


Revolver
Contexte
Le terme « arme de poing » fait référence à toute petite arme à feu destinée à être utilisée avec une seule main. Actuellement, les deux types d'armes de poing les plus importants sont les revolvers et les pistolets automatiques. La principale distinction entre les deux est que le premier contient un chargeur cylindrique (le compartiment pour armes à feu à partir duquel les cartouches, ou balles, sont introduites dans le canon) avec plusieurs chambres qui permettent au tireur de tirer des coups répétés sans s'arrêter pour recharger. Un pistolet automatique (à chargement automatique) alimente les cartouches dans le canon à partir d'un chargeur amovible qui est inséré par le bas de la crosse (la poignée du pistolet). Ce type de pistolet utilise une partie de la force de recul de chaque tir de cartouche pour alimenter la cartouche suivante dans sa chambre unique. Comme les deux variétés diffèrent considérablement dans la conception et la production, cet article se concentrera sur le revolver.
Les premières armes à feu ont résulté de l'invention de la poudre noire, un précurseur de la poudre à canon développé en Chine au IXe siècle après JC ; entre autres choses, les Chinois ont apparemment utilisé leur invention pour propulser des fusées primitives. La recette et les utilisations de la poudre noire ont finalement été transmises en Europe par les conquérants mongols, et ce sont les Européens qui ont perfectionné la substance au cours du XIVe siècle. En moins de cent ans, les premières armes légères étaient développées. Cependant, les premières armes de poing sont restées problématiques pendant plusieurs siècles. D'une part, très peu de personnes pouvaient les tirer avec précision (la visée des cibles s'est avérée plus facile avec le long canon d'un mousquet pour servir de guide). Un autre problème était que leur puissance de feu devait être minimale si les soldats devaient les tirer d'une seule main. Jusqu'au milieu du XVIIIe siècle, la plupart des armes de poing ne pouvaient contenir qu'une seule cartouche à la fois, et celle-ci devait être chargée par la bouche de l'arme (canon).
L'arme de poing s'est considérablement améliorée en 1835, lorsque Samuel Colt a breveté le premier revolver fonctionnel, connu sous le nom de cap-and-ball. Bien que l'arme de poing de Colt devait encore être chargée à l'avant, son cylindre rotatif contenait cinq ou six chambres, et le tireur l'avançait automatiquement en armant le marteau (les modèles antérieurs exigeaient que les tireurs alignent chaque chambre et enfoncent le marteau séparément). Des améliorations ultérieures ont donné un revolver à cartouche qui n'a pas besoin d'être chargé par la bouche, de meilleures conceptions d'éjection et des mécanismes d'armement à double action.
À la fin du XIXe siècle, lorsque les armes de poing incorporant ces innovations étaient produites en masse, le revolver avait atteint sa forme mature. Il est resté l'arme de prédilection du personnel militaire jusqu'à la deuxième décennie du XXe siècle, date à laquelle il a été remplacé par des pistolets automatiques. Bien que beaucoup aient prédit que l'avènement du modèle automatique rendrait le revolver obsolète, il est resté populaire. Aujourd'hui, les revolvers continuent d'être utilisés aux côtés des pistolets automatiques par les policiers, les membres des forces armées et les tireurs sur cible à travers le monde.
Conception
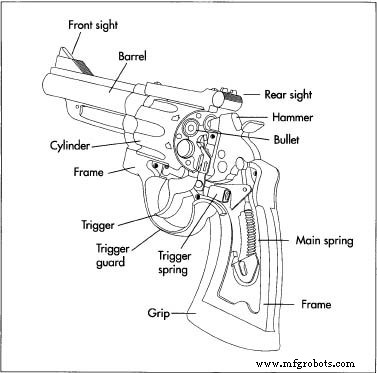
Pour comprendre comment un revolver est fabriqué, il est important de savoir comment chaque sous-système fonctionne au sein de l'arme. Un revolver contient quatre sous-systèmes principaux :le groupe de cadres ; le Groupe Cylindre, Extracteur et Grue ; le Groupe Barrel et Sight; et le groupe Trigger, Timing Hand et Hammer.
