


Différence entre le soudage par fusion et le soudage à l'état solide
L'exigence d'assemblage de deux composants ou plus est inhérente à la fabrication. Il existe différentes techniques d'assemblage pour assembler une grande variété de matériaux de multiples façons. Certains de ces processus fournissent des joints permanents, tandis que d'autres fournissent des joints temporaires. Comme le rivetage, le couplage et le collage, le soudage est également un processus d'assemblage permanent. Par définition, le soudage est l'un des processus d'assemblage par lesquels deux composants solides ou plus peuvent être assemblés de manière permanente par formation de coalescence avec ou sans application de pression externe, de chaleur et de métal d'apport. Ainsi, la chaleur et la pression ne sont pas obligatoires pour l'assemblage par soudage; en fait, ils sont appliqués alternativement. Ainsi, dans certains procédés de soudage, une chaleur externe est appliquée ; tandis que dans d'autres processus, une pression externe est appliquée. Sur cette base, les procédés de soudage peuvent être globalement classés en deux groupes :le soudage par fusion et le soudage à l'état solide.
Dans tous les procédés de soudage où une chaleur suffisante est appliquée à partir d'une source externe pour la fusion ou la fusion des surfaces de contact des composants de base afin de former le cordon de soudure, on parle de procédés de soudage par fusion . Aucune pression n'est habituellement souhaitée dans de tels procédés. Tous les procédés de soudage à l'arc, de soudage au gaz et de soudage par résistance relèvent du soudage par fusion. Il convient également de mentionner que la fusion des surfaces de contact de la plaque de base se produit en raison de l'application directe de chaleur et non en raison de la pression, du frottement, etc.
D'autre part, dans les procédés de soudage à l'état solide , aucune chaleur n'est appliquée directement; au lieu de cela, une pression suffisante est appliquée dans la plupart des cas. En raison de la pression, de la chaleur peut être générée au niveau de la zone de contact ; cependant, cette température reste généralement bien inférieure au point de fusion des composants de base. Le soudage par diffusion, le soudage par forgeage, le soudage par explosion, le soudage sous pression, le soudage par friction, etc. sont des exemples de cette catégorie. Les différences importantes entre le soudage par fusion et le soudage à l'état solide sont présentées ci-dessous sous forme de tableau.
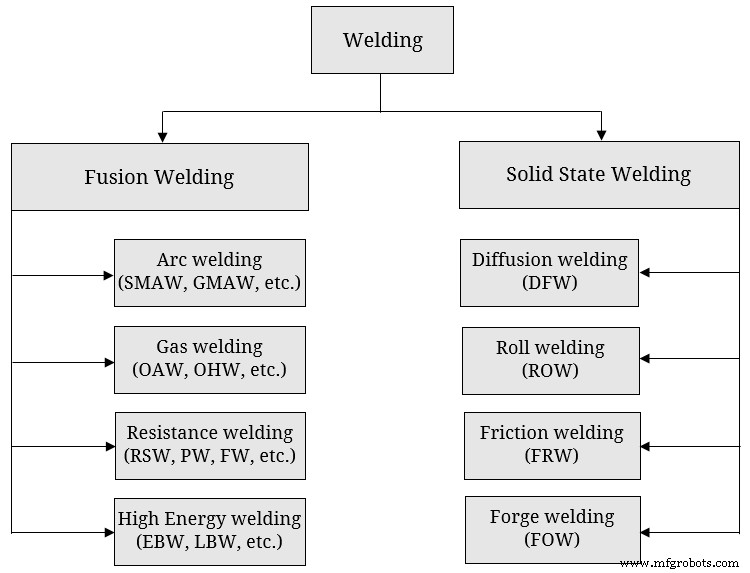
Table :Différences entre le soudage par fusion et le soudage à l'état solide
| Soudage par fusion | Soudage à l'état solide |
|---|---|
| Dans les procédés de soudage par fusion, les surfaces de contact des composants de base fondent pour former un cordon de soudure. | Aucune fusion de ce type n'a lieu ; la température des surfaces de contact reste toujours inférieure au point de fusion du matériau d'origine. |
| La chaleur est directement appliquée à partir de certains moyens externes. Cependant, la pression n'est pas nécessaire. | Aucune chaleur n'est directement appliquée pour faciliter l'assemblage ; à la place, une pression suffisante est appliquée dans la plupart des cas. |
| Le matériau de remplissage externe, si nécessaire, peut être appliqué facilement. | Les procédés de soudage à l'état solide sont pour la plupart autogènes et le métal d'apport ne peut pas être appliqué facilement. |
| Une zone affectée par la chaleur (HAZ) plus large entoure le cordon de soudure en raison de l'apport de chaleur élevé. | La zone HAZ est étroite car aucune fusion ne se produit. Dans la plupart des cas, la zone HAZ est négligeable et ne pose aucun problème sur la structure soudée. |
| En raison du chauffage intense et de la fusion subséquente, diverses propriétés mécaniques et métallurgiques sont affectées. | Les propriétés mécaniques et métallurgiques ne sont pas gravement affectées. |
