


Comment usiner un volant avec Fusion 360
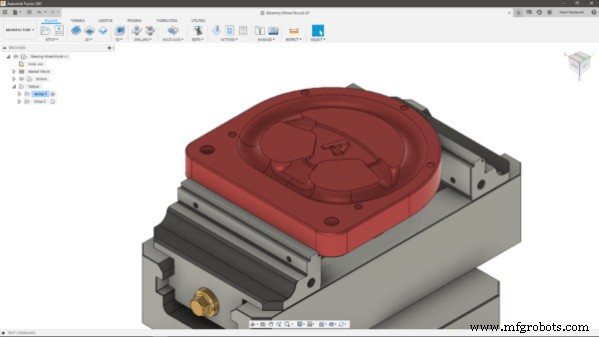
Dans le cadre de notre série "Comment usiner", dans cet article, je vais vous expliquer comment usiner un moule de volant en utilisant les capacités intégrées de CAO et FAO d'Autodesk Fusion 360. Si vous n'avez pas eu l'occasion de lire les articles précédents de cette série, vous pouvez y accéder en cliquant sur les liens ci-dessous :
- Comment usiner un moyeu de roue
- Comment usiner une plaque d'araignée
Configurations
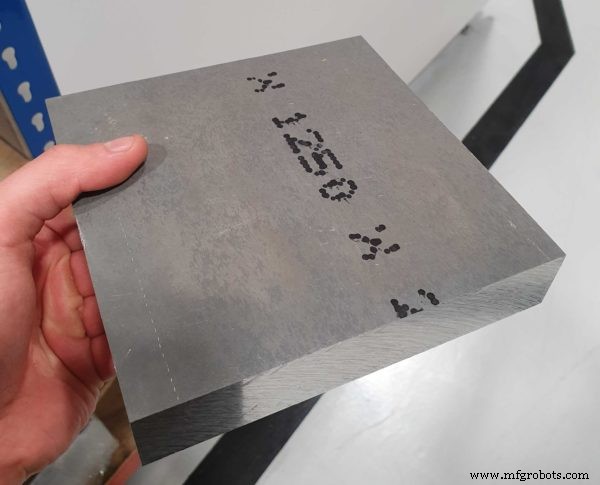
Le point de départ de cette partie était le bloc de matériau brut que vous pouvez voir dans l'image ci-dessous. Dans ce cas, j'ai opté pour l'aluminium 6082. J'ai décidé d'usiner ce composant sur une DMG Mori DMU 60eVo linear, au Birmingham Technology Centre.
L'étape suivante consistait à décider quel côté nous aurions usiné en premier. L'option la plus sensée était de commencer par le haut, que vous pouvez voir sur le côté gauche de l'image ci-dessous.

En fait, il est logique d'enlever la majeure partie du matériau lors de la première configuration, en gardant à l'esprit l'usure de l'outil. De plus, choisir de travailler d'abord de ce côté nous a permis de minimiser les vibrations même avec des avances et des vitesses relativement élevées dans les zones qui nécessitaient le plus de travail.
Maintien du travail
Comme pour la plupart des autres pièces que j'usine, j'ai utilisé un étau Lang pour tenir la billette. Cet outil garantit un maintien fiable et sans vibration, ne nécessitant que 3 mm de matière à serrer. Les étaux Lang permettent également le réalignement d'un composant dans une tolérance de 5 microns. Cela rend les processus hautement reproductibles, par rapport aux mécanismes de maintien plus classiques.

Pour la configuration 1, nous avons utilisé le mécanisme de sertissage, pleinement conscients qu'il laisserait des marques sur les côtés du composant partiellement usiné. Pour la configuration 2 à la place, nous avons configuré les mâchoires parallèles , car nous ne voulions évidemment aucune marque sur la pièce finie.
Compte tenu de la géométrie de la pièce et de la polyvalence de l'étau Lang, je n'ai pas eu à penser à un appareil, car je n'en avais pas besoin pour usiner entièrement la pièce.
