


Création d'un verre de haute précision pour les lasers NIR
Le verre phosphate dopé à l'erbium (Er) présente de nombreuses propriétés bénéfiques, ce qui a conduit à une demande accrue ces dernières années pour les lasers Er:verre pour des applications aussi étendues que la télémétrie laser, les communications longue distance, la dermatologie et la spectroscopie de claquage induite par laser (LIB). Les amplificateurs à fibre Erbium permettent une communication globale rapide dans le câble transpacifique entre Hong Kong et Los Angeles, les télémètres laser Er:glass sont de plus en plus utilisés dans les applications de défense et de reconnaissance, et les lasers esthétiques Er:glass gagnent du terrain pour éliminer les cicatrices et même traiter la perte de cheveux causée par l'alopécie androgénétique.
Ces espaces d'application croissants nécessitent un verre laser de haute précision avec des tolérances dimensionnelles exigeantes et des revêtements laser haute puissance. Des tolérances serrées donnent aux intégrateurs de systèmes l'assurance que les composants peuvent être facilement placés dans leurs systèmes sans alignement fastidieux, mais ces spécifications représentent un défi pour les fabricants de verre laser. Le contrôle des processus et l'accent mis sur la métrologie sont nécessaires pour que les fabricants de verre laser créent les composants exigeants requis pour l'espace croissant de l'optique laser NIR.
Pourquoi le verre dopé à l'erbium ?
Au cours des dernières décennies, des progrès significatifs ont été réalisés dans la technologie laser à base de phosphate en termes de puissance de sortie améliorée, de durée d'impulsion plus courte, de taille de système réduite et de nouvelles longueurs d'onde de fonctionnement.[1] Les lasers Er:Glass émettent généralement à des longueurs d'onde sans danger pour les yeux de 1540 nm, 1550 nm ou 1570 nm, ce qui est très bénéfique pour la télémétrie et d'autres situations où des personnes peuvent être exposées aux faisceaux. Ces longueurs d'onde bénéficient d'une transmission élevée à travers l'atmosphère. 1540nm subit également une absorption minimale par la mélanine, ce qui rend les lasers Er:glass optimaux pour les applications laser esthétiques sur les patients au teint plus foncé.[2]
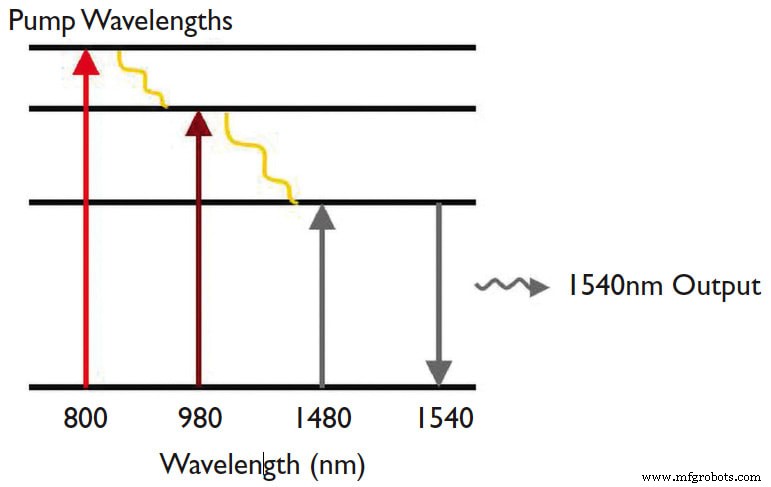
Le verre de phosphate atteint des transmissions élevées et peut être dopé avec des atomes de terres rares tels que l'erbium et l'ytterbium afin qu'il puisse atteindre l'inversion de population et le laser lorsqu'il est exposé à une longueur d'onde de pompe de 800 nm ou 980 nm (Figure 1). Er:le verre pourrait également être pompé par des photons à 1480 nm, mais cela n'est pas souhaitable car l'efficacité pourrait être réduite par le pompage et l'émission stimulée se produisant dans la même longueur d'onde et la même bande d'énergie.[3] Les verres de phosphate bénéficient également d'une stabilité chimique et de seuils de dommages induits par laser (LIDT) élevés, ce qui fait du Er:glass et d'autres verres de phosphate dopés des candidats idéaux pour les milieux de gain laser NIR.[1]
Les verres de phosphate ont une solubilité plus élevée des ions de terres rares que les verres de silicate, qui présentent une structure matricielle plus rigide.[1] Cependant, ils présentent une bande passante plus étroite que les verres de silicate et sont légèrement hygroscopiques, ce qui signifie qu'ils absorbent plus d'humidité de l'air. Par conséquent, ils sont limités aux applications dans leur bande passante et aux systèmes où ils seront suffisamment protégés de l'humidité par des revêtements ou d'autres optiques.
