


Renforcer les pièces imprimées en 3D avec un routage de fibre efficace :1ère partie
Note de l'éditeur :il s'agit de la première partie d'une série sur les techniques efficaces de routage des fibres à l'aide de l'imprimante 3D Markforged. Si vous ne connaissez pas l'imprimante et souhaitez en savoir plus, veuillez nous contacter ici. Une fois que vous avez terminé avec cet article, n'hésitez pas à aller plus loin avec la deuxième partie ici !
Types de fibres de remplissage
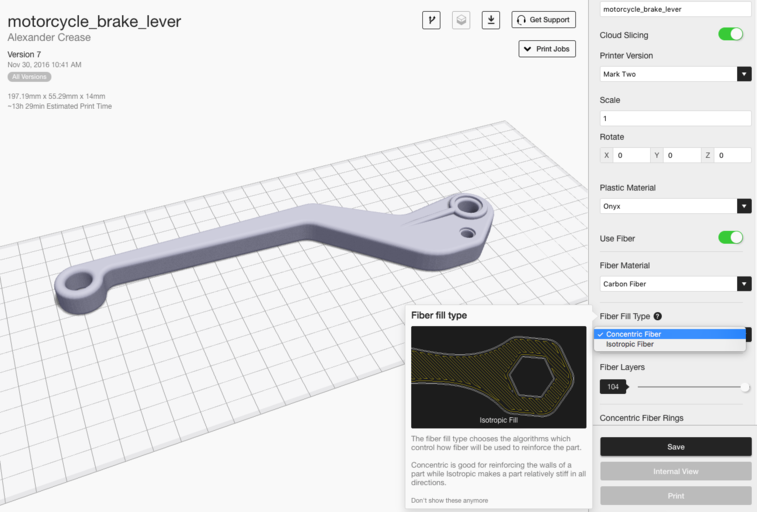
Nos imprimantes 3D haute résistance vous offrent deux stratégies de remplissage de fibres différentes pour renforcer les pièces imprimées en 3D :la fibre isotrope ou la fibre concentrique. Vous pouvez appliquer ces deux options globalement dans la page Vue des pièces, ou couche par couche dans la page Vue interne. Le processus d'impression 3D renforcé unique offre aux utilisateurs une gamme de tactiques de renforcement parmi lesquelles choisir :chaque type de remplissage a ses propres forces et faiblesses, que nous décrivons ci-dessous. Si vous n'avez pas d'imprimante Markforged et que vous souhaitez expérimenter certains des conseils énumérés ci-dessous, obtenez un essai Eiger pour essayer ces tactiques vous-même.
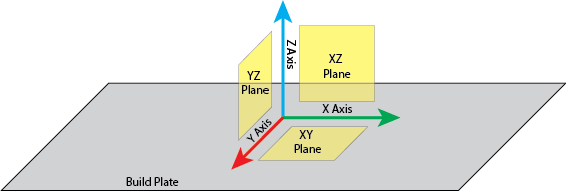
Tout d'abord, quelques conventions de nommage standard pour que tout le monde soit sur la même longueur d'onde. Je ferai fréquemment référence à la force dans différents axes et plans, alors utilisez cette clé comme guide :
Remplissage de renfort concentrique
Le remplissage concentrique trace simplement un nombre spécifique de coques dans les contours extérieurs de votre pièce, ce qui aide à renforcer la flexion autour de l'axe Z. Ce faisant, renforce essentiellement les parois de la pièce, empêchant les parois de se déformer.
Le remplissage concentrique a tendance à prendre plus de temps car les mouvements de la tête d'impression ne sont plus linéaires et la tête d'impression doit donc réduire la vitesse pour préserver un suivi précis de la trajectoire de l'outil autour des courbes. Dans ce type de remplissage, la tête d'impression suit la courbure extérieure de la pièce lors de sa spirale vers l'intérieur, donc plus cette courbure est complexe, plus cela prendra de temps. Lorsque vous utilisez un remplissage concentrique, vous pouvez spécifier le nombre d'anneaux de fibres que vous souhaitez tracer le contour de votre pièce, de sorte que vous ayez un bon contrôle sur la quantité de fibres que vous utilisez par couche.