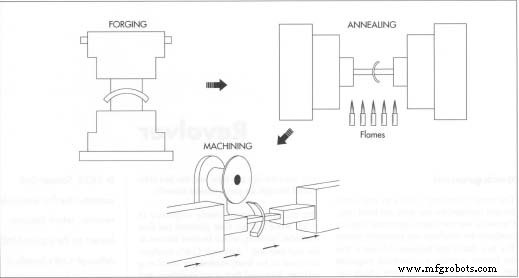 La plupart des pièces de revolver commencent par des ébauches en acier ou en acier inoxydable qui sont forgées en approximations proches des pièces souhaitées. En forgeage, une ébauche chauffée est placée dans une presse à forger et impactée avec plusieurs centaines de tonnes de force. Cet impact force le métal dans la matrice de forgeage, un bloc d'acier avec une cavité en forme de pièce à produire. Après le recuit ou le traitement thermique des pièces, elles subissent des processus d'usinage de base tels que le fraisage, le perçage et le taraudage. Les centres d'usinage modernes sont des appareils automatisés et contrôlés par ordinateur.
La plupart des pièces de revolver commencent par des ébauches en acier ou en acier inoxydable qui sont forgées en approximations proches des pièces souhaitées. En forgeage, une ébauche chauffée est placée dans une presse à forger et impactée avec plusieurs centaines de tonnes de force. Cet impact force le métal dans la matrice de forgeage, un bloc d'acier avec une cavité en forme de pièce à produire. Après le recuit ou le traitement thermique des pièces, elles subissent des processus d'usinage de base tels que le fraisage, le perçage et le taraudage. Les centres d'usinage modernes sont des appareils automatisés et contrôlés par ordinateur.
Le Groupe de cadres se compose du cadre principal, du pontet et de la poignée. Son but est de fournir un cadre solide pour contenir la force puissante de la décharge de la cartouche, positionner correctement la main du tireur et s'assurer que la détente fonctionne avec précision. Les conceptions varient légèrement en raison des brevets des fabricants, mais le fonctionnement est fondamentalement le même. Certains cadres ont une plaque latérale amovible qui permet d'accéder au groupe de déclenchement, tandis que d'autres insèrent le groupe de déclenchement en tant qu'ensemble séparé à travers le bas du cadre. Tous les revolvers modernes utilisent une conception de cadre incorporant une sangle supérieure solide qui relie le haut de la zone de préhension à la zone de montage du canon, renforçant l'intégrité structurelle du cadre.
Le groupe vérins, extracteurs et grues se compose du cylindre lui-même, de l'arbre sur lequel il tourne, de l'extracteur, de l'arbre de l'extracteur, d'un ressort de rappel et de la grue. Le cylindre contient généralement six chambres pour six cartouches du bon calibre disposées en cercle. Le rebord, ou bord extérieur de la base de la cartouche, repose sur un rebord semi-circulaire formé par l'extracteur, qui contient six petites dépressions au centre. L'extérieur du cylindre a six rainures de verrouillage correspondantes. Le cylindre tourne sur l'axe du cylindre, qui se verrouille dans le cadre à une extrémité et la grue à l'autre extrémité. Alors que l'intérieur du cadre supporte la base de la cartouche, le cône de forçage sur le canon aide la balle à sauter avec précision l'espace entre la face du cylindre et le canon.
Le Groupe Canon et Viseur est très important pour la précision de l'arme. Enfilé sur le châssis, le canon reçoit la balle de la chambre lors du tir. À l'intérieur, le canon est rayé ou gravé d'une série de rainures qui confèrent une rotation stabilisatrice aux balles lorsqu'elles quittent le pistolet. Les viseurs se composent d'un viseur arrière avec sa rainure ou encoche et d'un viseur avant qui a généralement la forme d'une lame ou d'un poteau. L'encoche et le haut de la lame, qui peuvent être ajustés, sont alignés pour aider les tireurs à viser. La plupart des revolvers de haute qualité comportent des viseurs achetés auprès d'entreprises dont la spécialité est les mécanismes fins. Des viseurs optiques, des viseurs à faible ou à faible luminosité et des lasers sont également disponibles.