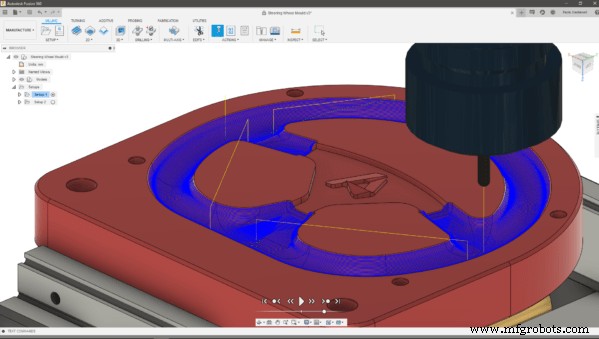
Ebauche
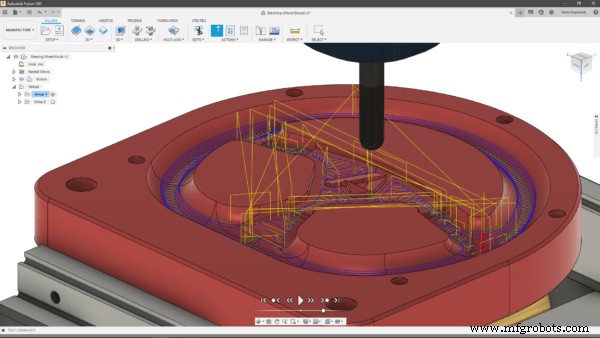
Lors de la première configuration, la principale zone à dégrossir était la surface concave qui constitue l'essentiel de notre moule de volant. Alors que j'utiliserais normalement des fraises plates ou arrondies pour mes opérations d'ébauche, dans ce cas, j'ai opté pour une combinaison de 2D Adaptive Clearing avec une boule de 8 mm outil. De cette façon, j'ai réussi à éviter d'exécuter des parcours d'outils de semi-finition. Ceux-ci auraient été nécessaires si j'avais choisi un outil plat pour usiner une zone concave, car il y aurait eu beaucoup plus de matière après les passes de dégagement.
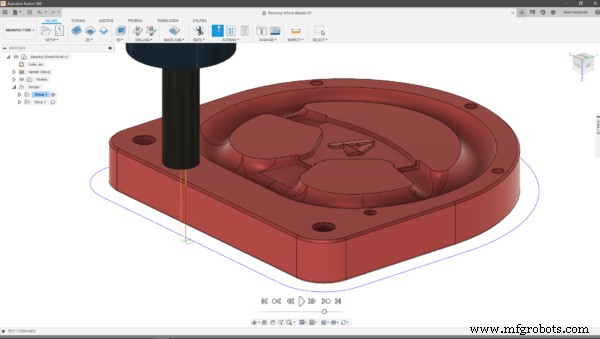
Pour la forme extérieure, nous avons utilisé une fraise en bout de 16 mm. Comme le stock que nous avons commandé ne faisait que 26 mm de hauteur, nous avons réussi à contourner la pièce en un seul passage. En maintenant à la fois la vitesse de la broche et l'avance assez faibles, nous avons obtenu une excellente finition de surface à l'extérieur sans exécuter de passes de finition. Pour un résultat exceptionnel, essayez toujours de garder votre outil aussi court que possible , pour gagner en rigidité !