Renforcement de remplissage isotrope
Nos imprimantes 3D à fibre continue peuvent également imprimer dans un motif de remplissage de fibre isotrope - cela simule les couches unidirectionnelles individuelles d'un composite stratifié traditionnel. Le motif crée efficacement une «feuille» de fibre unidirectionnelle sur chaque couche sur laquelle vous l'appliquez en acheminant toutes les fibres parallèlement les unes aux autres dans une seule orientation angulaire, avec des virages à 180 degrés lorsque le chemin atteint le bord de la pièce. Les couches de fibres isotropes suivantes dans un groupe de fibres sont automatiquement tournées par Eiger à des angles de 45 degrés par rapport à l'orientation de la fibre dans la couche précédente, bien que des modèles d'orientation personnalisés soient certainement possibles, ce que nous aborderons dans la deuxième partie de cet article. Le motif de remplissage de fibres isotropes aide à résister à la flexion dans le plan XY car toute force de flexion appliquée dans ce plan générera une charge de traction sur au moins certaines des fibres, qui sont les plus fortes en tension. La fibre isotrope peut également être utilisée pour mettre en place des panneaux sandwich pour augmenter la résistance à la torsion sur ce plan, que je décrirai plus tard.

Vous remarquerez peut-être que la fibre isotrope place par défaut 2 anneaux concentriques de fibre autour de l'extérieur de la pièce. Cela garantit une surface externe renforcée en douceur car les fibres les plus externes sont toujours continues et parallèles au bord de la pièce. Bien que la fibre isotrope soit idéale pour renforcer l'ensemble du plan de chaque pièce, elle est coûteuse en fibres et en temps et il n'est pas toujours nécessaire de créer des pièces solides.
Techniques de base de routage de fibre
Avec ces deux options de routage de fibre dans votre boîte à outils, il existe désormais de nombreuses options de renforcement différentes qui utilisent et combinent les deux options. Ces techniques peuvent vous aider à économiser de l'argent, du matériel et du temps d'impression en vous permettant de renforcer uniquement quand et où vous en avez besoin.
Panneau sandwich simple
Un panneau sandwich est une technique de stratification composite courante pour renforcer la torsion autour de la surface créée par la feuille composite. Comme décrit dans cet article de blog, un panneau sandwich est l'équivalent composite d'une poutre en I, avec un matériau rigide et solide constituant le haut et le bas d'une pièce - les plans supérieur et inférieur subissent la plus grande contrainte de flexion, ils sont donc souvent le plus renforcé. Si vous savez que votre pièce va subir une torsion sur le plan XY, un panneau sandwich améliorera la résistance à la torsion de la pièce.

Notre logiciel générera automatiquement un panneau sandwich une fois « Use Fiber » sélectionné. Cependant, cela ne devrait être mis en œuvre que si votre pièce est symétrique, car elle posera de la fibre dans les quelques couches supérieure et inférieure de votre pièce. Dans l'image ci-dessous, notez que le haut du levier de frein est en fait une petite extrusion, donc la fibre doit être ajoutée manuellement, il est plus logique de placer la fibre sous la plus grande surface près du haut de la pièce. En général, il est préférable d'avoir un panneau sandwich composé de couches avec des sections transversales très similaires.
