


Ongle
Contexte
Un clou se compose d'une tige ou d'une tige en métal, pointue à une extrémité et ayant généralement une tête formée à l'autre, qui peut être martelée dans des morceaux de bois ou d'autres matériaux pour les attacher ensemble. Un clou est généralement fait d'acier, bien qu'il puisse être fait d'aluminium, de laiton ou de nombreux autres métaux. La surface peut être revêtue ou plaquée pour améliorer sa résistance à la corrosion, sa force de préhension ou son aspect décoratif. La tête, la tige et la pointe peuvent avoir plusieurs formes en fonction de la fonction prévue du clou. Sur les près de 300 types de clous fabriqués aux États-Unis aujourd'hui, la plupart sont utilisés dans la construction de logements résidentiels. Une maison à ossature de bois moyenne utilise entre 20 000 et 30 000 clous de différents types et tailles.
Les ongles sont divisés en trois grandes catégories en fonction de leur longueur. En général, les clous de moins de 1 pouce (2,5 cm) de longueur sont appelés clous ou clous. Les ongles de 1 à 4 pouces (2,5 à 10,2 cm) de longueur sont appelés clous, tandis que ceux de plus de 4 pouces (10,2 cm) sont parfois appelés pointes. Ces catégories sont grossièrement définies et il existe un croisement considérable entre elles.
La longueur d'un clou est mesurée dans une unité appelée le penny. Ce terme vient de l'utilisation de clous en Angleterre à la fin des années 1700 lorsqu'il faisait référence au prix de cent clous de cette taille. Par exemple, un « clou de dix centimes » aurait coûté dix centimes par cent. Le symbole de penny est "d", comme dans 10d. On pense que cette désignation remonte à l'époque de l'Empire romain, lorsqu'une forme similaire de mesure pour les ongles forgés à la main impliquait une pièce de monnaie romaine commune connue sous le nom de denier. Aujourd'hui, le terme penny ne définit que la longueur d'un clou et n'a rien à voir avec le prix. Le clou le plus court est 2d qui mesure 1 pouce (2,5 cm) de long. Un clou 10d mesure 7,6 cm (3 pouces) de long et un clou 16d mesure 8,9 cm 3,5 pouces. Entre 2d et 10d, la longueur du clou augmente de 0,25 pouce (0,64 cm) pour chaque centime de désignation. Au-delà de 10d, il n'y a pas de progression logique vers les longueurs et les désignations.
Les clous ont peut-être été utilisés en Mésopotamie dès 3500
Conception
La plupart des 300 types de clous différents produits aux États-Unis aujourd'hui ne nécessitent aucun nouveau travail de conception. Une fois qu'un clou a été conçu, des matrices de formage et des procédés sont développés pour sa fabrication, et le clou est produit en grande quantité.
La plupart des ongles ont une tête large et circulaire. Les clous de finition ont une tête étroite et effilée qui leur permet d'être fraisés sous la surface du matériau et recouverts pour produire une finition lisse. Les clous d'ameublement ont des têtes décoratives. Les clous à deux têtes sont utilisés pour fixer les coffrages en bois utilisés dans le coulage du béton. Le clou est enfoncé jusqu'à la première tête, laissant la deuxième tête saillante. La tête saillante permet de retirer facilement les clous et de démonter rapidement les coffrages une fois le béton durci.
La tige est généralement conçue pour être ronde et lisse. Des tiges avec des dentelures, des rainures annulaires, des cannelures en spirale ou des filetages hélicoïdaux sont utilisées lorsqu'une prise plus forte et plus permanente est requise. Des revêtements thermoplastiques peuvent également être ajoutés à l'arbre. Ces revêtements chauffent par friction pendant que le clou est enfoncé, puis refroidissent rapidement et se fixent pour verrouiller le clou en place. Le diamètre de la tige est déterminé par le type de clou. La plupart des ongles, appelés ongles communs, ont un diamètre relativement important. Les clous de boîte, utilisés à l'origine pour fabriquer des boîtes à parois minces, ont une tige de diamètre plus petit que les clous ordinaires. Les clous de finition ont une tige de très petit diamètre afin de faire le plus petit trou possible.
La pointe de clou la plus typique est une coupe conique à quatre côtés appelée pointe de diamant. D'autres clous peuvent avoir une pointe plus émoussée pour éviter de fendre certains bois. Des pointes biseautées, des pointes barbelées, des pointes d'aiguilles et bien d'autres sont parfois utilisées sur les ongles spéciaux.
