


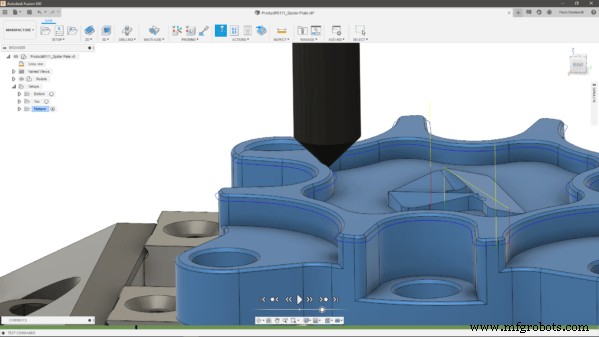
Comment usiner une plaque d'araignée avec Fusion 360
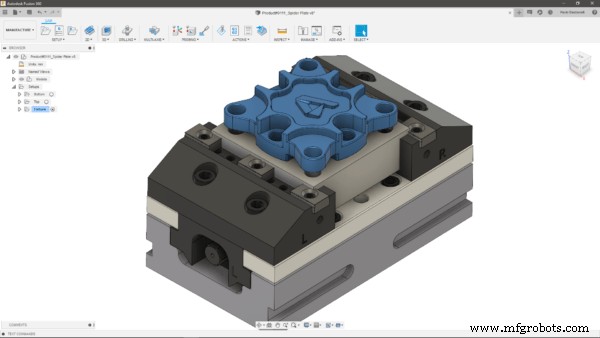
Après vous avoir tout dit sur le processus de conception et de fabrication du Wheel Hub composant, aujourd'hui, je vais vous expliquer en détail comment usiner une plaque d'araignée comme celle illustrée dans l'image ci-dessous, en utilisant les capacités intégrées de CAO et de FAO offertes par Autodesk Fusion 360. Si vous voulez voir des images d'usinage de nous en fait l'usinage de la pièce, visitez ce lien.
Configurations
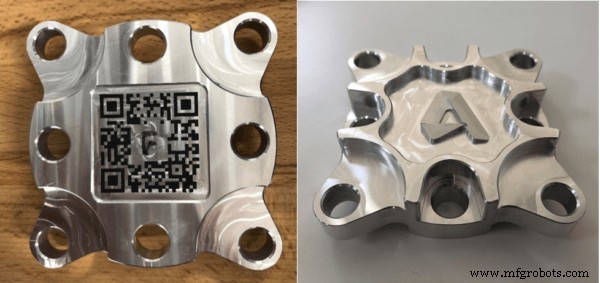
Comme je l'ai mentionné dans le post sur le Moyeu de roue , le choix du côté à usiner en premier, est l'une des décisions les plus cruciales qu'un programmeur FAO doit prendre. Dans ce cas, cependant, j'ai eu de la chance, car la pièce est à peu près symétrique sur le plan XY, ce qui signifie que j'aurais pu choisir l'un ou l'autre côté pour être usiné en premier. La conception de la pièce comprenait six trous de dégagement et deux trous de cheville. Cela a été d'une grande aide pour s'assurer que la pièce était correctement positionnée et maintenue pendant les deux configurations nécessaires pour l'usiner complètement. Au final, j'ai choisi d'usiner d'abord le bas de la pièce, celui qui se trouve à gauche de l'image ci-dessous, où vous pouvez également voir le QR code que j'ai gravé au laser.
Maintien du travail
Pour ce composant, j'ai décidé de maintenir la billette d'origine dans un étau Lang, un excellent outil qui garantit un maintien fiable et sans vibration, tout en n'ayant besoin que de 3 mm de matière à serrer. Les étaux Lang permettent également de réaligner un composant (après l'avoir retiré et remis en place) dans une tolérance de 5 microns . Cela rend les processus hautement reproductibles, par rapport à d'autres mécanismes de maintien du travail. Comme j'avais prévu de nettoyer 10 billettes avant de commencer les programmes réels, cela m'a beaucoup facilité la vie en m'assurant que j'alignais correctement les blocs avant d'exécuter mes parcours d'outil.

Un autre aspect essentiel lors de la fabrication de tout composant est le choix d'un montage. Dans ce cas, comme le composant est plat aux deux extrémités, il était facile de concevoir une plaque simple avec 8 trous, six pour les trous de dégagement et deux pour les goujons. S'assurer d'aligner correctement les trous de fixation avec ceux de la pièce est crucial, même lorsqu'il s'agit de composants 2.5D "simples" comme la Spider Plate. Vérifiez avant de commencer votre programme !

