


Tournage avec des profondeurs de coupe régulières :pourquoi est-ce important et comment cela fonctionne-t-il ?
Profondeurs de coupe régulières :pourquoi est-ce important et comment cela fonctionne-t-il ?
Il y a eu un nouvel ajout à la façon dont nous calculons la profondeur de coupe dans l'ébauche de profil. Qu'est ce que ça fait? Pourquoi c'est important? Et en quoi diffère-t-elle de la stratégie standard ?
Jetons un coup d'œil à ce que nous faisons aujourd'hui et appelons-le "Profondeur de coupe constante", car c'est ce que nous demandons au logiciel d'effectuer pour nous.
Si nous devions définir notre profondeur de coupe maximale à 2 mm, cela appliquerait cette coupe de 2 mm à partir de la limite du stock vers le bas, en ignorant la géométrie réelle du modèle, mais en vous donnant les résultats attendus d'avoir une réduction prévisible pour chaque passe de la plaquette de tournage jusqu'à ce que nous atteignions la limite inférieure (Centre de révolution de la pièce).
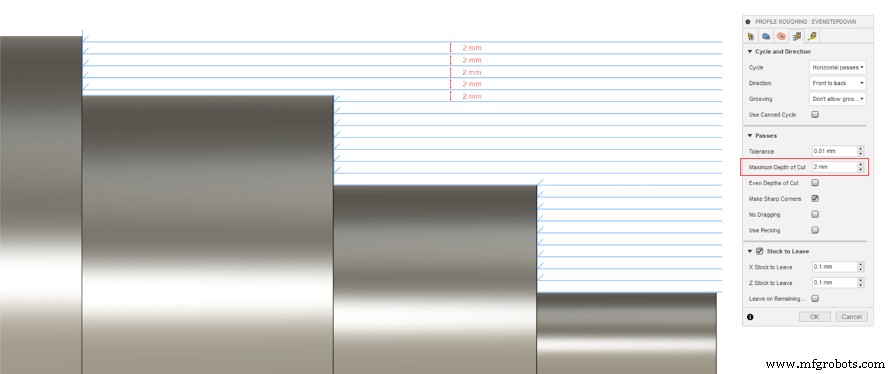
Une profondeur de coupe maximale produit ici des passes de 2 mm, quelle que soit la géométrie de la pièce.
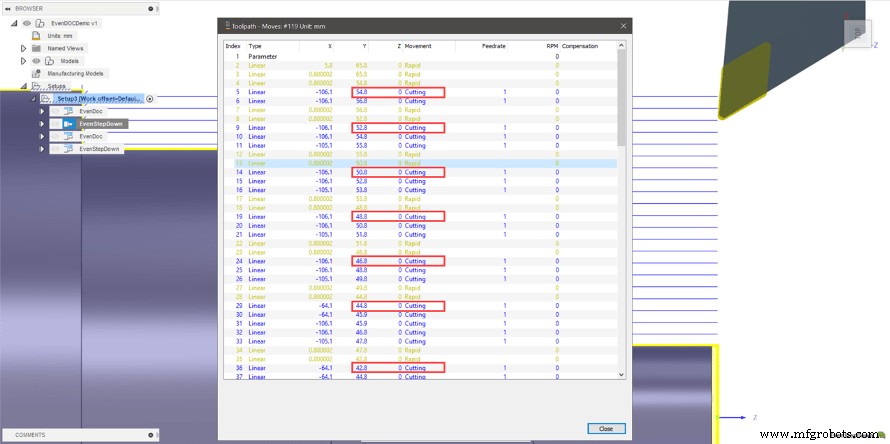
L'affichage des mouvements de la trajectoire d'outil montre chaque passe à 2 mm.
Quel est le problème ?
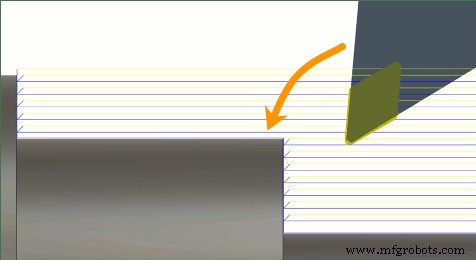
Cette petite passe mise en évidence ici est le principal coupable.
