


Cintrage de tubes en acier inoxydable :processus efficaces et principales considérations

L'acier inoxydable est l'un des matériaux les plus populaires dans l'industrie manufacturière. Cela fait du cintrage des tubes en acier inoxydable un processus de formage standard pour la fabrication de pièces métalliques pour diverses applications. Les ingénieurs et les concepteurs considèrent qu'il s'agit d'une opération principale dans le cadre d'un système de tubes et de canalisations.
Cependant, une bonne compréhension de la façon de plier les tubes en acier est nécessaire. Certains matériaux en acier inoxydable haut de gamme sont désormais courants, ce qui complique leurs défis d'usinage. Par conséquent, il est essentiel de savoir comment s'y prendre pour le processus de pliage.
Dans cet article, nous discuterons des méthodes les plus efficaces pour plier les tubes en acier. Nous vous guiderons également pour tirer le meilleur parti du processus.
Bases et défis de Cintrage de tubes en acier inoxydable
L'utilisation de l'acier pour le prototypage personnalisé peut être délicate. C'est un matériau dur. Cependant, c'est un matériau ductile et malléable. Il est facilement formé avec divers processus d'usinage en plusieurs formes. Le cintrage de tubes en acier inoxydable est un processus qui permet de façonner le tube en plusieurs configurations précieuses.
Bien qu'il soit possible de plier l'acier inoxydable en différentes formes, le processus peut nécessiter une pression directe considérable pour des outils spécialisés. Lorsque nous parlons de cintrer des matériaux en acier inoxydable haut de gamme, l'attention se tourne vers des difficultés de cintrage accrues. La difficulté dépend souvent de l'épaisseur du tube.
Les tubes à paroi épaisse nécessitent généralement une force accrue pour se plier. De plus, des tailles et des formes spécifiques de tubes peuvent nécessiter leur ensemble d'équipements de cintrage. La possibilité d'un retour élastique pose également un défi important au cintrage des tubes en acier inoxydable.
Comment plier des tubes en acier inoxydable
Il est assez difficile de traiter avec des tubes en acier inoxydable. Cependant, certaines techniques peuvent aider à simplifier le processus. Cette section explique comment plier des tubes en acier inoxydable en utilisant les méthodes les plus efficaces.
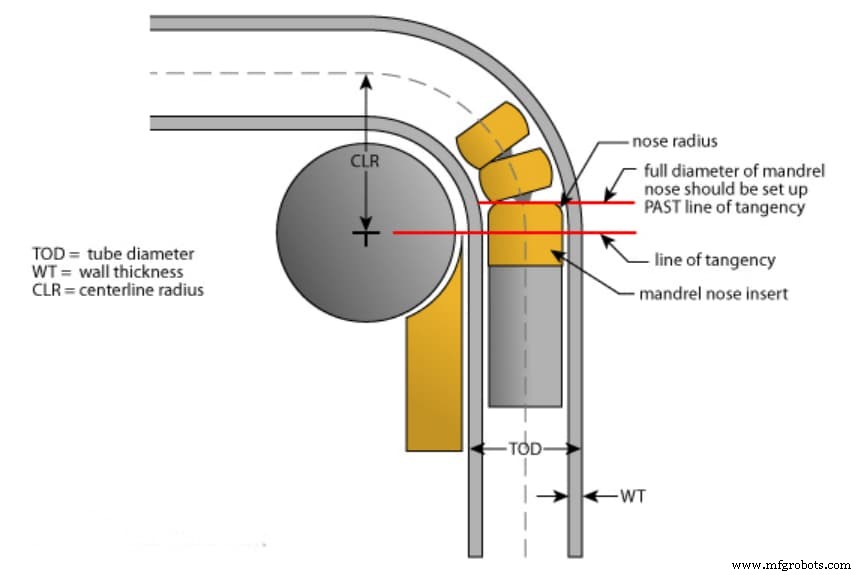
Cintrage du tube de mandrin
Le cintrage au mandrin des tubes métalliques est souvent effectué sur une machine à cintrer les tubes à tirage rotatif. Un mandrin est un outil placé à l'intérieur d'un tube pour s'assurer que sa forme reste intacte pendant le pliage. Les mandrins peuvent être livrés avec de l'acier en forme de boule supplémentaire pour s'assurer qu'ils restent à l'intérieur des sections courbes des coudes pendant le processus de pliage.
