


Introduction à l'impression 3D par jet de matière
Qu'est-ce que le jet de matière ?
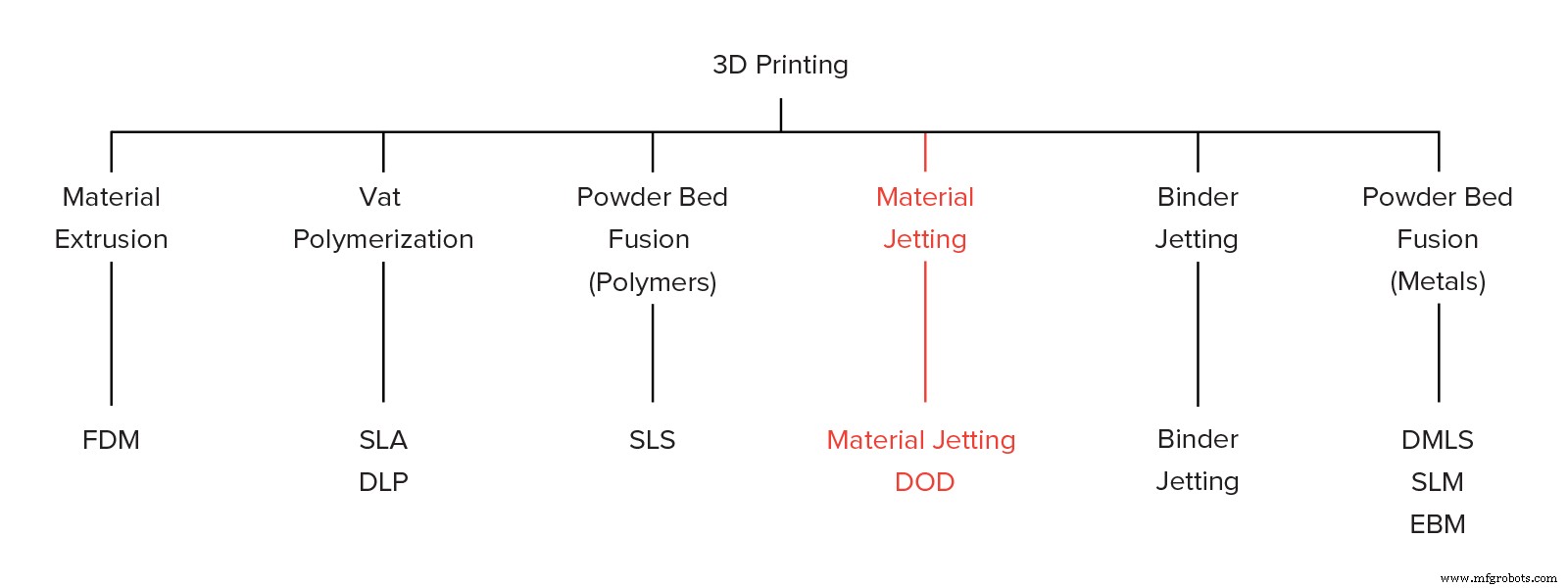
Le Material Jetting (MJ) est un processus de fabrication additive qui fonctionne de la même manière que les imprimantes 2D. Dans le jet de matière, une tête d'impression (similaire aux têtes d'impression utilisées pour l'impression à jet d'encre standard) distribue des gouttelettes d'un matériau photosensible qui se solidifie sous la lumière ultraviolette (UV), construisant une pièce couche par couche. Les matériaux utilisés dans MJ sont des photopolymères thermodurcissables (acryliques) qui se présentent sous forme liquide.
L'impression 3D MJ crée des pièces de haute précision dimensionnelle avec une finition de surface très lisse. L'impression multi-matériaux et une large gamme de matériaux (tels que des matériaux de type ABS, de type caoutchouc et entièrement transparents) sont disponibles dans Material Jetting. Ces caractéristiques font de MJ une option très intéressante pour les prototypes visuels et la fabrication d'outillage. Néanmoins, le jet de matière présente certaines limitations clés que nous présentons dans cet article.
Une variante du processus MJ utilise des têtes d'impression Drop-On-Demand (DOD) pour distribuer des liquides visqueux et créer des pièces ressemblant à de la cire. Le DOD est utilisé presque exclusivement pour la fabrication de modèles de moulage de précision et pour cette raison, nous n'en discuterons pas davantage ici.