"Profondeur de coupe constante" sur plusieurs épaulements
Quel est le problème avec ce petit laissez-passer, pourriez-vous demander? Ce n'est tout simplement pas une profondeur de coupe égale. Mais ce petit changement nous laisse prévoir beaucoup de problèmes pour déterminer plus tard comment nous pouvons apporter des corrections pour obtenir la bonne tolérance et la bonne finition de surface. Même les profondeurs de coupe signifient que nous avons une épaisseur de copeau uniforme, une déviation prévisible de la pièce ou de l'outil et une dissipation de chaleur égale pendant les coupes.
Pourquoi est-ce important ?
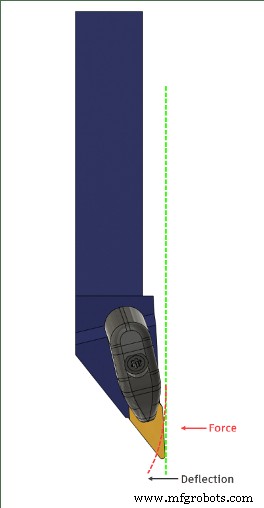
Garder les variables au minimum est toujours le scénario idéal. La minimisation des variables assure un diagnostic rapide des problèmes qui pourraient survenir. Par exemple, si nous avons une déviation importante de l'outil tout en coupant la même quantité sur plusieurs épaulements, nous pouvons simplement ajuster nos décalages d'outil dans le contrôleur pour tenir compte de la déviation pour chaque diamètre. Si nous avons une profondeur de coupe constante, ce qui entraîne une fine passe d'ébauche finale sur un épaulement, mais que les deux autres sont égaux, nous pourrions avoir des fluctuations dans le diamètre résultant simplement en fonction de la déviation de l'outil. Maintenant, pour résoudre un problème de variabilité, nous devons revenir à Fusion pour modifier les dimensions du diamètre unique afin de le mettre dans la tolérance sans perturber les deux autres diamètres.
Avec des pièces qui contiennent plusieurs épaulements comme dans l'exemple que nous examinons, la manière idéale d'usiner la profondeur de coupe peut ne pas toujours être un nombre prescrit constant. L'utilisateur ne peut pas être tenu responsable de mesurer chaque diamètre d'épaulement et de calculer une profondeur de coupe moyenne à partir du haut du brut sur toute la pièce.
Même Depths of Cut est là pour sauver la situation !
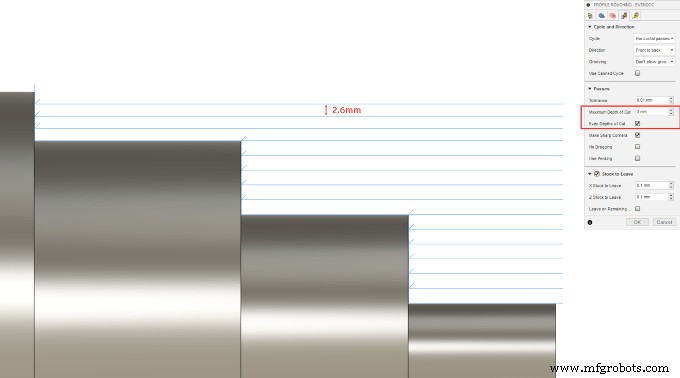
Une "profondeur de coupe maximale" définie sur 3 mm avec l'option "Profondeurs de coupe uniformes" activée, a généré une profondeur de 2,6 mm pour produire un résultat plus prévisible.
Alors, comment ça marche ?
Géométrie simple
Nous divisons chaque diamètre en une « région » pour calculer la réduction appropriée de chaque région, puis les fusionnons en une moyenne qui se répartira uniformément pour toutes les largeurs. Vous trouverez ci-dessous deux exemples de base de la façon dont les régions sont définies dans l'algorithme selon que l'utilisateur choisit d'effectuer des passes verticales ou horizontales. Pour cet exemple, nous avons donné au logiciel une "profondeur de coupe maximale" suggérée de 3 mm. 3 mm ne sera pas la profondeur exacte de sortie de coupe pour chaque passe comme avec une profondeur de coupe constante mais une valeur à ne pas dépasser. L'algorithme va maintenant examiner le modèle et le diviser en régions en fonction de la reconnaissance des appartements et calculer la profondeur de chaque passe pour les espacer uniformément. Le résultat est de 2,6 mm pour chaque passe et une condition de coupe prévisible constante d'un épaulement à l'autre.