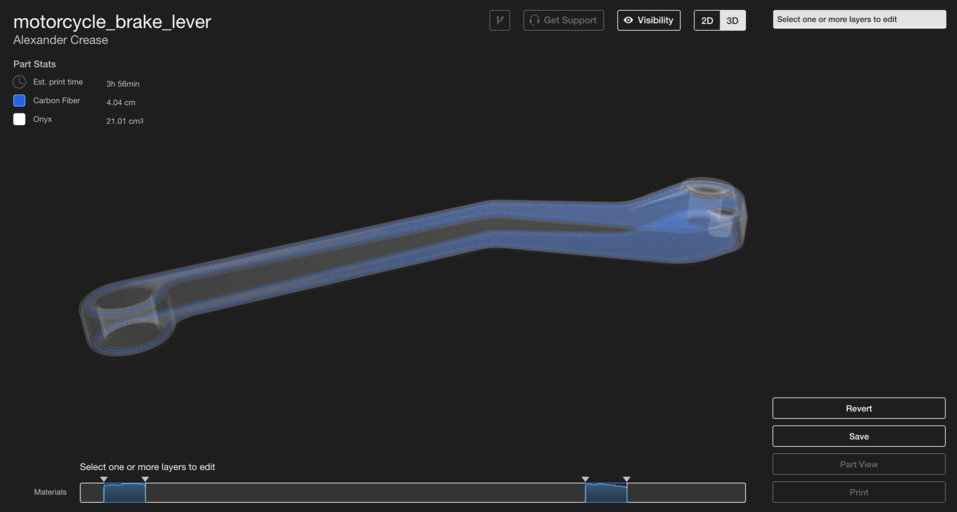
Pour que le sandwich soit uniforme, assurez-vous qu'il y a un nombre égal de couches isotropes sur les surfaces supérieure et inférieure que vous souhaitez renforcer. Les panneaux sandwich doivent être réguliers, sinon, votre pièce sera plus résistante à la flexion dans un sens et pas dans l'autre, et peut se casser ou se déformer plus facilement dans un sens. Plus vous avez de couches de fibres de chaque côté et plus le sandwich est éloigné, plus votre pièce sera solide. Les couches de fibres isotropes au centre de votre pièce auront moins d'effet sur la résistance à la flexion de la pièce, il n'est donc pas nécessaire d'emballer entièrement une pièce avec des fibres pour fournir une résistance à la flexion.
Périmètre de fibre
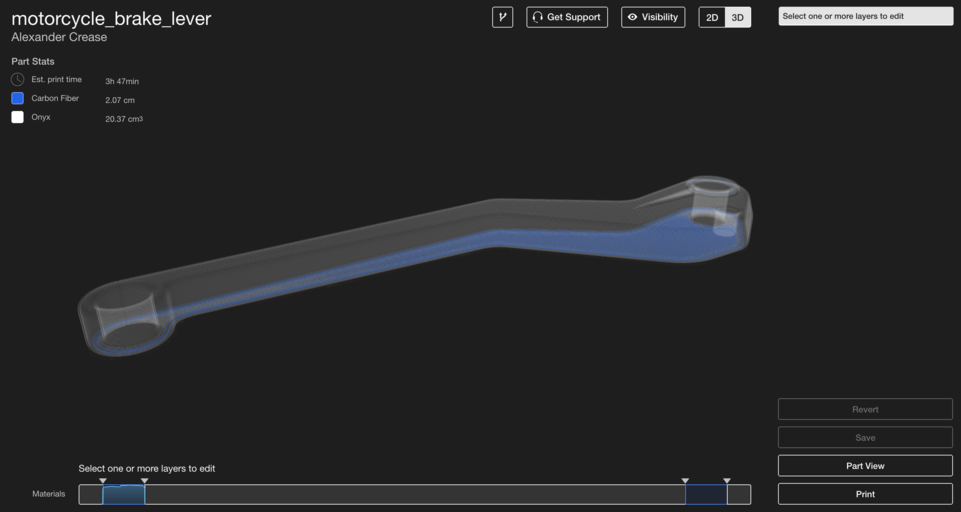
Alors que les panneaux sandwich augmentent la résistance autour du plan XY, la création d'un périmètre de fibre rendra votre pièce plus solide autour de l'axe Z. En utilisant l'option Remplissage concentrique sur chaque couche de votre pièce, vous pouvez augmenter la résistance à la flexion autour de l'axe Z. Comme je l'ai mentionné précédemment, le remplissage concentrique renforce les parois de votre pièce, de sorte que la création d'un périmètre de fibre à l'intérieur de votre pièce rend ces parois beaucoup plus difficiles à plier. C'est pourquoi de nombreux matériaux d'ingénierie prennent la forme de canaux ou de tubes en C au lieu de blocs :pour réduire le poids mais conserver la résistance.