Tolérances strictes et contrôle des processus
De nombreuses applications discutées précédemment, en particulier la télémétrie laser pour les applications de défense, nécessitent souvent de petits composants Er:verre avec des tolérances dimensionnelles extrêmement serrées. Ces dalles de verre laser finement polies peuvent ensuite être déposées dans des assemblages avec peu ou pas d'alignement requis. Ils peuvent atteindre la taille d'une carte SIM et ne comportent souvent pas de biseaux car ils sont si petits (Figure 2). Cela rend l'écaillage des bords plus probable. Atteindre des spécifications strictes de parallélisme et de qualité de surface sur ces petits composants peut être incroyablement difficile. L'ouverture claire, ou la partie de la surface optique qui doit répondre à toutes les spécifications, est souvent proche de 100 %, ce qui laisse peu ou pas de place à l'erreur autour des bords des surfaces optiques.

Alors pourquoi passer par tous ces ennuis ? Les solutions précédentes impliquaient souvent des sous-ensembles plus grands de plusieurs composants cristallins attachés à une barre Nd:YAG. Ces composants supplémentaires pourraient inclure des plaques de Brewster, des absorbeurs saturables pour la commutation Q passive ou des cristaux de conversion de fréquence. Les cristaux de conversion de fréquence sont importants dans les télémètres ou d'autres applications en plein air, car la longueur d'onde d'émission du néodyme est beaucoup plus dangereuse que l'erbium et doit être décalée vers une longueur d'onde plus longue avant de pouvoir être transmise en toute sécurité sur de longues distances.
Les applications de télémètre ont souvent une exigence de choc et de vibration, ce qui rend difficile la liaison de plusieurs composants tout en répondant à toutes les spécifications. Passer de ces anciennes conceptions à une seule pièce polie de Er:glass accomplissant les mêmes tâches avec différents revêtements a réduit la taille et le coût du système. Les cristaux YAG sont souvent utilisés à l'angle de Brewster, mais le même effet peut être obtenu en utilisant des revêtements. Étant donné que les dalles Er:glass doivent être revêtues de toute façon, il est avantageux d'ajouter ce type de revêtement pour intégrer autant de fonctionnalités que possible et réduire les coûts ailleurs.
Parce que les verres phosphatés sont légèrement hygroscopiques, si Er:verre non revêtu est laissé à l'extérieur pendant plusieurs jours, il peut se dégrader. La qualité de la surface doit être contrôlée avant le revêtement pour empêcher l'humidité de pénétrer dans le verre. Des revêtements déposés sur les surfaces polies de la dalle de verre finale permettent de les protéger de cette dégradation.
Les spécifications courantes pour les petites dalles Er:glass de haute précision sont une perpendicularité <5 arcmin pour les bords, <10 arcsec de perpendicularité pour les extrémités et une qualité de surface meilleure que 10-5 scratch dig. Ces spécifications exigeantes nécessitent un environnement propre, des processus hautement contrôlés et un temps de contact réduit.
Le verre laser n'a normalement que deux surfaces polies aux extrémités tandis que le reste des surfaces est meulé, mais certains des côtés de ces dalles Er:glass sont également polis et hautement tolérants pour simplifier l'alignement. Le choix des côtés à polir et à enduire en premier, les côtés à polir avant ou après le découpage en dés et le moment d'utiliser le polissage simple face ou double face déterminent tous le coût et le rendement. La différence de rendement entre un processus non informé et un processus optimisé par un fabricant expérimenté peut facilement être aussi importante qu'un facteur de trois.
Afin de réduire le temps de contact et d'améliorer les rendements, il est optimal que toute la fabrication et le revêtement soient effectués à un seul endroit. Chaque fois que la pièce partiellement finie est expédiée entre différents endroits, la probabilité de contamination et de dommages augmente considérablement, ainsi que le temps d'attente supplémentaire.