Le Groupe déclencheur est mieux expliqué en décrivant la séquence de tir, initiée lorsque le tireur tire sur l'éperon du marteau. Cette action comprime, ou coqs, le ressort du marteau et pousse l'aiguille de synchronisation reliant le marteau au groupe de détente dans une dépression de l'extracteur, faisant tourner le cylindre pour aligner cette chambre et le canon. Le loquet du mécanisme de déclenchement s'engage dans les rainures de verrouillage, arrêtant toute rotation supplémentaire et sécurisant 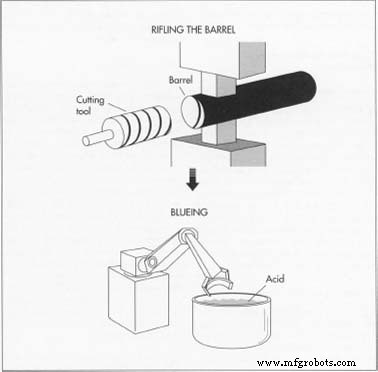 Le canon du revolver contient des rayures - une série de rainures avec une torsion précise qui fait tourner la balle comme il sort du pistolet. Pour produire les rayures, un travailleur tire un outil de coupe semblable à une broche à travers l'ébauche du canon à plusieurs reprises, en enlevant le métal à environ 0,01 pouce de profondeur. Dans une méthode alternative appelée « rayure de bouton », un outil de forme durcie est tiré à travers l'ébauche du canon sous une force élevée, déplaçant le métal dans les rainures sans couper. Ceci est similaire à certains égards à l'opération de forgeage, sauf qu'elle est effectuée sans chauffer le canon. le barillet pour le tir. À la fin de la course, le chien est verrouillé par la gâchette et maintenu prêt à tirer. Lorsque la détente est complètement enfoncée, le marteau se déverrouille de la gâchette et est propulsé vers l'avant par le ressort du marteau. Cette énergie est transmise au percuteur, qui frappe l'amorce de la cartouche, déclenchant l'arme. Cette séquence de tir est appelée simple action.
Le canon du revolver contient des rayures - une série de rainures avec une torsion précise qui fait tourner la balle comme il sort du pistolet. Pour produire les rayures, un travailleur tire un outil de coupe semblable à une broche à travers l'ébauche du canon à plusieurs reprises, en enlevant le métal à environ 0,01 pouce de profondeur. Dans une méthode alternative appelée « rayure de bouton », un outil de forme durcie est tiré à travers l'ébauche du canon sous une force élevée, déplaçant le métal dans les rainures sans couper. Ceci est similaire à certains égards à l'opération de forgeage, sauf qu'elle est effectuée sans chauffer le canon. le barillet pour le tir. À la fin de la course, le chien est verrouillé par la gâchette et maintenu prêt à tirer. Lorsque la détente est complètement enfoncée, le marteau se déverrouille de la gâchette et est propulsé vers l'avant par le ressort du marteau. Cette énergie est transmise au percuteur, qui frappe l'amorce de la cartouche, déclenchant l'arme. Cette séquence de tir est appelée simple action.
Avec l'avènement de la conception à double action, une barre de connexion a été utilisée pour permettre à la gâchette de faire tourner le cylindre, d'armer le marteau et de terminer le tir en un seul mouvement. Cette conception a favorisé une augmentation de la puissance de feu et a simplifié la situation de tirage et de tir. La plupart des revolvers modernes sont à double action. Après le tir, le tireur relâche la détente. Le ressort de la gâchette ramène ensuite la gâchette en position avant et force la main et le loquet à se rétracter dans le cadre en vue du prochain tir. Une fois que les cartouches ont été tirées, le loquet du cylindre sur le côté du cadre est enfoncé, désengageant la goupille du cylindre du cadre. Cela permet à l'ensemble de l'ensemble de basculer hors du cadre sur la grue pour le rechargement. L'arbre de l'extracteur est pressé, soulevant les douilles hors de leurs chambres, après quoi le ressort du cylindre ramène l'extracteur vers le cylindre. Les cartouches sous tension sont à nouveau chargées et le cylindre est ensuite simplement repoussé dans le cadre, où le ressort de la goupille du cylindre le verrouille en place.
Matières premières
À l'exception des poignées, qui peuvent être en bois ou en plastique, presque tous les composants du revolver sont en métal. L'acier était le métal principal jusqu'à ce que les changements dans sa disponibilité et les progrès d'autres métaux les rendent plus désirables. Par exemple, au cours des années 1860, la perturbation de l'approvisionnement en acier causée par la guerre civile a conduit à l'utilisation de laiton pour les cadres de revolver. Pendant la Seconde Guerre mondiale, le besoin d'une arme légère à utiliser par les équipages d'avions a entraîné l'utilisation d'un cadre en alliage d'aluminium. L' acier inoxydable le cadre et le canon ont rapidement suivi, améliorant la résistance à la corrosion et réduisant l'entretien.