Finition
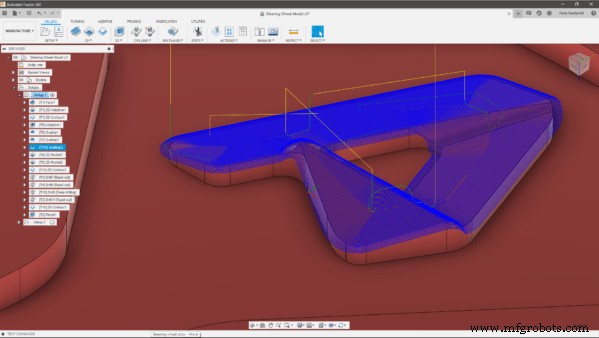
Pour la plupart des régions concaves, j'ai utilisé un outil boule de 4 mm pour mes parcours de finition. Comme je l'ai mentionné ci-dessus, il ne restait plus beaucoup de matière après l'ébauche sur la région principale du moule. Le pas que j'ai utilisé pour ce parcours d'outil était de 0,2 mm, pour obtenir une excellente finition de surface sans avoir besoin de polir.
Cependant, il y avait encore pas mal de programmation à faire pour finir le "A" d'Autodesk. Pour l'intérieur, j'ai utilisé une fraise en bout de 2 mm avec un parcours d'outil de poche 2D. Pour la forme libre du A cependant, j'ai utilisé un outil boule de 2 mm en combinaison avec un pétoncle parcours d'outil. J'ai opté pour un pas très fin pour cette stratégie, seulement 0,05 mm , pour obtenir une excellente finition.
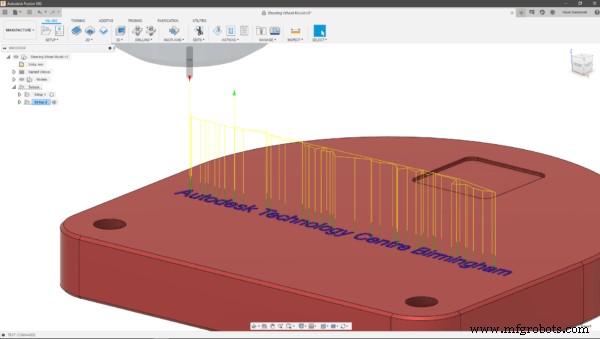
Pour le texte gravé sur la configuration 2, nous avons utilisé le même outil Boule de 2 mm, cette fois avec un Tracé parcours d'outil, projetant le texte sur le dos plat de la pièce. Je trouve Trace un excellent parcours d'outil en termes de facilité d'utilisation et de qualité de sortie globale. Vous devriez certainement l'utiliser davantage si vous ne le faites pas déjà !
Enfin, pour les chanfreins sur les trous et autour de la pièce, j'ai utilisé un parcours d'outil de contour 2D avec un outil de chanfreinage. Le chanfreinage des arêtes vives est une pratique courante dans la fabrication, car cela minimise les risques de blessures en touchant la pièce.
Conclusion
Le temps de découpe global du composant était d'environ 1h30 . Comme vous vous en doutez, j'ai passé la majeure partie de ce temps sur la configuration 1, car la configuration 2 ne représentait que 15 minutes du temps de coupe total.
Les outils de CAO/FAO intégrés à Fusion 360 ont rendu l'ensemble du flux de travail de conception et de fabrication rapide et transparent, car il m'était facile de changer d'espace de travail en cas de besoin. Si vous voulez essayer, mais que vous n'avez pas encore essayé le logiciel, vous pouvez télécharger un essai gratuit sur ce lien.
J'espère que cet article vous a aidé à en apprendre un peu plus sur la façon d'usiner un moule de volant. Restez à l'écoute pour plus d'articles "Comment usiner" !

Technologie industrielle
- Comment gérer et stocker des données de projet avec Fusion 360
- Prendre en main un volant imprimé en 3D
- Insta-connection - Comment une équipe locale de robotique s'est associée à une entreprise de machines CNC
- Comment usiner du verre avec presque n'importe quel routeur CNC ?
- Gestion sécurisée des données avec l'extension Fusion 360 Manage
- Comment Fusion 360 prend-il en charge l'ingénierie simultanée ?
- Gaudio transforme la conception des écouteurs intra-auriculaires avec Fusion 360
- Comment améliorer l'opération de meulage de votre atelier d'usinage
- Comment usiner des bijoux avec l'usinage CNC ?