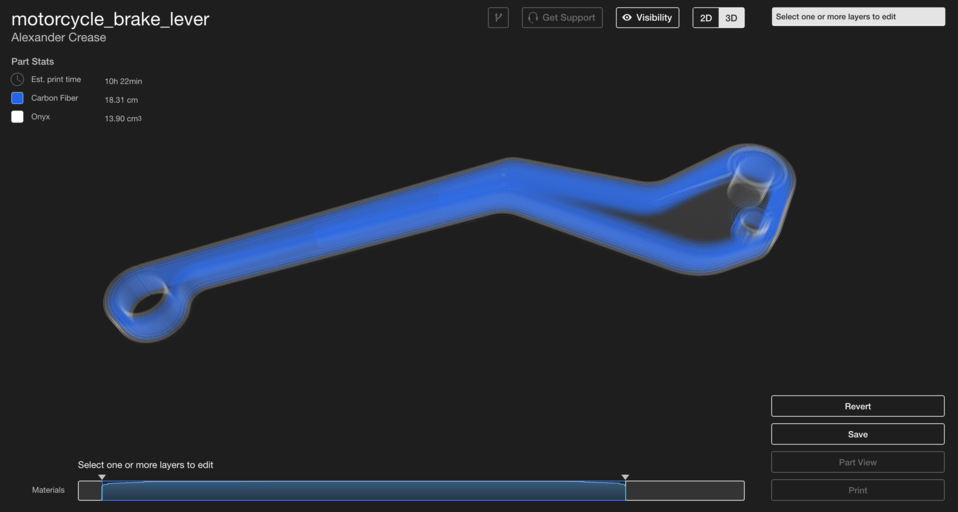
Pour configurer un périmètre de fibre dans votre pièce, utilisez un remplissage concentrique sur les couches que vous souhaitez renforcer. En augmentant le nombre d'anneaux concentriques ou en augmentant les couches dans lesquelles les anneaux concentriques sont utilisés, vous pouvez augmenter la résistance de la pièce autour de l'axe Z. Le levier de frein ci-dessous subira une contrainte de flexion autour de l'axe Z, j'ai donc renforcé chaque couche avec 3 anneaux de fibre concentrique pour maximiser la rigidité. Tout comme avec les panneaux sandwich, le milieu de la pièce subit la moindre contrainte de flexion, de sorte que la pièce n'a pas besoin d'être renforcée avec des anneaux jusqu'au centre.
Coquillage
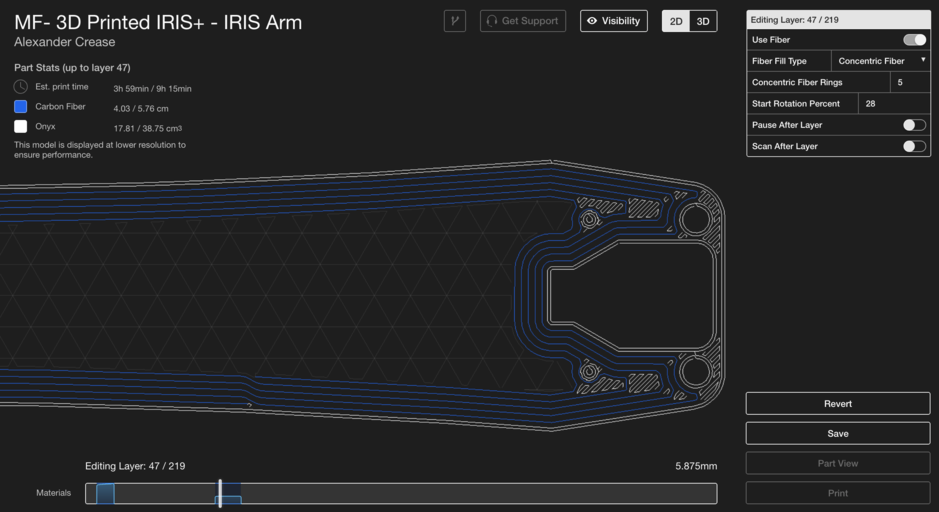
Que se passe-t-il si vos pièces doivent avoir une rigidité en flexion accrue sur chaque axe, ou si vous ne savez pas exactement comment elles vont être chargées ? Vous pouvez renforcer les pièces de flexion sur chaque axe en combinant ces deux techniques. Avec un panneau sandwich en haut et en bas et des coques en fibre entre les deux, la résistance à la flexion de votre pièce est améliorée sur chaque axe. Ce support de moteur pour une application robotique à usage intensif doit être solide, mais peut subir des charges dans n'importe quelle direction, donc quelque chose comme celui-ci doit être fortement renforcé de tous les côtés.