Comment fonctionne le jet de matière ?
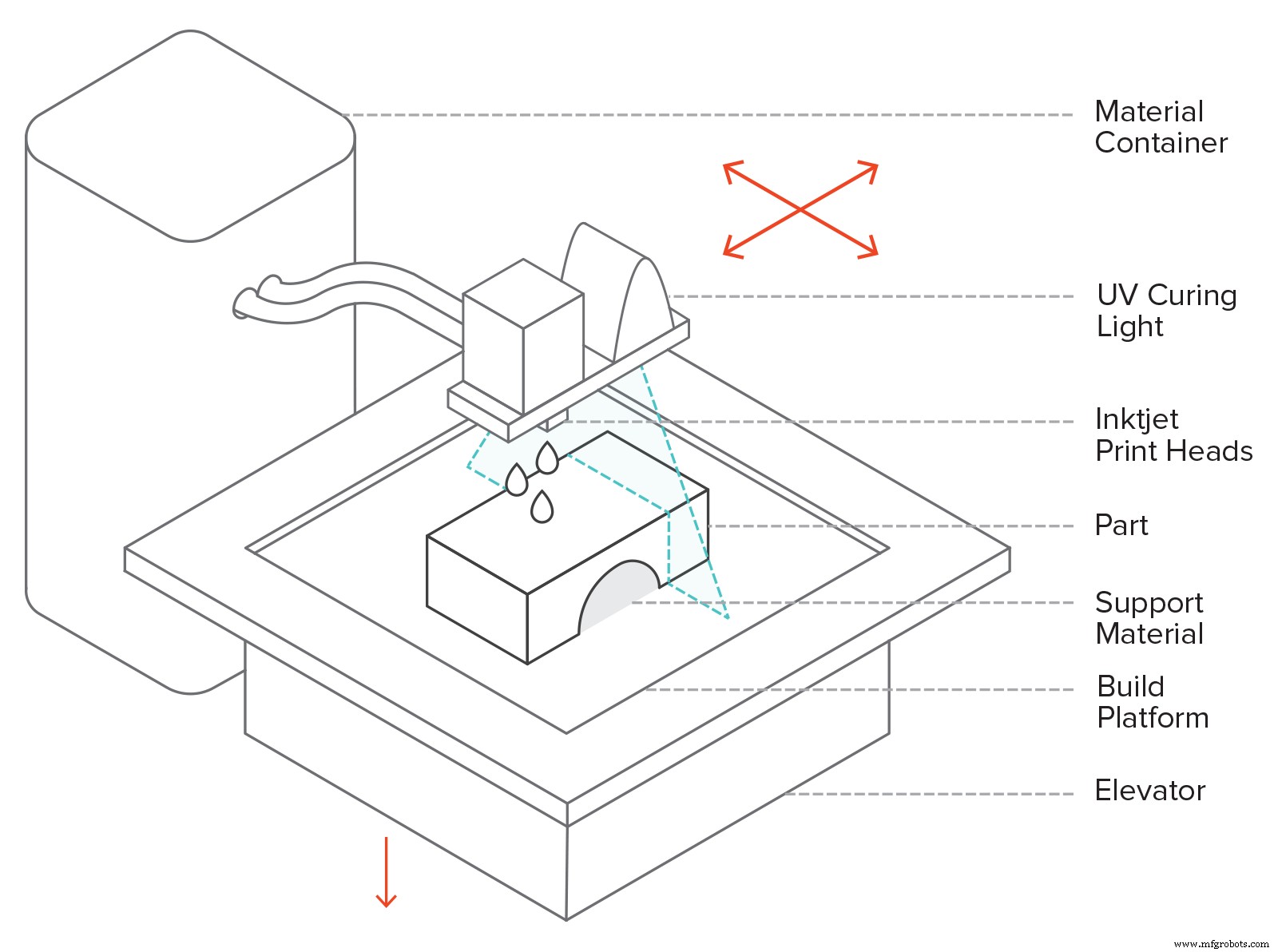
Voici comment fonctionne le processus d'impression MJ :
I. Tout d'abord, la résine liquide est chauffée à 30 - 60 oC pour obtenir une viscosité optimale pour l'impression.
II. Ensuite, la tête d'impression se déplace sur la plate-forme de fabrication et des centaines de minuscules gouttelettes de photopolymère sont projetées/déposées aux emplacements souhaités.