Ebauche
Lors de la première configuration, pour l'ébauche externe du composant, j'ai utilisé le 2D Adaptive Clearing avec une fraise de 16 mm. L'algorithme derrière ce parcours d'outil garantit que je peux utiliser toute la flûte de la fraise pour dégager le matériau. Cela signifiait que je pouvais dégrossir l'extérieur en une seule passe (assurez-vous d'avoir suffisamment de longueur de coupe sur votre outil avant de faire cela !). Cette stratégie permet à la fraise d'être sous charge constante , en maintenant constant l'angle d'engagement entre l'outil et le matériau. Cela se traduit par une ébauche beaucoup plus sûre et plus rapide, par rapport aux stratégies plus traditionnelles.
Analyse des rayons
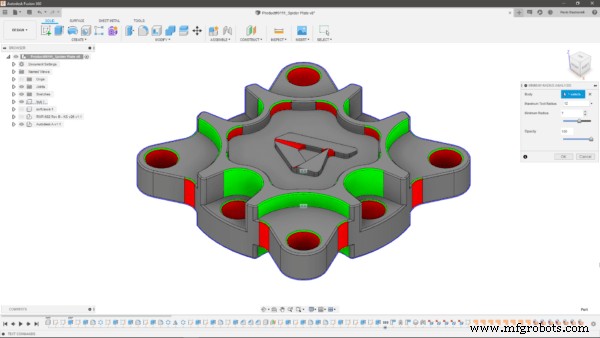
J'ai usiné la pièce en Aluminium 6082, sur un linéaire DMG Mori DMU 60eVo. Même si les choix de la machine et du matériel à utiliser sont finalisés, il reste très important de faire une analyse géométrique approfondie sur la pièce, car les rayons présents dicteront la taille maximale de l'outil que vous êtes autorisé à utiliser pour vos parcours d'outils. Dans ce cas, dans les deux configurations, j'ai décidé d'utiliser des parcours d'outils de poche 2D avec une fraise en bout de 12 mm pour toutes les poches ouvertes, car j'ai trouvé un rayon minimum de 7 mm, ce qui signifie que je pouvais les usiner avec mon outil de 12 mm sans creuser sur les côtés. Si vous voulez plus de détails sur la façon de choisir le bon outil pour vos rayons internes, veuillez consulter cet article sur la façon d'usiner les coins internes.
Finition
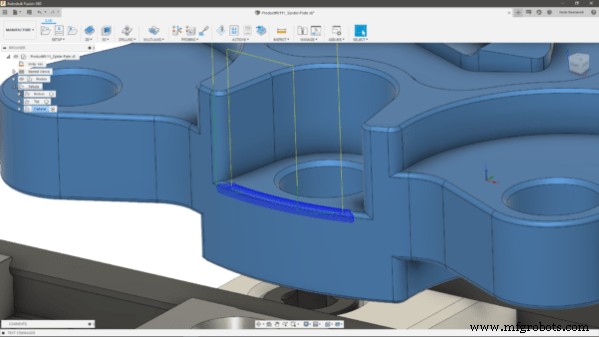
Un aspect délicat de cette pièce était qu'il m'était impossible d'usiner les chanfreins au fond des poches ouvertes avec un outil à chanfreiner, car cela aurait creusé sur les côtés. Par conséquent, j'ai décidé d'usiner ces chanfreins à l'aide d'une boule de 2 mm et d'un parcours d'outil de pétoncle, comme vous pouvez le voir sur l'image ci-dessous.
J'ai choisi la même combinaison d'outil Boule de 2 mm et de parcours d'outil Pétoncle pour le logo Autodesk au centre de la pièce, combiné avec un Effacement adaptatif stratégie pour la poche de forme libre autour du logo.
Enfin, pour les chanfreins sur les trous, comme il n'y avait aucun risque de gougeage, j'ai utilisé un parcours d'outil Contour 2D avec un outil Chanfreinage. J'ai utilisé la même combinaison d'outil et de parcours d'outil pour tous les autres chanfreins de la pièce. J'ai trouvé que 2D Contour fonctionne très bien pour les chanfreins, car il permet une programmation et une coupe rapides, sans avoir à passer du temps à créer des esquisses pour piloter mon outil.
Conclusion
Le temps de coupe global pour le composant était d'environ 45 minutes, mais le processus complet a pris un peu plus de temps, étant donné que je devais changer les positions des boulons à mi-parcours de chaque configuration, pour usiner 4 poches (et les trous relatifs) à la fois.
J'espère vraiment que vous avez trouvé cet article utile et que vous avez maintenant appris à usiner une Spider Plate.
Les outils de CAO/FAO intégrés à Fusion 360 ont rendu l'ensemble du flux de travail de conception et de fabrication rapide et transparent, car il m'était facile de changer d'espace de travail chaque fois que j'en avais besoin. Si vous voulez essayer, mais que vous n'avez pas encore essayé le logiciel, vous pouvez télécharger un essai gratuit sur ce lien.
Technologie industrielle
- Comment gérer et stocker des données de projet avec Fusion 360
- Comment usiner du verre avec presque n'importe quel routeur CNC ?
- Gestion sécurisée des données avec l'extension Fusion 360 Manage
- Comment Fusion 360 prend-il en charge l'ingénierie simultanée ?
- Gaudio transforme la conception des écouteurs intra-auriculaires avec Fusion 360
- Usinage 5 axes avec Fusion 360
- Comment utiliser un montage conçu de manière générative pour usiner avec Fusion 360
- Comment rationaliser le suivi des stocks avec un logiciel GMAO
- Comment usiner des bijoux avec l'usinage CNC ?