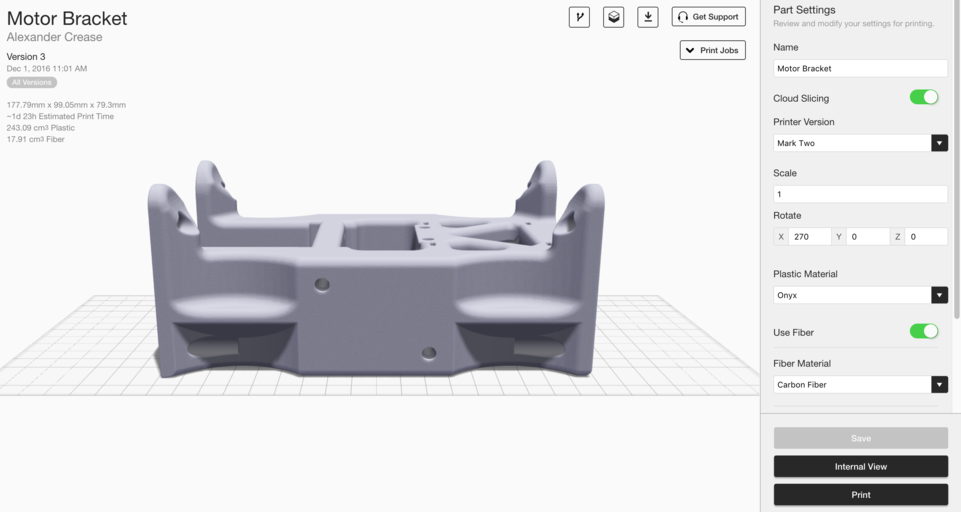
Je veux que ce soit une pièce très robuste, j'ai donc sélectionné 20 couches de panneaux sandwich en fibres isotropes (10 par côté). Cependant, en raison des extrusions de trous de boulons sur le dessus de la pièce, je dois ajuster le « panneau » de fibre supérieur et le placer sous la face supérieure de la pièce.
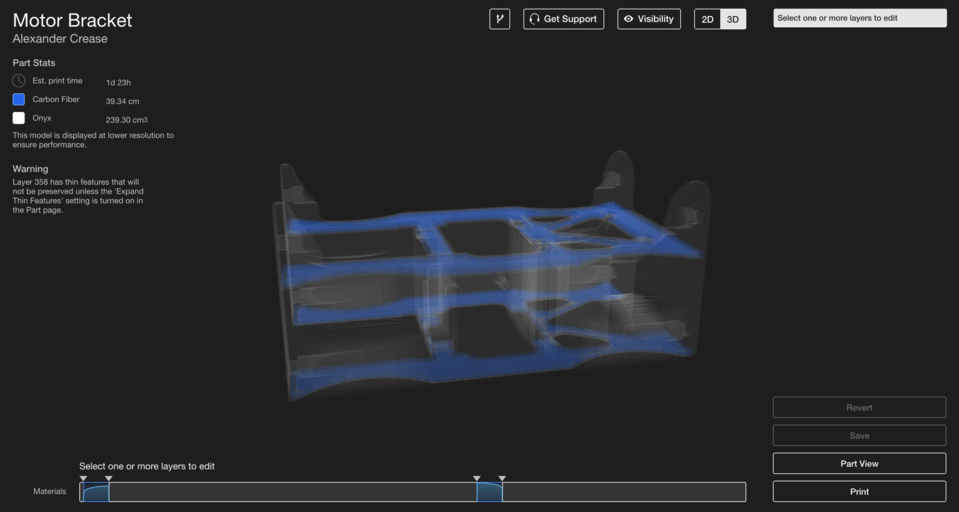
La barre en bas vous permet de contrôler différentes sections de fibre et affiche la quantité de fibre de chaque couche, normalisée à la plus grande quantité de fibre. Dans l'image ci-dessus, vous pouvez voir deux sections de renforcement en fibres pour un simple panneau sandwich isotrope. Maintenant, je peux sélectionner la région centrale entre les deux "panneaux", créer un groupe et définir le routage des fibres sur Remplissage de fibres concentriques avec 2 anneaux de fibres concentriques.