Le processus de fabrication
Forge des composants
- 1 Les principaux composants de la plupart des revolvers commencent par un groupe de flans en acier ou en acier inoxydable qui sont forgés en approximations proches des pièces souhaitées. La forme de base de chaque pièce est formée en plaçant une ébauche de matériau chauffée dans une presse à forger et en l'impactant avec plusieurs centaines de tonnes de force. Cet impact force le métal dans la matrice de forgeage, un bloc d'acier avec une cavité en forme de pièce à produire. Parfois, plusieurs frappes par la presse sont nécessaires, chacune avec une matrice plus précise que l'étape précédente. La pièce résultante est à la fois extrêmement solide et très similaire à la forme finale.
Recuit et usinage
- 2 Après forgeage, les schémas d'écoulement du métal doivent être stabilisés par traitement thermique. Cette procédure consiste à réchauffer les pièces dans une atmosphère contrôlée pour soulager les contraintes internes sans réduire la résistance intrinsèque du métal.
- 3 L'usinage peut maintenant commencer sur le cadre, le cylindre et d'autres composants. La plupart des revolvers modernes sont fabriqués sur des centres d'usinage et des tours automatisés et contrôlés par ordinateur. Cependant, un certain nombre de fabricants ont eu un service et des résultats si excellents avec certaines de leurs machines qu'ils continuent d'utiliser des équipements vieux de cinquante ans. Indépendamment de l'utilisation d'équipements plus anciens ou modernes, les actions de base du processus de fraisage, de perçage et de taraudage sont essentiellement les mêmes. Les tolérances sur cet usinage doivent être tenues à un ou deux millièmes de pouce près. Tous les composants, des vis à la gâchette, sont usinés selon des procédés similaires.
- 4 Pour usiner efficacement la pièce forgée brute, un ouvrier la serre dans un appareil de maintien qui sécurise la pièce pendant l'usinage. Les fixations correctement conçues contiennent également des guides d'outils et des bagues pour soutenir l'outil de coupe et augmenter la précision. La plupart des opérations effectuées nécessiteront plusieurs appareils spécialisés. Les cylindres, les vis, les arbres et les barils sont fabriqués sur des tours tandis que les cadres, les plaques latérales, les viseurs et les déclencheurs sont fabriqués sur un centre de fraisage et d'usinage.
Rayer le canon
- 5 L'un des processus les plus uniques est le rayage du canon. Les rayures sont essentiellement une série de rainures à l'intérieur du canon. Ces rainures ont une torsion précise qui, par contact avec la circonférence de la balle, fait tourner la balle pendant le tir. Ce taux de torsion est d'environ 1 tour sur 16 pouces (40,6 centimètres). Pour produire les rayures, un ouvrier soumet le canon à la coupe ou au processus de rayure des boutons. La coupe est réalisée en tirant un outil de coupe semblable à une broche à travers l'ébauche du canon à plusieurs reprises, en enlevant le métal à environ 0,010 pouce (0,025 centimètre) de profondeur. Les marques de coupe et autres rayures dans les rayures peuvent nuire à la précision en endommageant la balle, ce qui la déséquilibre. Cependant, l'un des avantages de ces marques est qu'elles sont différentes dans chaque canon d'arme, produisant des empreintes de rayures uniques sur les balles qu'elles tirent. C'est ainsi que les spécialistes des forces de l'ordre associent les balles à l'arme qui les a tirées.
- 6 Le rayage des boutons fait référence à une opération dans laquelle un outil de forme durcie est tiré à travers l'ébauche du canon sous une force élevée, déplaçant le métal dans les rainures sans couper. Ceci est similaire à certains égards à l'opération de forgeage, sauf qu'elle est effectuée sans chauffer le canon. Les avantages de la rayure des boutons sont une production accrue, aucune formation de copeaux et une qualité de surface améliorée.
Application de revêtements de protection
- 7 Après usinage, les surfaces métalliques de la plupart des armes en acier ou en aluminium reçoivent un revêtement protecteur pour réduire la corrosion. Communément appelé bleuissement, ce processus implique l'immersion des pièces dans des réservoirs d'acide et d'autres produits chimiques. Dans ces cuves, les produits chimiques réagissent avec le métal pour produire une barrière durable contre les éléments. Chrome et or le placage, la parkerisation et l'anodisation (pour l'aluminium) sont quelques variantes du processus de bleuissement, tandis que le placage, un autre moyen d'appliquer une couche protectrice, est réalisé en établissant un courant électrique entre les pièces et l'anode d'alimentation, qui se compose d'un autre type de métal. le
 Un revolver contient 4 sous-systèmes principaux :le Frame Group; le Groupe Cylindre, Extracteur et Grue ; le Groupe Barrel et Sight; et le groupe Trigger, Timing Hand et Hammer. La plupart des revolvers modernes sont de conception à double action, dans laquelle la détente fait tourner le cylindre, arme le chien et termine le tir en un seul mouvement. chemin électrique transporte les molécules du métal de placage au composant, où elles se lient très étroitement à la surface.