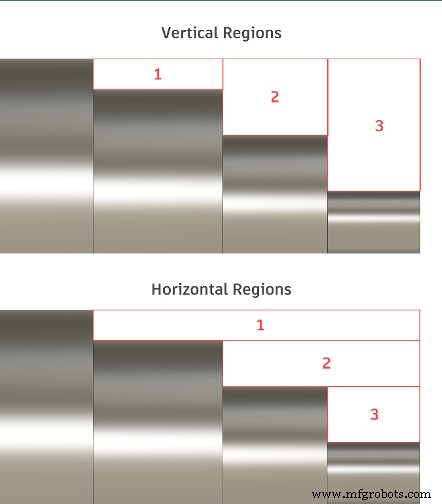
Régions verticales et horizontales, géométrie simple
Géométrie complexe
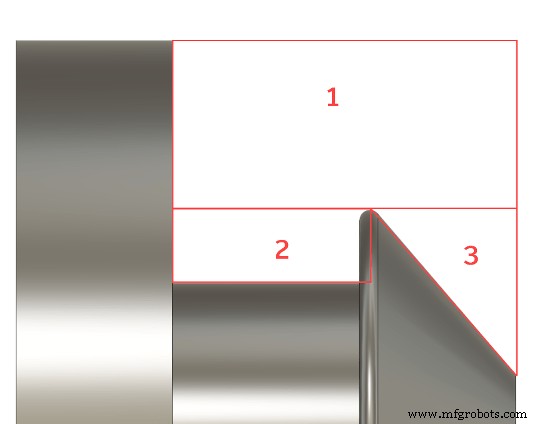
Mais que se passe-t-il lorsque la géométrie de la pièce est plus compliquée ? Ce premier exemple de géométrie plus complexe montre où nous pourrions avoir une profondeur de coupe inégale.
"Profondeur de coupe constante" sur une intersection complexe montre une fine coupe sur la crête de cette géométrie.
En l'absence de moyen simple d'identifier les régions sur la base de surfaces planes, comment définissons-nous la région pour diviser cette partie ?
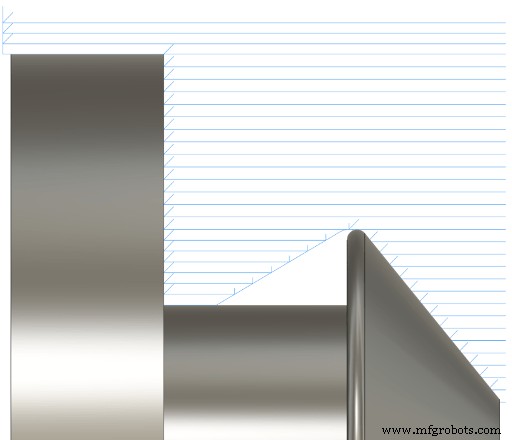
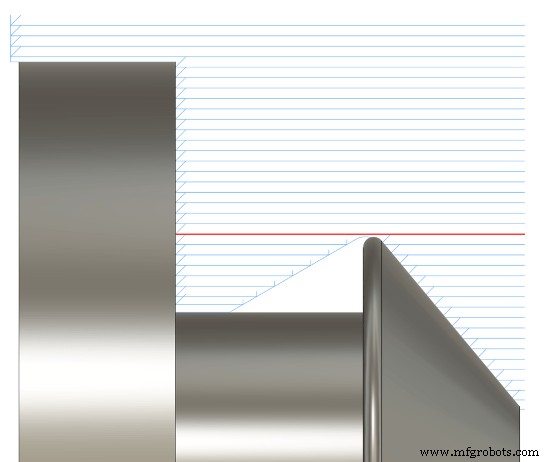
"Profondeur de coupe uniforme" sur l'intersection complexe
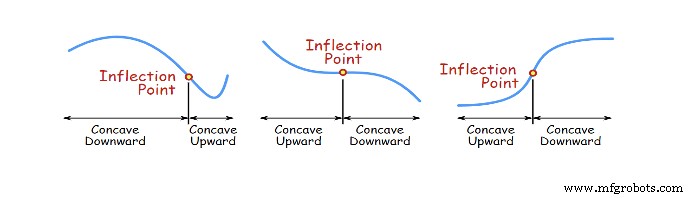
En utilisant le ou les points d'inflexion du modèle, nous pouvons déterminer les régions à diviser et calculer la profondeur de coupe uniformément pour les formes complexes.