III. Une source de lumière UV fixée à la tête d'impression durcit le matériau déposé, le solidifie et crée la première couche de la pièce.
IV. Une fois la couche terminée, la plate-forme de construction descend d'une hauteur de couche et le processus se répète jusqu'à ce que toute la pièce soit terminée.
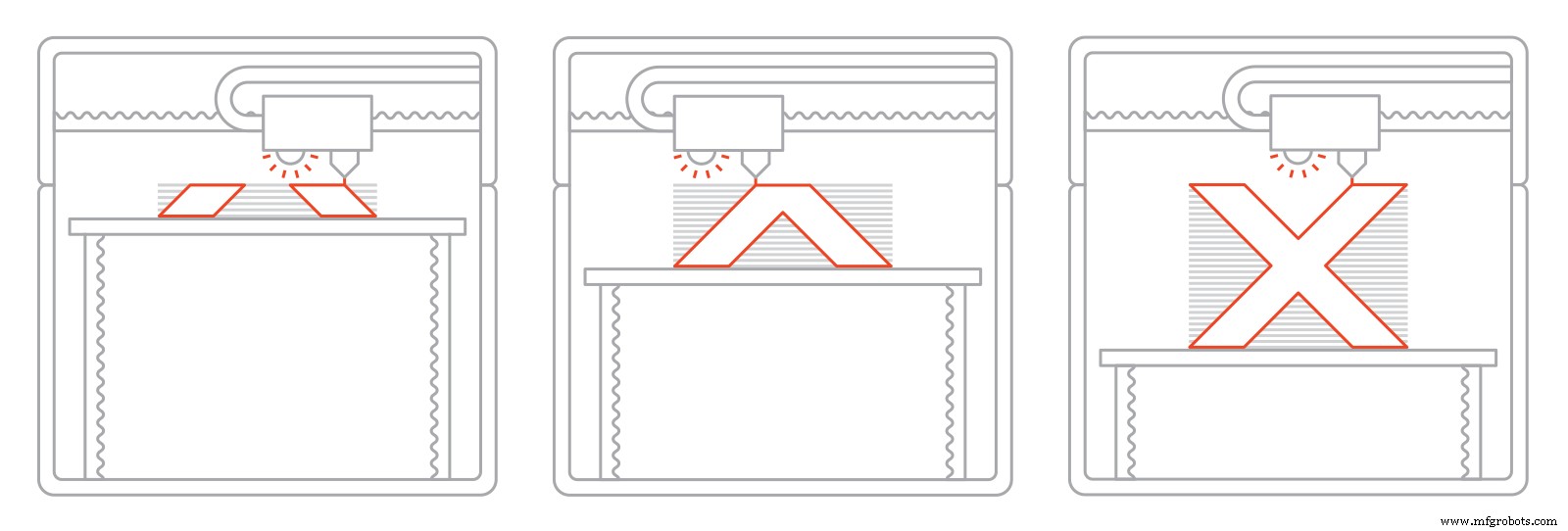
Contrairement à la plupart des autres technologies d'impression 3D, MJ dépose le matériau en ligne. Plusieurs têtes d'impression à jet d'encre sont fixées côte à côte sur le même support et déposent le matériau sur toute la surface d'impression en un seul passage. Cela permet à différentes têtes de distribuer différents matériaux, donc l'impression multi-matériaux , impression couleur et distribution de support soluble structures est simple et largement utilisé. Les structures de support sont toujours nécessaires au jet de matière et nécessitent un post-traitement pour être supprimées.
Dans Material Jetting, le matériau liquide est solidifié par un processus appelé photopolymérisation. C'est le même mécanisme qui est utilisé dans SLA. Comme pour le SLA, les pièces projetées ont des propriétés homogènes propriétés mécaniques et thermiques, mais contrairement au SLA, ils ne nécessitent pas de post-durcissement supplémentaire pour atteindre leurs propriétés optimales, en raison de la très faible hauteur de couche utilisée.