À mesure que de nouveaux matériaux de construction deviennent disponibles, les fabricants de clous s'efforcent de développer de nouveaux clous. Il existe des clous spéciaux pour les toitures en tuiles, les planchers de bois franc, les bardeaux, les gouttières, les panneaux muraux, la tôle et le béton. Certains nouveaux clous sont conçus pour être entraînés par des pistolets à clous pneumatiques plutôt que par un marteau. Il y a même eu de nouveaux clous conçus pour des applications spécifiques dans l'industrie aérospatiale.
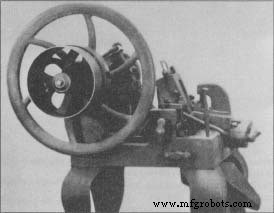 Cette machine à couper les ongles massive du milieu du 19e siècle utilisait une action de cisaillement pour couper les ongles de la barre le fer. (Des collections du musée Henry Ford et du village de Green-field.)
Cette machine à couper les ongles massive du milieu du 19e siècle utilisait une action de cisaillement pour couper les ongles de la barre le fer. (Des collections du musée Henry Ford et du village de Green-field.)
Les clous sont essentiels à la construction de bâtiments à ossature de bois. Cependant, cela n'a pas toujours été le cas. Jusqu'à la fin du XVIIIe siècle, les Américains construisaient des bâtiments en bois à l'aide de lourdes charpentes en bois. Aux endroits où ces bois massifs devaient tenir ensemble, une extrémité d'un poteau ou d'une poutre était coupée pour former une langue ("tenon") et insérée dans un trou ("mortaise") découpé dans la poutre adjacente. Une résistance supplémentaire pourrait être ajoutée en enfonçant des chevilles en bois dans les trous de tarière dans les bois joints. L'habileté et le travail impliqués dans une telle construction étaient considérables; les charpentiers devaient être des individus hautement qualifiés et, en tant que tels, commandaient des prix élevés dans l'Amérique coloniale.
Jusqu'à la fin du XVIIIe siècle, les clous étaient importés d'Angleterre ou fabriqués par des forgerons locaux. Le forgeron, ou souvent son apprenti, prenait un morceau de barre de fer d'environ 5 pieds de long et de 0,06 à 0,25 pouce de diamètre. Tenant une extrémité, il chauffa l'autre, la posa sur l'enclume et, à l'aide de la face plate de son marteau, diminua les quatre côtés à environ un pouce de l'extrémité. Il a ensuite utilisé la panne, ou l'extrémité affûtée de son marteau, ou un accessoire robuste en forme de coin à son enclume, pour faire une encoche dans la tige. Il enfonça l'extrémité affûtée de la tige dans un trou conique de son enclume et arracha le clou court. Puis il aplatit l'extrémité du clou avec quatre ou cinq coups rapides du marteau et le fit sortir du trou de l'enclume avec un coup rapide vers le haut à la pointe.
Entre 1790 et 1830, plusieurs dispositifs mécaniques ont été développés en Europe et aux États-Unis pour accélérer la production et réduire le coût des clous. Ce n'est donc pas tout à fait une coïncidence si la maison à ossature de ballons, qui reposait sur deux par quatre maintenus ensemble par des clous, a été inventée au début des années 1830 à Chicago. Le système de cadre de ballon nécessitait beaucoup moins de compétences et de travail en menuiserie et utilisait des clous fabriqués en série.
William S. Pretzer
Matières premières
La plupart des clous sont en acier. Aluminium, cuivre, laiton, bronze, acier inoxydable, nickel 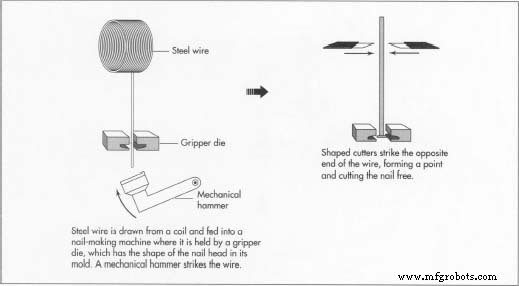 argent, monel, zinc, et le fer sont également utilisés. Les clous galvanisés sont recouverts de zinc pour leur donner une résistance accrue à la corrosion. Les clous en acier bleui sont soumis à une flamme pour leur donner une finition d'oxyde bleuâtre qui offre une certaine résistance à la corrosion. Les clous dits enduits de ciment sont en fait recouverts d'une résine plastique pour améliorer leur adhérence. Certaines attaches parisiennes reçoivent un revêtement d'émail coloré pour se fondre dans la couleur du matériau qu'elles fixent.
argent, monel, zinc, et le fer sont également utilisés. