


Enseigne au néon
Contexte
Une enseigne au néon est un affichage lumineux composé de tubes de verre qui ont été remplis de gaz et pliés en forme de lettres ou de motifs décoratifs. Lorsqu'un courant électrique à haute tension traverse le gaz, les tubes émettent de la lumière. Bien que le gaz néon ait été utilisé à l'origine dans ces enseignes, plusieurs autres gaz sont également utilisés. Ces gaz, ainsi que différentes teintes et revêtements de phosphore pour les tubes de verre, produisent un spectre de plus de 50 couleurs brillantes. Les enseignes au néon peuvent être aussi simples qu'une petite enseigne publicitaire pour la bière, ou aussi complexes qu'une façade à plusieurs étages sur un casino de Las Vegas.
Les enseignes au néon ont évolué à partir d'expériences scientifiques dans lesquelles divers gaz étaient soumis à des courants à haute tension. En 1856, Heinrich Geissler a produit une source lumineuse en faisant passer un courant alternatif à haute tension à travers un gaz à basse pression scellé dans un tube de verre. Des expériences ultérieures ont montré que presque tous les gaz conduiraient un courant électrique et que beaucoup produisaient de la lumière. Le problème était que la plupart des gaz courants, comme le dioxyde de carbone, réagiraient avec les électrodes conductrices de courant à l'intérieur du tube scellé. Cela a rapidement réduit l'efficacité des électrodes jusqu'à ce que la lumière s'éteigne et s'éteigne. En 1898, Sir William Ramsay et Morris William Travers ont mis au point une méthode de distillation fractionnée de l'air liquide. Au cours du processus, ils ont découvert les éléments gazeux rares néon, argon, krypton et xénon. En utilisant ces gaz dans des tubes de verre scellés, ils ont produit des sources lumineuses colorées allant d'un orange rougeâtre vif pour le néon à un bleu grisâtre ou violet intense pour l'argon. Non seulement ces gaz produisaient une lumière colorée, mais ils étaient chimiquement inertes et ne réagissaient pas avec les électrodes.
La distillation fractionnée de l'air liquide est restée un processus coûteux jusqu'en 1907 lorsque Georges Claude de France et Karl von Linde d'Allemagne ont développé une méthode plus économique. L'intérêt initial de Georges Claude était de produire des quantités d'oxygène destinées aux hôpitaux et aux industries. Les gaz rares qui étaient également produits par ce procédé de distillation n'avaient pas de marché prêt, ce qui a incité Claude à rechercher des applications potentielles. Utilisant les travaux expérimentaux précédents de Ramsay et Travers, il a commencé à promouvoir des enseignes lumineuses à l'aide de tubes remplis de gaz néon. Il expose sa première enseigne au néon lors d'une exposition à Paris en 1910 et réalise sa première installation commerciale en 1912. En 1915, les affaires sont si prometteuses qu'il fonde la société d'enseignes Claude Neon et commence à vendre des franchises.
Les enseignes au néon sont arrivées aux États-Unis en 1923 lorsqu'un concessionnaire automobile de Los Angeles, Earle C. Anthony, a acheté deux des enseignes de Claude pour son concessionnaire Packard. Tout au long des années 1920 et 1930, les tubes néon ont été utilisés pour la signalisation ainsi que pour les affichages décoratifs, et ils sont devenus une partie intégrante de l'architecture de nombreux bâtiments. En 1947, plusieurs casinos de Las Vegas ont commencé à attirer l'attention avec leurs néons élaborés.
Au cours des années 1950 et 1960, les enseignes au néon ont été lentement remplacées par des enseignes en plastique éclairées de l'intérieur par des tubes fluorescents. Récemment, le néon a fait un retour à la fois dans la signalisation commerciale et comme médium artistique. À Los Angeles, le Museum of Neon Art présente des œuvres au néon historiques et contemporaines. Il procède également 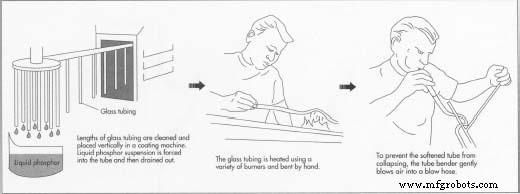 visites mensuelles d'exemples notables de néons dans toute la ville.
visites mensuelles d'exemples notables de néons dans toute la ville.
Matières premières
Bien que le gaz néon ait été utilisé à l'origine dans les enseignes au néon, il n'est maintenant utilisé que pour produire des rouges et des oranges. L'argon, ou un mélange argon-néon, est utilisé dans la plupart des enseignes. Pour améliorer l'intensité de la lumière, une petite quantité de mercure est ajoutée à l'argon pour produire une lumière bleue intense. Cette lumière frappe une variété de matériaux phosphorescents électroluminescents enduits à l'intérieur du tube de verre pour produire diverses couleurs. Des teintes optiques de différentes couleurs peuvent également être utilisées, ou le verre peut être laissé clair si une forte lumière bleue est souhaitée. Les gaz xénon, krypton et hélium sont parfois utilisés pour des effets de couleur spéciaux.
Le tube de verre utilisé dans les enseignes au néon est fabriqué à partir de verre au plomb souple qui se plie et se forme facilement. Il varie de 0,3 pouce (8 mm) à 1,0 pouce (25 mm) de diamètre et est disponible en longueurs de 4 à 5 pieds (1,2 à 1,5 m).
Les électrodes à chaque extrémité d'une section de tube éclairé sont généralement en fer très pur entouré d'une enveloppe ou d'une enveloppe de verre cylindrique dont une extrémité est ouverte. Un fil est attaché à l'électrode métallique et passe à travers l'extrémité fermée de l'enveloppe de verre. L'extrémité fermée est scellée dans l'extrémité du tube de signalisation avec l'extrémité ouverte faisant saillie dans le tube.
L'électricité à haute tension pour alimenter le signe est fournie par un transformateur qui convertit les 120 volts des lignes électriques jusqu'à 15 000 volts pour le signe. Les courants nominaux typiques pour les enseignes au néon sont de 30 à 60 milliampères, bien que les transformateurs soient généralement dimensionnés à deux fois cette quantité. Les transformateurs sont connectés aux électrodes de l'enseigne à l'aide d'un fil spécial, appelé fil GTO, qui est isolé pour au moins 7 500 volts. Ce fil est également utilisé pour connecter les sections individuelles de tubes éclairés en série. Le fil est connecté au transformateur à travers un boîtier isolé en verre borosilicaté avec une connexion à ressort à une extrémité. Le transformateur et les fils sont achetés auprès d'un fabricant distinct et installés par le fabricant de l'enseigne.
Le tube de signalisation est pris en charge de plusieurs manières. Les petites enseignes d'intérieur ont généralement un mince cadre en acier qui supporte à la fois le tube et le transformateur de puissance. Le cadre est peint en noir afin qu'il soit moins visible, donnant l'impression que le signe flotte dans l'espace. Les grandes enseignes extérieures peuvent être soutenues par des structures en bois, en acier ou en aluminium. Le tube de verre est maintenu par des supports en verre avec des bases métalliques. Le transformateur est placé à l'intérieur d'une armoire pour le protéger des intempéries.
Conception
La fabrication d'enseignes au néon est autant un art qu'un processus mécanique. Avec seulement un 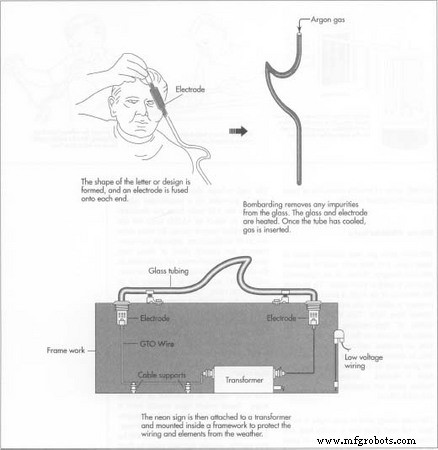 à quelques exceptions près, chaque panneau est unique et doit être conçu pour s'adapter à l'affichage souhaité dans les limites de l'espace disponible. Les considérations relatives au diamètre du tube, au rayon minimum sur lequel le tube peut être plié et à la longueur totale du tube que le transformateur peut alimenter limitent tous la conception finale. Par exemple, plus le diamètre du tube est petit, plus la lumière est brillante. Inversement, un tube de plus petit diamètre nécessite plus de puissance, limitant ainsi la longueur totale de tube qu'un transformateur peut gérer.