Visages inclinés
Le dernier cas concerne les faces inclinées. Pour cet exemple, nous pouvons examiner un exemple de filetage NPT qui a un cône de 5 degrés par rapport à l'arbre. L'algorithme considérera tout élément supérieur à 5 degrés comme une région ; rien de moins ne sera considéré comme une région de fractionnement. Comme dans la surface conique ci-dessous.
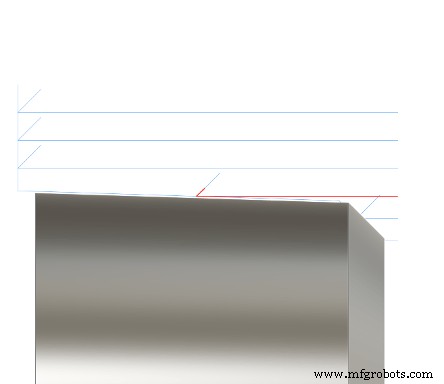
« Profondeur de coupe constante » sur <5 degrés de surface conique
Sans plat pour déterminer la région ou un point d'inflexion, nous ne pouvons pas identifier clairement ce qu'est une région fractionnable appropriée pour obtenir une profondeur de coupe uniforme. En fait, celui-ci, nous ne pourrons pas du tout obtenir une profondeur de coupe uniforme en raison de la surface inclinée. Mais, pour éliminer la petite quantité de matière restante, nous pouvons déterminer le minimum et le maximum d'une région pour les faces inclinées. C'est pourquoi nous avons construit un angle maximum de 5 degrés pour considérer les régions. Si l'angle est supérieur à 5 degrés, il ne le considérera pas comme une région "plate". Nous donnant les meilleurs résultats ci-dessous.
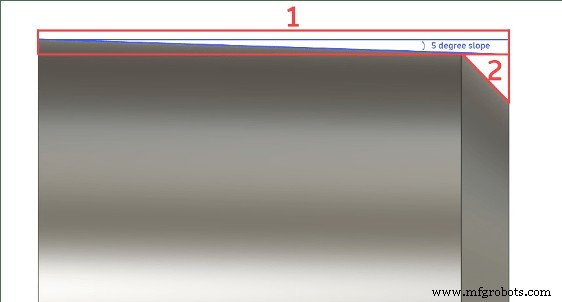
Régions pour> pente de 5 degrés
"Profondeur de coupe uniforme" sur une surface conique de> 5 degrés
Qu'est-ce qui s'en vient ?
Nous avons commencé avec une profondeur de coupe uniforme pour l'ébauche du diamètre extérieur et du diamètre intérieur avec presque toutes les combinaisons de réglages à l'exception de quelques-unes :pas de traînée, coupe arrière et usinage de repos (travail à partir de la coulée).
Nous avons pris quelques libertés avec les hypothèses dans l'algorithme et voulons ouvrir plus d'options aux utilisateurs pour les déterminer. Par exemple, la profondeur de coupe maximale est la seule entrée, alors quelle est la profondeur de coupe minimale ? Actuellement, nous le traitons par région. Toute région plate inférieure à la profondeur de coupe maximale n'est pas non plus considérée comme une région. Nous chercherons à ouvrir un champ de profondeur de coupe minimum pour mieux contrôler cette valeur.
Découvrez ces nouvelles techniques de fabrication. Vous n'utilisez pas encore Fusion 360, essayez-le dès aujourd'hui.

Technologie industrielle
- Qu'est-ce qu'une presse à bascule et comment ça marche ?
- Qu'est-ce que le moulage par transfert et comment fonctionne-t-il ?
- Qu'est-ce qu'une transmission et comment fonctionne-t-elle ?
- Qu'est-ce que l'impression 3D ? - Types et comment ça marche
- Qu'est-ce que le soudage à l'arc ? - Types et comment ça marche
- Qu'est-ce que le rapporteur de biseau et comment ça marche ?
- Qu'est-ce qu'une aléseuse CNC et comment fonctionne-t-elle ?
- Qu'est-ce qu'un embrayage industriel et comment ça marche ?
- Comment fonctionnent les chatbots ? | Pourquoi est-ce important pour votre entreprise | 2018