Plusieurs revêtements à haute LIDT
L'un des défis de la fabrication de petites dalles Er:verre pour la télémétrie et d'autres applications NIR de précision est que plusieurs revêtements sont souvent déposés sur différentes facettes du composant. Ceci est difficile en raison de la fixation et de la protection requises des surfaces vierges non revêtues avant le revêtement. C'est également un défi pour les fabricants d'éviter la surpulvérisation ou le soufflage sur la face arrière de la dalle, qui doit être protégée pendant le revêtement. Les extrémités comportent des revêtements antireflets (AR) avec des seuils de dommages induits par laser (LIDT) élevés. Les bords comportent également des revêtements LIDT AR élevés pour laisser entrer le faisceau de pompe. La puissance de la pompe est toujours supérieure à celle de l'émission. Certaines dalles à quatre côtés ont même des revêtements supplémentaires pour les miroirs à cavité à haute réflectivité intégrés, la discrimination des longueurs d'onde et le rejet de la lumière de pompage.
Métrologie :si vous ne pouvez pas le mesurer, vous ne pouvez pas le faire
La précision de fabrication et le contrôle des processus sont inutiles sans la métrologie appropriée nécessaire pour mesurer et vérifier correctement les spécifications clés. Les interféromètres laser, tels qu'un ZYGO Verifire, sont souvent utilisés pour mesurer la planéité, mais lors de la mesure de petites dalles Er:verre, la surface arrière commence à interférer avec les mesures de la surface avant en raison de la spécification de parallélisme exigeante. Les opérateurs peuvent contourner ce problème en appliquant de la vaseline ou une autre substance sur la surface arrière, mais cette surface doit alors être nettoyée à nouveau et la probabilité d'endommagement des composants est augmentée. Cependant, les progrès récents dans la mesure de la planéité éliminent les effets de la surface arrière et permettent d'effectuer des mesures de planéité plus rapidement et avec moins de risques de dommages. Les copeaux sur les bords des dalles peuvent empêcher les opérateurs de mesurer avec précision la planéité, ce qui rend le contrôle du processus pendant la fabrication encore plus important. La perpendicularité et le coin sont généralement vérifiés à l'aide d'un autocollimateur à double passage.
L'espace d'application croissant pour les lasers Er:glass continuera à pousser les fabricants de composants optiques à créer des verres et des revêtements laser de plus en plus précis. Les applications laser 1540nm et 1570nm sans danger pour les yeux contribuent à rendre l'utilisation plus sûre, à renforcer la confiance grâce à des procédures laser esthétiques et à améliorer les communications longue distance. Le meilleur conseil disponible est que lors du développement d'un système laser NIR, discutez de vos besoins d'application spécifiques avec votre fournisseur de composants pour obtenir des conseils sur la sélection nuancée du verre laser approprié et d'autres composants.
Cet article a été rédigé par Cory Boone, ingénieur principal en marketing technique, Edmund Optics (Barrington, NJ) et Mike Middleton, directeur des opérations, Edmund Optics Florida (Oldsmar, FL). Pour plus d'informations, contactez M. Boone à Cette adresse e-mail est protégée contre les robots spammeurs. Vous devez activer le JavaScript pour la voir., ou visitez ici .
Références
- Boetti, N., Pugliese, D., Ceci-Ginistrelli, E., Lousteau, J., Janner, D., &Milanese, D. ( 2017 ). Fibres de verre phosphate hautement dopées pour lasers et amplificateurs compacts :un examen . Sciences appliquées, 7 (12), 1295-1314. doi :10.3390/app7121295
- Lupton, J. R., Williams, C. M. et Alster, T. S. (2002). Resurfaçage de la peau au laser non ablatif à l'aide d'un laser à verre d'erbium de 1 540 nm . Chirurgie dermatologique, 28 (9), 833-835. doi :10.1097/00042728-200209000-00010
- Cox, C., Metz, C. et Taylor, R. (n.d.). Amplificateurs à fibre . The Fiber Optic Association, Inc. Récupéré le 23 décembre 2020.
Capteur
- Les avantages des lits de verre pour l'impression 3D
- 5 conseils de finition pour le frittage laser direct du métal
- iC-Haus :1.4/2.8 Un iC pilote miniature pour lasers à impulsions courtes
- Composés ABS médicaux précolorés pour le marquage laser
- Alignement laser :4 avantages pour votre équipement rotatif
- 3 raisons de choisir le jet d'eau pour la découpe du verre
- Oscillateur paramétrique optique monolithique pour spectromètre laser
- Technologie d'impression laser pour textiles électroniques imperméables
- Machines de découpe laser Amada à vendre