| L'assemblage de métaux dissemblables par soudage par fusion est plus facile. | L'assemblage de métaux dissemblables par soudage à l'état solide est très difficile. |
| Une distorsion élevée se produit en raison d'un apport de chaleur excessif. Un appareil approprié doit être utilisé pour l'éviter. | Le niveau de distorsion est faible et ne nécessite généralement pas de précautions pour l'éviter. |
| Tous les procédés de soudage à l'arc, de soudage au gaz, de soudage par résistance et de soudage à énergie intense sont du soudage par fusion. | Le soudage par diffusion, le soudage sous pression, le soudage au rouleau, le soudage à froid, le soudage par friction, le soudage par forgeage, etc. sont des exemples de soudage à l'état solide. |
Fusion des surfaces de contact : Comme son nom l'indique, dans le soudage par fusion, les surfaces de contact du composant parent peuvent fusionner afin de créer un cordon de soudure ou une coalescence. Le métal d'apport, s'il est appliqué, fond également et se mélange au métal-mère fondu. Contrairement à cela, aucune fusion ou fusion n'a lieu dans le soudage à l'état solide et l'assemblage a donc lieu alors que les composants sont à l'état solide. Bien qu'en raison de l'application simultanée de pression et de frottement, la température des composants parents peut augmenter ; cependant, il reste toujours en dessous du point de fusion du métal de base et donc aucune fusion ne se produit. En fait, c'est la principale différence entre deux types de soudage.
Application de chaleur et de pression : Il est évident que la chaleur doit être appliquée à partir d'une source externe dans le soudage par fusion. Cette source de chaleur peut être de différents types comme l'arc électrique en cas de soudage à l'arc, la combustion de gaz oxycombustible en cas de soudage au gaz, le chauffage par résistance électrique en cas de soudage par résistance et même un faisceau d'énergie intense comme le plasma, le laser ou le faisceau d'électrons. en cas de PAW, LBW ou EBW. D'autre part, les procédés de soudage à l'état solide nécessitent généralement l'application d'une pression. Aucune application directe de chaleur n'est souhaitée; cependant, de la chaleur peut être produite en raison de la pression, du frottement, etc.
Application du matériau de remplissage : Le matériau de remplissage est souhaité pour combler l'écart de racine qui existe entre les composants parents. En fonction de l'application de la charge et de sa composition, le soudage peut être classé en trois catégories :autogène, homogène et hétérogène. Lorsque l'espace racinaire est très petit, le remplissage n'est pas nécessaire et un tel processus est qualifié d'autogène. Le soudage à l'état solide est généralement effectué en mode autogène. D'autre part, lorsqu'une charge est appliquée et que la composition métallurgique de la charge est similaire à celle du métal de base, on parle de soudage homogène ; tandis que si la composition métallurgique de la charge est différente de celle du métal de base, on parle de soudage hétérogène. Le soudage par fusion peut être avantageusement réalisé dans les trois modes; cependant, des précautions supplémentaires et des paramètres optimaux doivent être utilisés pour joindre en mode hétérogène.
Présence de HAZ : La zone affectée par la chaleur (HAZ) est la couche étroite dans les composants soudés entourant le cordon de soudure où le matériau n'a pas été fondu mais où diverses propriétés physiques et mécaniques ont été affectées en raison du chauffage et du refroidissement ultérieur. Cette ZAT est considérée comme une région faible car elle est très sensible aux défaillances mécaniques et chimiques. En raison du chauffage extrême à une température supérieure au point de fusion du matériau concerné, une ZAT plus large existe autour du cordon de soudure lorsque les composants sont assemblés par des procédés de soudage par fusion ; alors qu'une ZAT étroite (parfois négligeable) peut être observée lorsque les composants sont assemblés par des procédés de soudage à l'état solide, car moins de chaleur est générée pendant le soudage.
