminer un filetage complet le long de la pièce. En plus de l'insert de pose standard ISO, ISCAR dispose d'un groupe diversifié d'inserts de poche captifs. Les inserts à poche captive sont divisés en types de filetage interne et de filetage externe en fonction de leur application. Contrairement à la famille de plaquettes de pose standard ISO, les angles de dégagement sont déjà rectifiés.
PENTACUT est l'une des familles d'inserts à poche captive d'ISCAR. Les inserts de filetage PENTACUT présentent de nombreux avantages :
- 5 technologies de pointe et une solution économique
- Équipé d'un brise-copeaux moulé pour un contrôle efficace des copeaux.
- Conception solide pour de meilleures conditions et une meilleure productivité.
- Sous-famille de plaquettes à profil partiel spécialement conçues pour travailler près de l'épaule avec des arêtes de coupe déviées.
- Pour filetage à droite et à gauche.
- Capacité à usiner entre les murs.
S'assurer de la bonne nuance de carbure pour l'application est une étape importante. La sélection de la nuance a une proportion directe avec le matériau de la pièce, la stabilité d'usinage et les attributs d'application. Les recommandations de qualité peuvent être trouvées dans le catalogue ISCAR. N'oubliez pas que le choix de la bonne nuance peut augmenter considérablement la durée de vie de la plaquette.
La grande diversité d'inserts d'ISCAR couvre la majeure partie de la demande du marché en matière de normes de filetage. Avec des solutions avancées par applications spécifiques, ISCAR peut proposer des solutions sur mesure en fonction de toute demande client.
La vaste expérience d'ISCAR dans les applications de filetage a donné d'excellents résultats dans l'industrie du travail des métaux.
Précédemment présenté dans les derniers articles d'ISCAR.
Technologie industrielle
- Formation de filetage vs roulage de filetage :quelle est la différence ?
- Impression 3D ou CNC ? Choisir la bonne méthode de fabrication
- Systèmes de soudage robotisés :choisir le bon
- Un guide pour choisir le bon transporteur de fret, grand ou petit
- 5 conseils pour choisir le bon système de gestion des commandes
- Choisir le bon laser
- Choisir la bonne table plasma CNC
- L'importance de choisir le bon matériau de fil EDM
- Choisir le bon matériau pour les électrodes de soudage par points