Un revolver contient 4 sous-systèmes principaux :le Frame Group; le Groupe Cylindre, Extracteur et Grue ; le Groupe Barrel et Sight; et le groupe Trigger, Timing Hand et Hammer. La plupart des revolvers modernes sont de conception à double action, dans laquelle la détente fait tourner le cylindre, arme le chien et termine le tir en un seul mouvement. chemin électrique transporte les molécules du métal de placage au composant, où elles se lient très étroitement à la surface.
Assemblage
- 8 L'arme entière est assemblée par une seule personne qui ajuste tous les composants, beaucoup d'entre eux manuellement. Bien que le contrôle dimensionnel se soit considérablement amélioré au cours des vingt dernières années, la synchronisation de la gâchette et du mécanisme manuel et la netteté de la pression de la gâchette sont toujours réglées à la main. La plupart des fabricants ont des grades de qualité d'ajustement ; par exemple, la détente d'une arme de service qui sera utilisée par la police est réglée plus lourde que celle d'une cible ou d'une arme de poing spécialisée. On pourrait s'attendre à déployer un effort plus déterminé pour décharger une arme dans un cadre d'application de la loi, tandis qu'à la portée de la cible, une pression plus légère sur la gâchette est souhaitable pour augmenter la précision. Une fois l'arme assemblée, tout limage, polissage et tournage nécessaires seront effectués avant le test.
Contrôle qualité
Après assemblage et réglage fin, l'arme est tirée à sec (sans munition) et son fonctionnement est vérifié avant d'être envoyée sur la ligne de tir pour un tir d'épreuve. La première phase du processus de tir d'épreuve consiste à inspecter et à enregistrer la pondération de la gâchette du pistolet, les viseurs et l'espacement des cylindres. Ensuite, le pistolet est chargé de munitions spéciales et tiré. Les normes de l'industrie dictent les types et la puissance relative des cartouches d'épreuvage. Ils sont généralement plus chargés que la cartouche de service, garantissant que toute faiblesse du pistolet sera détectée avant sa mise en service. L'arme est ensuite emballée et expédiée aux organismes chargés de l'application des lois, aux entrepreneurs militaires et aux marchands d'armes agréés par le gouvernement fédéral.
Le futur
Du point de vue de la fabrication, l'arme de poing utilise toujours de nouveaux matériaux et procédés, même si la conception est assez mature. Avec l'avènement des moulages de précision, des pièces forgées en forme de filet et des alliages légers, les révisions de la conception standard se poursuivront. D'un point de vue social, l'arme de poing est au centre d'un débat croissant depuis les années 1960. De nombreuses personnes ont soutenu que limiter l'accès aux armes à feu et aux munitions réduirait la violence aux États-Unis. Cependant, de telles propositions ont été contrebalancées par une interprétation populaire du deuxième amendement de la Constitution, qui, selon beaucoup, garantit aux citoyens le droit de porter des armes. Ce débat se poursuit à la fois dans les médias et dans diverses législatures d'État et fédérales. À ce jour, les revolvers restent populaires auprès des forces de l'ordre et du personnel militaire. De plus, les citoyens ordinaires peuvent les acheter et les utiliser avec une relative facilité, car les contraintes que certains États ont récemment imposées aux acheteurs d'armes à feu se limitent généralement à des périodes d'attente obligatoires qui permettent aux vendeurs d'effectuer des vérifications d'antécédents.
Processus de fabrication
- Que contient un SLA de services cloud ?
- Regard sur le monde des teintures
- Life Saver
- Transformer la maintenance en fiabilité prédictive
- Comment fabriquer de la fibre de verre
- Comment l'IA permet d'atteindre 0 % de temps d'arrêt imprévus
- Les marchés émergents passent à la banque numérique
- La métrologie sans rendez-vous se promène dans les ateliers d'usinage
- Intégration des cobots dans la fabrication