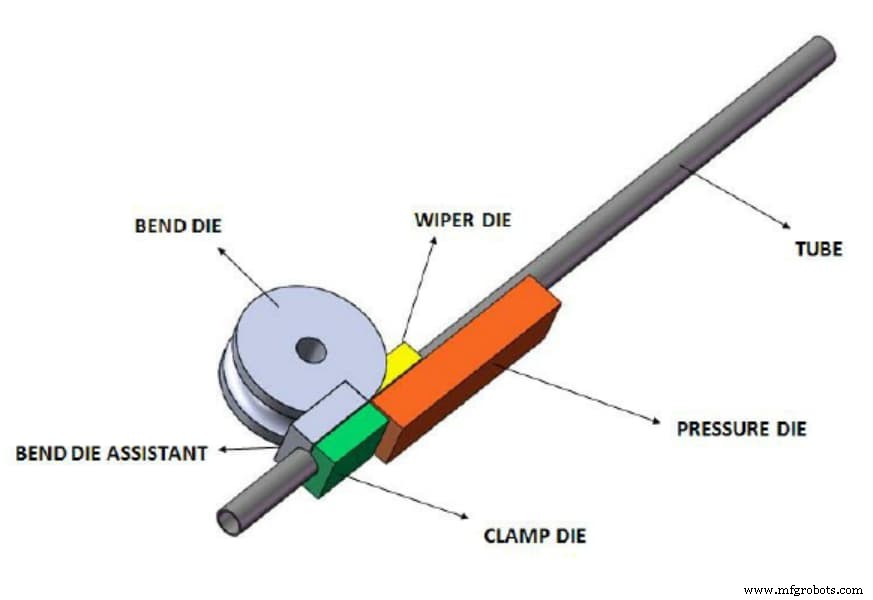
La configuration pour le cintrage du tube du mandrin comprend :
- Une matrice de pression – cette matrice maintient la tangente (ou la section droite) de la cuve.
- Une matrice de serrage – fait tourner le tube en acier autour de la matrice de pliage.
- Un mandrin - soutient l'intérieur du tube autour du coude et peut être livré avec des boules articulées.
- Une matrice d'essuyage – entre en contact avec le tube juste avant le point tangent du rayon intérieur, essuyant contre la pièce pour éviter les plis sur le rayon intérieur.
Le cintrage des tubes par mandrin domine le paysage du cintrage des tubes en acier inoxydable, en particulier les applications avec des rayons étroits. Lorsque vous réfléchissez à la façon de cintrer des tubes en acier inoxydable à un rayon, vous devez choisir le cintrage par mandrin. En effet, la méthode offre un contrôle maximal sur l'ovalisation et l'amincissement des parois.
L'utilisation d'un mandrin dans le diamètre intérieur (ID) aide à soutenir le flux de matériaux pendant le pliage. De même, la matrice de pression supporte le diamètre extérieur (OD). Les éléments se combinent pour contrôler le diamètre extérieur et intérieur du tube tout au long du processus de cintrage. La flexion du tube du mandrin aide à prévenir les problèmes de flexion les plus courants, le plus important étant le retour élastique. Il prévient également les plis, l'aplatissement et les plis.
Cintrage à trois rouleaux
Le cintrage au rouleau ou le cintrage en angle est un processus efficace pour les pièces plus grandes. Il s'agit généralement de trois rouleaux placés dans une position pyramidale avec une orientation de fraisage verticale ou horizontale, en fonction de la taille de la section. Les rouleaux se déplacent de telle sorte qu'ils peuvent produire de grands rayons généralement spécifiques.
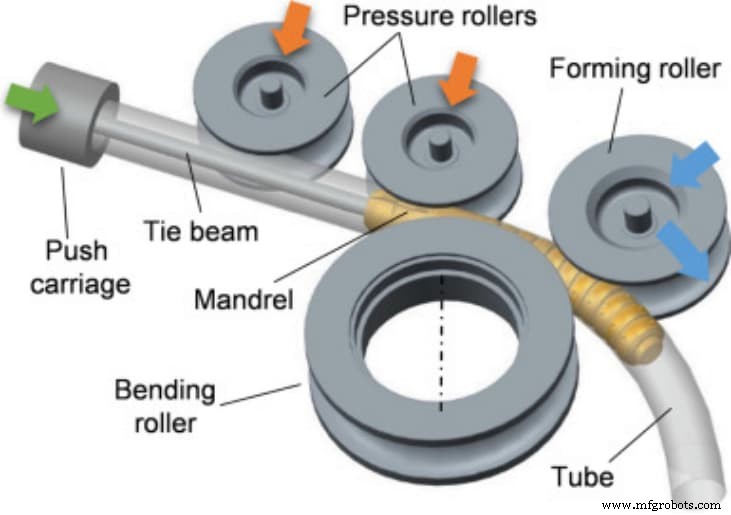
La machine détermine quels rouleaux se déplacent de quel côté. L'emplacement du rouleau central détermine le rayon du tube ou du tuyau. Le rouleau supérieur peut monter et descendre sur certaines machines pour donner l'angle souhaité. Sur d'autres machines, deux rouleaux inférieurs se déplacent tandis que le rouleau supérieur reste immobile.