Modifications des propriétés mécaniques et métallurgiques : Diverses propriétés métallurgiques telles que l'orientation des grains, la structure des grains, les défauts atomiques, etc. sont généralement affectées lors du soudage. De nombreuses propriétés mécaniques telles que la résistance, la dureté, la ténacité, etc. sont également affectées par les changements métallurgiques. Habituellement, ces changements sont associés au niveau de chauffage et au refroidissement ultérieur des composants. Dans les processus de soudage par fusion, une chaleur élevée est appliquée et les matériaux sont fondus, de sorte que ces processus peuvent modifier diverses propriétés à un niveau extrême. Contrairement à cela, de tels changements sont faibles et la plupart du temps dans des limites acceptables lorsque l'assemblage est effectué à l'aide de procédés de soudage à l'état solide.
Capacité d'assemblage de métaux différents : L'un des principaux avantages du soudage parmi tous les procédés d'assemblage est l'assemblage étanche et solide de matériaux différents. Cependant, tous les procédés de soudage ne conviennent pas à cette fin. Étant donné que l'assemblage de métaux dissemblables est essentiellement un soudage hétérogène, seuls quelques procédés de soudage par fusion peuvent répondre à cette exigence. Cependant, cela nécessite un soin extrême et des paramètres de processus optimaux pour obtenir un joint solide. Le soudage à l'état solide ne convient pas du tout à l'assemblage de métaux différents.
Niveau de distorsion dans les structures soudées : En raison d'une dilatation et d'une contraction inégales lors du chauffage et du refroidissement lors du soudage, les structures assemblées se déforment sur un plan différent, entraînant un défaut de soudage. Une telle distorsion dans les structures jointes entraîne une imprécision dimensionnelle et des pièces rejetées. La tendance à la distorsion dans les structures soudées augmente avec l'augmentation de l'apport de chaleur. Donc, si un montage approprié n'est pas utilisé ou si une technique de minimisation de distorsion appropriée (comme le soudage par sauts, le préréglage des pièces dans la direction opposée, etc.) n'est pas adoptée, alors les pièces soudées par fusion présentent une distorsion plus élevée que l'autre car l'apport de chaleur est plus élevé dans ancien cas.
Exemples de processus : Tous les procédés de soudage à l'arc (MMAW, GMAW, TIG, SAW, FCAW, ESW, etc.), les procédés de soudage au gaz (OAW, OHW, AAW, PGW, etc.), les procédés de soudage par résistance (RSW, RSEW, PW, PEW, FW , etc.) et les procédés de soudage par faisceau d'énergie intense (PAW, LBM et EBW) sont des exemples de soudage par fusion. Le soudage par diffusion (DFW), le soudage sous pression (PW), le soudage au rouleau (ROW), le soudage à froid (CW), le soudage par friction (FRW), le soudage par forgeage (FOW), etc. sont des exemples de soudage à l'état solide.
Une comparaison scientifique entre le soudage par fusion et le soudage à l'état solide est présentée dans cet article. L'auteur vous suggère également de parcourir les références suivantes pour une meilleure compréhension du sujet.
- Différence entre le soudage par fusion et le soudage à l'état solide par difference.minaprem.com.
- Défauts de soudure par M. Preto (1 er édition, Aracné).
- Physical Chemistry of Fusion Welding par G. F. Deyev et D. G. Deyev (1 er édition, DGD Press).
Technologie industrielle
- Différence entre le carbure monobloc et l'acier au tungstène
- Différence entre l'entraînement par chaîne et l'entraînement par engrenage
- Différence entre la transmission par courroie et la transmission par chaîne
- Différence entre le processus de tournage et le processus de fraisage
- Différence entre le soudage au gaz inerte métallique et le soudage au gaz actif métallique
- Différence entre le soudage du coup droit et du revers
- Quelle est la différence entre la fabrication de métaux et le soudage de métaux ?
- Quelle est la différence entre la fabrication métallique et le soudage ?
- La différence entre le revenu et le recuit