à quelques exceptions près, chaque panneau est unique et doit être conçu pour s'adapter à l'affichage souhaité dans les limites de l'espace disponible. Les considérations relatives au diamètre du tube, au rayon minimum sur lequel le tube peut être plié et à la longueur totale du tube que le transformateur peut alimenter limitent tous la conception finale. Par exemple, plus le diamètre du tube est petit, plus la lumière est brillante. Inversement, un tube de plus petit diamètre nécessite plus de puissance, limitant ainsi la longueur totale de tube qu'un transformateur peut gérer.
Le processus de fabrication
La fabrication d'enseignes au néon est en grande partie un processus manuel. Elle consiste à plier la tubulure et à fixer les électrodes, retirer les impuretés éventuelles à l'intérieur de la tubulure, puis évacuer l'air et ajouter le gaz. Le processus suivant est typique.
Préparation de la tubulure
- 1 Des longueurs de tube de verre sont nettoyées et placées verticalement dans une machine de revêtement. La machine souffle une suspension de phosphore liquide vers le haut dans le tube, puis la laisse s'écouler par le fond. Les tubes sont placés verticalement dans un four qui sèche le revêtement. Les teintes de couleur sont appliquées de la même manière. Les tubes qui doivent être remplis de néon pour former une lumière rouge ou orange ou d'argon pour former une lumière bleue sont laissés libres.
Plier le tube
- 2 Le dessin de l'enseigne est disposé en taille réelle sur une feuille d'amiante résistante à la chaleur. Le tube de verre est soigneusement chauffé et ramolli à l'aide de divers brûleurs. Des brûleurs à ruban à gaz de 61 cm (24 pouces) ou plus sont utilisés pour créer des courbes en lettres rondes et les courbes de balayage de l'écriture. Des torches à main plus petites sont utilisées pour chauffer des longueurs plus courtes. En utilisant le gabarit en amiante comme guide, le tube est plié à la main. Les cintreuses de tubes ne portent pas de gants de protection car elles doivent pouvoir sentir le transfert de chaleur et le degré de ramollissement du verre pour déterminer le bon moment pour effectuer le cintrage. Pour empêcher le tube ramolli de s'effondrer, la cintreuse de tube attache une courte longueur de tuyau flexible, appelé tuyau de soufflage, à une extrémité. Alors que le verre est encore mou, la cintreuse souffle doucement dans le tuyau pour forcer le tube à revenir à son diamètre d'origine. Les tubes avec des diamètres restreints ne fonctionneront pas correctement.
- 3 La plupart des grandes enseignes au néon sont constituées de plusieurs sections de tubes de verre. Une longueur de 8 à 10 pieds (2,4 à 3,1 m) pour chaque section est considérée comme une limite pratique. Pour faire chaque section, les extrémités de deux longueurs de tube sont chauffées et épissées ensemble. Lorsque la forme du lettrage ou du dessin a été formée pour une section, une électrode est chauffée et fondue à chaque extrémité. Un petit port, appelé tubulation, est ajouté pour permettre l'évacuation de la tubulure avec une pompe à vide. Cet orifice de tubulation peut faire partie de l'une des électrodes ou peut être une pièce séparée jointe au tube.
Bombardement de la tubulure
- 4 Un processus connu sous le nom de bombardement est utilisé pour éliminer les impuretés du verre, des phosphores et des électrodes. Tout d'abord, l'air à l'intérieur du tube est évacué. Une fois que le vide a atteint un certain niveau, de l'air sec est autorisé à retourner dans le tube jusqu'à ce que la pression soit comprise entre 0,02 et 0,04 pouces (0,5-1,0 mm) de mercure. Plus le tube est long, plus la pression doit être basse. Un transformateur à très haute intensité est connecté aux électrodes. Pour une longueur de tube qui peut normalement fonctionner sur 30 milliampères, 400-750 milliampères peuvent être utilisés pour le processus de bombardement. Le courant élevé chauffe le verre à environ 420°F (216°C) et l'électrode métallique est chauffée à environ 1400°F (760°C). Ce chauffage chasse les impuretés des matériaux et la pompe à vide évacue les impuretés du système.