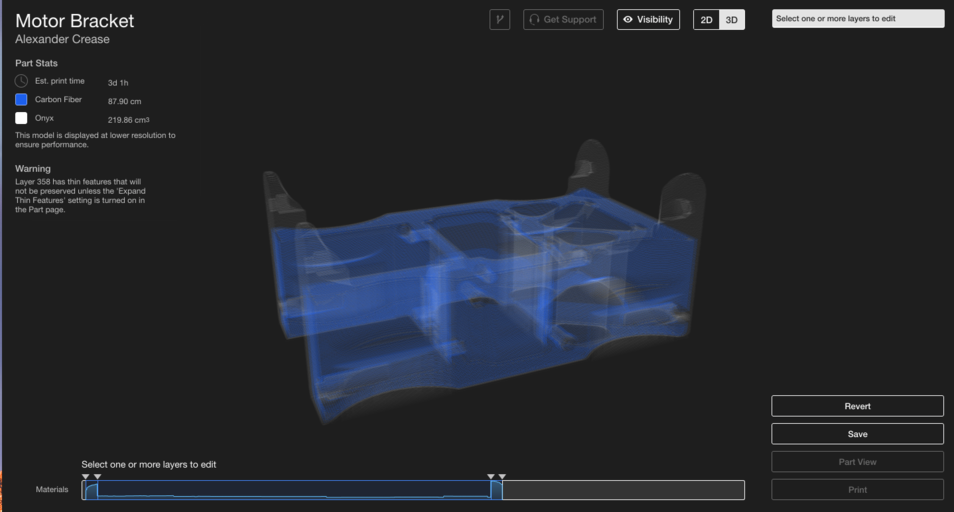
Cette partie est maintenant renforcée efficacement en flexion grâce à l'utilisation de fibres de remplissage isotropes et concentriques. En comprenant comment chaque type de configuration de remplissage de fibre renforce une pièce, vous pouvez développer des astuces simples comme celle-ci pour améliorer les performances de la pièce et le temps d'impression sans gaspiller de fibres inutiles. Recherchez la deuxième partie de cet article, où nous aborderons des techniques plus avancées pour optimiser la résistance des pièces avec l'orientation des fibres !
Intéressé à en savoir plus? Demandez un essai Eiger pour expérimenter nos logiciels et nos options de renforcement des fibres. Consultez également la deuxième partie de cet article, avec des techniques de routage de fibre plus avancées !
impression en 3D
- Finir des pièces imprimées en 3D avec… des crayons ?
- Remplacement des pièces en aluminium par de la fibre de carbone imprimée en 3D
- Meilleur contrôle qualité avec les pièces imprimées en 3D
- Inspection en cours :amélioration des pièces imprimées en 3D
- Assemblez-vous avec des pièces fonctionnelles imprimées en 3D !
- Drones extrêmes imprimés en 3D
- Précision dimensionnelle des pièces imprimées en 3D
- Comment obtenir des pièces imprimées en 3D plus résistantes
- Méthode d'inspection des pièces imprimées en 3D (partie 3)