Les fabricants utilisent le cintrage pour produire des spirales. L'opérateur peut produire des bobines continues en soulevant le tube après un tour. Dans ce cas, la pièce doit avoir un grand rayon et un pas d'un diamètre. Cependant, s'il a un pas de bobine plus grand, il y aura besoin d'un rouleau supplémentaire. Ce rouleau aide à guider le tube vers l'extérieur lors de la formation de la bobine.
Dessiner le pliage
Cette méthode est similaire au processus de cintrage du tube du mandrin, juste sans le mandrin. Il augmente la précision de la pièce de tube pour obtenir des mélanges complexes sans déformations. Dans cette méthode, la machine est soutenue à l'aide de pinces.
Les pinces permettent de tirer le tube vers une forme qui a un rayon similaire à celui du tuyau. Avec ce principe, la flexion par tirage permet d'obtenir des courbes nettes sur le tube tout en conservant une précision et une cohérence de haut niveau.
Les fabricants utilisent souvent la méthode de cintrage par étirage rotatif sur les pièces de tubes utilisées sur les charpentes et les machines. Des exemples typiques sont les arceaux de sécurité, les guidons de vélo, les garde-corps, etc.
Cintrage par compression
Une autre méthode efficace de cintrage des tubes en acier inoxydable est le cintrage par compression. Cette méthode plie le matériau autour d'une matrice de cintrage stationnaire à l'aide d'une matrice de compression. Le système implique le serrage initial du tube derrière le point de tangente arrière. Après cela, la matrice de compression aide à "comprimer" la pièce contre la matrice de pliage.
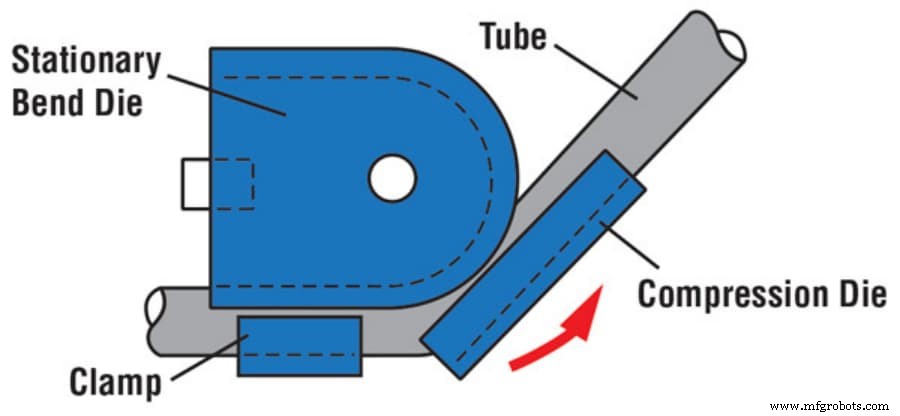
Le cintrage du tube de compression fonctionne mieux pour les pièces symétriques. Ce sont des tubes avec des coudes identiques de chaque côté. Le cintrage de ces tubes s'effectue en une seule configuration sur des machines à deux têtes de cintrage. Ainsi, vous voudrez peut-être choisir cette méthode lorsque l'arrondi d'un pli n'est pas le facteur le plus critique.
Le pliage par compression est idéal pour la vitesse et l'économie lorsque vous souhaitez obtenir un rendement plus élevé à moindre coût. Cependant, nous ne recommandons pas cette méthode pour les tubes dont le rayon central (CLR) est inférieur à deux fois le diamètre de courbure. Autrement dit, vous aurez besoin d'au moins un axe central de 2 pouces pour un coude de tube de 1 pouce afin d'obtenir la qualité de pliage souhaitée.