Caractéristiques du jet de matière
Paramètres de l'imprimante
Dans le procédé Material Jetting, presque tous les paramètres de processus sont prédéfinis par le fabricant de la machine. Même la hauteur de la couche est liée à chaque matériau spécifique, en raison de la physique complexe de la formation des gouttelettes. La hauteur de couche typique utilisé dans Material Jetting est de 16 à 32 microns.
Le jet de matière est considéré comme l'une des technologies d'impression 3D les plus précises. Les systèmes MJ ont une précision dimensionnelle de ± 0,1 % avec une limite inférieure typique de ± 0,1 mm (parfois aussi basse que ± 0,02 mm). Une déformation peut se produire, mais elle n'est pas aussi courante que dans d'autres technologies, telles que FDM ou SLS, car l'impression se produit à température ambiante proche. Pour cette raison, de très grandes pièces peuvent être imprimées avec une grande précision. La taille de build typique est d'environ 380 x 250 x 200 mm, tandis que les grands systèmes industriels peuvent mesurer jusqu'à 1000 x 800 x 500 mm.
Impression multi-matériaux et quadri
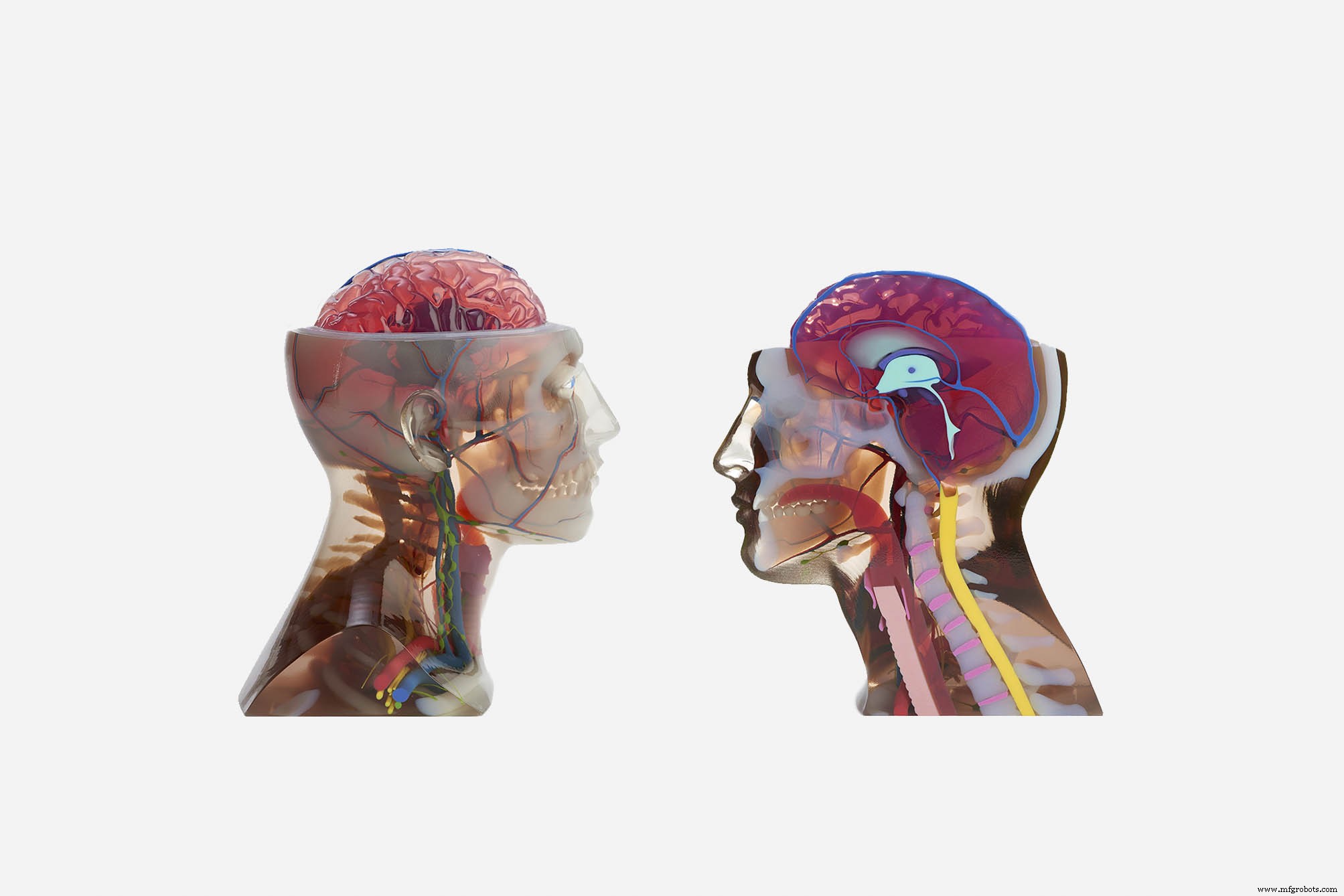
L'un des principaux avantages de Material Jetting est la capacité de produire des impressions multi-matériaux et multicolores précises qui représentent les produits finaux.