Remplissage du tube
- 5 Une fois le tube refroidi, le gaz est introduit sous basse pression. Le gaz doit être exempt d'impuretés pour que l'enseigne fonctionne correctement et ait une longue durée de vie. La pression de remplissage normale pour un tube de 0,6 pouces (15 mm) de diamètre est d'environ 0,5 pouces (12 mm) de mercure. Le port de tubulation est ensuite chauffé et scellé.
Vieillissement du tube
- 6 Le tube rempli de gaz fini est soumis à un processus de vieillissement. Parfois, ce processus est appelé « brûlage dans le tube ». Le but est de permettre au gaz dans le tube de se stabiliser et de fonctionner correctement. Un transformateur, souvent évalué légèrement plus haut que le courant de fonctionnement normal, est attaché aux électrodes. Le tube devrait être complètement éclairé dans les 15 minutes si le néon est utilisé. Cela peut prendre jusqu'à quelques heures pour l'argon. Si une petite quantité de mercure doit être ajoutée à un tube à argon, une gouttelette a d'abord été placée dans le port de tubulation avant d'être scellé. La gouttelette est ensuite roulée d'un bout à l'autre pour enrober les électrodes après le processus de vieillissement. Tout problème tel qu'un scintillement dans le gaz ou un point chaud sur le tube indique que le tube doit être ouvert et que les processus de bombardement et de remplissage doivent être répétés.
Installation et montage
- 7 petites enseignes lumineuses sont montées sur leur cadre et câblées dans la boutique. Les enseignes plus grandes peuvent être montées en morceaux et mises en place sur le bâtiment ou une autre structure de support où elles sont interconnectées et câblées. Les très grandes installations peuvent nécessiter des mois pour être installées.
Contrôle qualité
Des matériaux purs et des processus de fabrication minutieux sont nécessaires pour produire une enseigne au néon fonctionnant correctement. Une enseigne au néon bien construite devrait avoir une durée de vie de plus de 30 000 heures. À titre de comparaison, une ampoule moyenne de 100 watts a une durée de vie nominale de 750 à 1 000 heures.
Les enseignes au néon doivent répondre aux exigences des Underwriters Laboratories pour obtenir une certification UL. Cela nécessite une série de tests par des agences de test indépendantes. Les enseignes au néon doivent également répondre aux exigences du Code national de l'électricité. Les enseignes extérieures doivent être conformes aux codes du bâtiment locaux dans leur construction et leur câblage électrique.
Le futur
Les développements récents dans la conception des enseignes au néon incluent de petits transformateurs électroniques qui font du bourdonnement audible des enseignes au néon plus anciennes une chose du passé. Les enseignes au néon qui clignotent ou semblent bouger sont désormais contrôlées par des commandes électroniques programmables qui ont remplacé les anciennes commandes électromécaniques à cames et interrupteurs.
Les écrans au néon ont également trouvé leur place dans les produits de consommation tels que les téléphones et les cadres de plaque d'immatriculation automobile. Il existe même des écrans au néon qui couvrent des parties de l'extérieur des voitures pour le summum d'un véhicule « flash ».
Les enseignes au néon devraient continuer à bénéficier d'un regain d'intérêt et d'applications. Certaines entreprises japonaises ont élargi la palette de néons bien au-delà de la cinquantaine de couleurs couramment utilisées aujourd'hui. Les écrans au néon qui semblent bouger deviennent également plus complexes et flamboyants à l'aide de commandes informatiques.
Processus de fabrication
- Anvo-Systems et Mouser signent un accord de distribution
- Neon A Shop Open/Closed Makerspace Sign sur Raspberry Pi 2 (El Paso, Texas)
- ITT signe un accord pour l'achat des pompes Godwin
- SKF et Fibria signent un contrat de maintenance
- 10 signes que votre logiciel ERP doit être amélioré
- Epson Robots signe Olympus Controls comme distributeur
- Surcharge du générateur :signes et conséquences dont il faut être conscient
- Cinq signes que vous avez besoin de réparations de grue
- 5 signes qu'il est temps de planifier une inspection de pont roulant