Préoccupé par d'autres techniques de pliage sur d'autres tôles ? Lire :Comment plier une tôle. Vous avez le besoin de produire des tubes inox cintrés, RapidDirect est le vôtre. Téléchargez simplement votre fichier de conception.
Considérations pour Cintrage de tubes en acier inoxydable
Lorsque vous réfléchissez à la façon de plier des tubes en acier, vous devez tenir compte de certaines considérations et facteurs structurels. Les plus importants incluent :
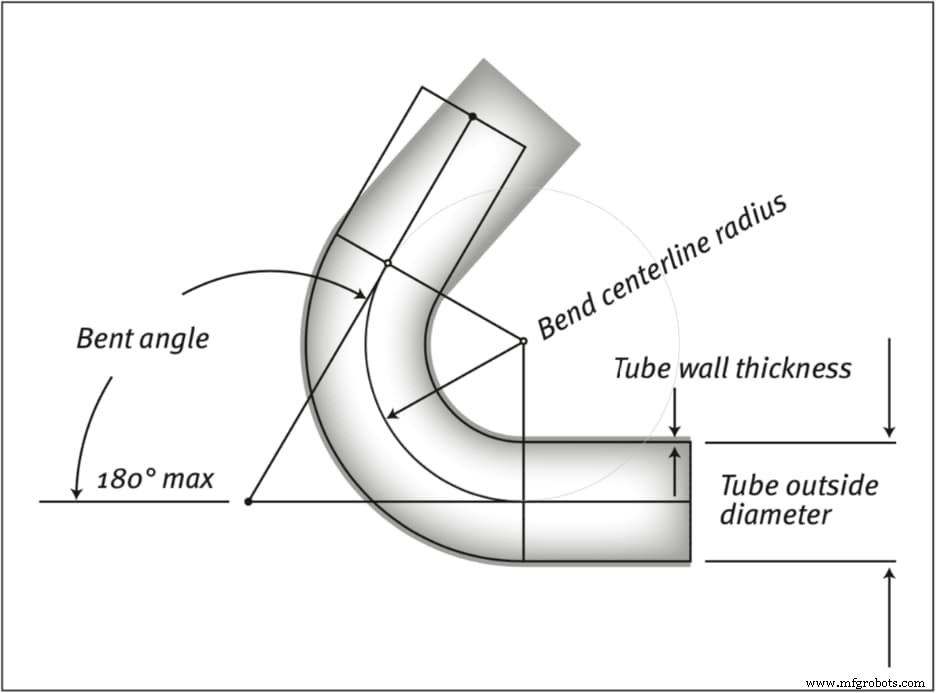
Rayon de courbure
Le cintrage de tubes en acier nécessite souvent que vous obteniez un rayon serré. Dans la plupart des cas, l'amincissement de la paroi extérieure du coude entraîne souvent un coude déformé. L'utilisation d'un mandrin comme support peut aider à éviter cela. Cela signifie que le cintrage du tube par mandrin est la méthode la plus fiable dans ce cas.
Parfois, l'obtention d'un rayon serré peut amener l'acier à dépasser ses limites élastiques. Cela conduit souvent à des déformations comme des rides et des bosses. Le pliage à trois rouleaux ou le pliage par tirage rotatif est la méthode recommandée dans de telles situations.
De plus, des rayons de courbure plus serrés vous obligent souvent à appliquer la force avec plus de précaution. Un coude à 180 degrés peut être réalisable en fonction du diamètre intérieur et de l'épaisseur du tube. Cependant, une forme en "U" plus large peut être nécessaire pour préserver l'intégrité structurelle et la forme intérieure.
Limite d'élasticité
Une autre considération essentielle pour le cintrage des tubes en acier inoxydable est la limite d'élasticité. C'est l'une des caractéristiques des matériaux en acier qui peut donner la probabilité de formation de retour élastique. Les matériaux avec une limite d'élasticité plus élevée auront un rapport de déformation élastique / plastique plus élevé. De tels matériaux montreront également plus de retour élastique que ceux ayant une limite d'élasticité inférieure.
Par conséquent, il est essentiel de déterminer la limite d'élasticité de votre matériau en acier avant de le plier. Chaque virage donne une quantité raisonnable de tension. Par conséquent, la limite d'élasticité doit être considérée par rapport à la quantité spécifique de déformation attendue.