Multi-matériaux et multicolore l'impression en MJ peut être utilisée à trois niveaux différents :
- Au niveau de la zone de construction , différentes pièces peuvent être imprimées simultanément dans différents matériaux ou couleurs, ce qui accélère le processus de fabrication.
- Au niveau de la pièce , différentes sections d'une pièce peuvent être désignées pour être imprimées dans différents matériaux ou couleurs (par exemple, créer un boîtier rigide avec des boutons flexibles pour le prototypage avec retour haptique).
- Au niveau matériel , deux résines d'impression ou plus peuvent être mélangées dans des proportions différentes avant la distribution, créant ainsi un "matériau numérique" avec des propriétés physiques spécifiques, telles que la dureté, la rigidité ou la teinte.
Pour désigner un matériau ou une couleur différente à des zones particulières de la pièce, le modèle doit être exporté sous forme de fichiers STL distincts. Lors du mélange de couleurs ou de propriétés de matériaux pour créer un matériau numérique, la conception doit être exportée sous forme de fichier OBJ ou VRML, car ces formats permettent la désignation de propriétés spéciales (telles que la texture ou la couleur complète) par face ou par sommet. .
Structure de support
Les structures de support sont toujours nécessaires dans le jet de matière. Les supports sont toujours imprimés dans un matériau soluble secondaire qui peut être retiré après impression à l'aide d'eau sous pression ou par immersion dans un bain à ultrasons.
Les pièces projetées peuvent avoir des surfaces très lisses avec peu ou pas d'indication de support après le retrait.
L'orientation des pièces dans MJ est plus flexible par rapport aux autres technologies d'impression 3D, comme FDM ou SLA. Cela reste cependant important, car l'utilisation intensive de matériel de support augmente également le coût global.
Matte ou brillant
Le jet de matière offre la possibilité d'imprimer des pièces dans un cadre brillant ou mat.
Dans le paramètre brillant , le matériau de support n'est ajouté que lorsqu'il est structurellement requis (c'est-à-dire pour les porte-à-faux). Les surfaces qui ne sont pas en contact direct avec le support auront une finition brillante, tandis que les zones supportées seront mates. Dans le paramètre de cache , une fine couche de matériau de support est ajoutée autour de toute la pièce, indépendamment de l'orientation ou des exigences structurelles. De cette façon, toutes les surfaces ont une finition mate.
Le paramètre brillant doit être utilisé lorsqu'une surface lisse et brillante est désiré. Le coût de l'impression brillante est inférieur, car moins de matériau est utilisé. Les inconvénients de l'utilisation de ce paramètre sont la finition non uniforme des pièces imprimées et le léger arrondi des arêtes vives et des coins sur les surfaces supérieures et brillantes.
Le paramètre de cache doit être utilisé lorsque la précision et finition de surface uniforme sont une exigence. Le coût de la mise en cache est légèrement plus élevé, car plus de matériau est utilisé et un temps de post-traitement supplémentaire est nécessaire. Notamment, les pièces imprimées dans le cadre mat ont également une dureté de surface relativement inférieure.

Matériaux de projection de matériaux courants
Le Material Jetting utilise des résines photopolymères thermodurcissables qui sont similaires à celles utilisées dans le SLA en termes de propriétés et de limites (elles sont cassantes, ont une faible température de déflexion thermique et sont sensibles au fluage). Ils se présentent sous une forme moins visqueuse, semblable à de l'encre, et ont un coût au kilogramme beaucoup plus élevé (environ 300 $ à 1 000 $).