Épaisseur du matériau
Les variations d'épaisseur de matériau sont un grand défi lorsqu'il s'agit de cintrer des tubes en acier inoxydable. Il joue en particulier un impact significatif lorsque les fabricants essaient d'atteindre des tolérances de flexion spécifiques. Le calibre de divers aciers inoxydables est souvent évoqué par rapport aux moyennes. Cependant, l'épaisseur réelle du matériau se situe dans une plage spécifique en réalité.
Par conséquent, une légère variation d'épaisseur peut affecter de manière significative l'angle de pliage de quelques degrés. Cela affecte souvent les résultats, en particulier lorsque vous avez besoin de tolérances serrées. Il est essentiel de savoir que certains matériaux peuvent nécessiter plus de puissance de flexion que d'autres lors de la fabrication de tubes sur mesure. Les nuances d'acier inoxydable plus épaisses nécessiteront une plus grande force que les plus fines.
La contrainte impliquée dans la flexion de matériaux plus épais autour de rayons donnés est supérieure à celle des matériaux plus minces autour des mêmes rayons. Plus les parois sont épaisses, plus la pression que le tube peut supporter est élevée. De même, les tubes aux parois plus minces sont plus susceptibles de s'effondrer lors de la flexion.
Ainsi, il est conseillé de régler correctement la puissance de flexion pour éviter les incohérences et la déformation du matériau. Vous devez choisir le processus approprié et régler la machine de manière appropriée.
Tubes soudés contre tubes sans soudure
Les tubes sans soudure et soudés peuvent être pliés. Cependant, les tubes sans soudure se plient souvent mieux si le rayon souhaité est serré. D'autre part, les parois plus minces des tubes soudés les rendent utiles pour les applications de plus grand diamètre. La couture des tuyaux soudés peut interférer avec la cohérence des coudes. Cela est dû au point de concentration de contraintes qui se forme sur le tube.
La concentration des contraintes donne aux tubes soudés 20 % de pression de service en moins par rapport aux tubes sans soudure. Nous ne pouvons pas non plus négliger la possibilité d'une mauvaise formation de la soudure, conduisant à un tube qui n'est pas parfaitement rond. Cela empêche une flexion appropriée des tubes soudés.
Tableau des rayons de courbure des tubes en acier inoxydable
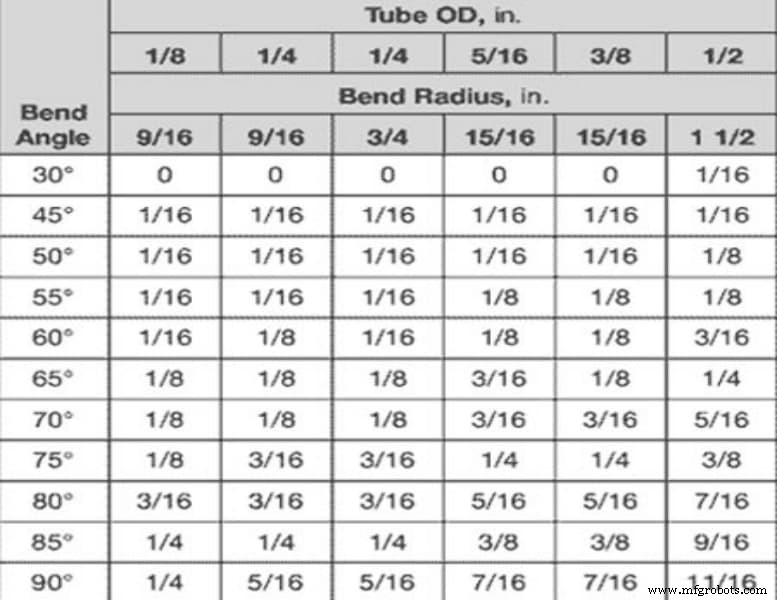
Le rayon de courbure d'un tube est le rayon mesuré par rapport à l'axe du tube. L'outillage du rayon de courbure diffère souvent en fonction de la cintreuse de tubes. Cependant, les plus courantes sont généralement conformes à des règles empiriques spécifiques.
Le rayon de courbure standard est de 2 x D
Cela signifie qu'un tube avec un diamètre extérieur de 20 mm nécessitera un rayon de courbure de 40 mm. Des rayons de courbure plus serrés comme ½ x D sont possibles. Cependant, il est souvent plus coûteux d'obtenir quoi que ce soit en dessous de 2 x D.
Le rayon de courbure minimum est de 7 x D
Les propriétés du matériau et l'épaisseur de la paroi affectent le rayon de courbure minimal des rouleaux. Par conséquent, s'en tenir à la directive 7 x D est techniquement sûr. Il est également conseillé de permettre une large tolérance dans les rayons de courbure.
Applications des tubes en acier inoxydable
Le tube en acier inoxydable est un matériau polyvalent utilisé dans plusieurs industries en raison de sa facilité d'assemblage. Il peut également résister à des conditions extrêmes telles que des températures et une pression élevées. C'est l'une des propriétés de l'acier inoxydable qui le rend utile dans des industries spécifiques.

Par exemple, l'usinage CNC pour l'industrie automobile utilise des tubes en acier inoxydable pour la fabrication de silencieux de haute qualité. C'est parce qu'ils peuvent résister à la pression extrême qui les traverse. Il trouve également une utilisation dans les dispositifs médicaux, les cadres de panneaux solaires, les équipements industriels et le câblage électrique. La possibilité de former des tubes en acier en différentes formes et épaisseurs les rend encore plus utiles.
Vous trouverez des produits de tuyauterie en acier inoxydable pour plusieurs applications domestiques, y compris les appareils électroménagers, le chauffage, l'eau et les systèmes de plomberie. Rares sont les secteurs qui n'utilisent pas ce matériau polyvalent, qu'il s'agisse de l'aérospatiale, de l'automobile, de la technologie, de l'électricité, de la construction ou de l'agroalimentaire.
Les innovateurs continuent de trouver chaque jour de nouvelles utilisations pour les tubes en acier inoxydable tout en les incorporant dans tous les aspects de la vie.
Alors, le cintrage de tubes en acier est-il adapté à votre application ?
Comme mentionné, les tubes en acier sont utiles dans diverses industries pour différentes applications. De plus, la disponibilité de machines sophistiquées et de méthodes modernes rend le cintrage des tubes plus précis. Par conséquent, la sélection du matériau, du processus et de l'outillage appropriés vous donnera une excellente chance d'obtenir le pliage parfait pour votre application.
Si vous êtes prêt à apprendre des moyens plus rentables et à obtenir des conseils de cintrage de tubes en acier appropriés, le service d'usinage CNC de RapidDirect est fait pour vous ! Nous fournissons également des fabrications de tubes sur mesure et des services de fabrication que vous n'obtiendrez jamais ailleurs. Notre équipe d'experts propose des services de prototypage rapide à des prix compétitifs.
Ce n'est pas tout. Notre équipe d'experts fournit des conseils professionnels sur votre conception. Ensuite, nous vous aidons à fabriquer des tubes en acier de haute qualité et souhaitables. Nous offrons une assurance qualité sur laquelle vous pouvez toujours compter. Téléchargez votre fichier CAO aujourd'hui et obtenez un devis instantané.
FAQ
Est-il difficile de plier des tubes en acier inoxydable ?
Le cintrage des tubes en acier peut être très difficile en raison de la dureté du matériau. Cependant, choisir le bon fabricant avec une bonne connaissance des processus et de l'outillage peut aider à rendre le processus plus transparent.
Le cintrage des tubes sur mandrin est-il meilleur que le cintrage par roulage ?
La méthode que vous choisissez dépend de vos exigences de pliage. Le pliage au mandrin est préféré pour les opérations de pliage avec des rayons plus serrés afin d'éviter l'aplatissement, les plis et les plis. D'autre part, le roulage est idéal pour les tubes plus fins avec un grand rayon de courbure.
Quelles sont les applications des tubes en acier inoxydable ?
De nombreuses industries utilisent des tubes en acier inoxydable pour diverses applications. Ils sont utilisés dans les appareils électroménagers, les pièces automobiles et aérospatiales, les appareils électroniques, les systèmes de plomberie, les appareils médicaux et bien d'autres.
Technologie industrielle
- La différence entre l'acier inoxydable austénitique et ferritique
- Avantages et inconvénients des poignées en acier inoxydable
- Une introduction à l'acier inoxydable et à sa fabrication
- Quelle est la différence entre l'acier au carbone et l'acier inoxydable ?
- Quelles sont les principales erreurs à éviter lors de la manipulation de l'acier inoxydable ?
- Acier inoxydable :les meilleurs produits pour la coupe, le meulage et la finition
- Guide des alliages Monel :propriétés et applications
- La différence entre l'acier inoxydable de condition A et B
- L'acier inoxydable et l'évolution des montagnes russes