L'impression multi-matériaux est une force clé de MJ, car elle permet la création de prototypes visuels et haptiques précis. Des matériaux spécialisés optimisés pour des industries spécifiques sont également disponibles, tels que des matériaux pour l'outillage (moulage par injection, thermoformage, etc.) et les applications médicales.
Le tableau suivant résume les avantages et les inconvénients des matériaux MJ les plus couramment utilisés :
| Matériel | Caractéristiques |
|---|---|
| Standard | Plastique opaque rigide Simule des pièces moulées par injection Cassant |
| Souple | Caoutchouc Dureté personnalisable Mauvais allongement à la rupture |
| Polypropylène simulé | Simule des pièces PP Bonne résistance à la flexion Cassant |
| ABS simulé | Résistance aux hautes températures Utilisé pour l'outillage et les moules d'injection à petite série Cassant |
| Coulable | Pas de cendres après l'épuisement Optimisé pour le moulage de précision |
| Haute température | Bonne stabilité de température (jusqu'à 80 o C) Haute résistance Cassant |
| Transparent | Apparence vitreuse Peut être post-traité à 100 % clair |
| Grade médical | Stérilisable Biocompatible à court terme Utilisé dans les applications dentaires et médicales |
Avantages et limites du jet de matière
Les principaux avantages et inconvénients de la technologie sont résumés ci-dessous :
Le jet de matière peut produire des pièces lisses avec des surfaces comparables au moulage par injection et une précision dimensionnelle très élevée.
Les pièces créées avec Material Jetting ont des propriétés mécaniques et thermiques homogènes.
Les capacités multi-matériaux de MJ permettent la création de prototypes visuels et haptiques précis.
Les pièces projetées de matière conviennent principalement aux prototypes non fonctionnels, car elles ont de mauvaises propriétés mécaniques (faible allongement à la rupture).
Les matériaux MJ sont photosensibles et leurs propriétés mécaniques se dégradent avec le temps.
Le coût élevé de la technologie peut rendre le Material Jetting financièrement non viable pour certaines applications.
Des directives de conception [](/knowledge-base/how-design-parts-material-jetting-3d-printing/) détaillées pour chacun des aspects abordés ici sont données dans des articles ultérieurs de cette section de la base de connaissances. Les principales caractéristiques du jet de matière sont résumées dans le tableau ci-dessous :
| Jet de matière | |
|---|---|
| Matériaux | Photopolymères acryliques (thermodurcissables) |
| Précision dimensionnelle | ± 0,1 % (limite inférieure de ± 0,05 mm) |
| Taille de construction typique | 380 x 250 x 200 mm (jusqu'à 1000 x 800 x 500 mm) |
| Épaisseur de couche commune | 16 - 32 microns |
| Assistance | Toujours obligatoire (imprimé avec un matériau soluble) |
Règles empiriques
- Material Jetting est idéal pour créer des prototypes visuels et haptiques réalistes avec des surfaces très lisses qui ressemblent à des pièces moulées par injection.
- Material Jetting propose des matériaux d'ingénierie qui peuvent être utilisés pour la fabrication d'outillage et de moulage par injection.
- Material Jetting peut produire de très grandes pièces (jusqu'à 1 000 x 800 x 500 mm) sans compromettre la précision (généralement ± 0,1 %).
- Pour les impressions multi-matériaux ou multicolores, exportez vos conceptions sous forme de fichiers STL en plusieurs parties. Si des dégradés sont nécessaires, utilisez le format de fichier OBJ ou VRML.
impression en 3D
- Un cours accéléré sur l'impression 3D par faisceau d'électrons
- Microfabrication 3D :Introduction à l'impression 3D micro-dimensionnée
- Qu'est-ce que la photopolymérisation dans l'impression 3D ?
- Une introduction à l'impression 3D par dépôt d'énergie dirigé (DED)
- Qu'est-ce qu'une « route » en impression 3D ?
- Modélisation des dépôts de fusion — Une brève introduction
- Introduction à l'impression 3D avec des plastiques
- L'impression 3D est partout
- Technologies d'impression 3D (Partie 2)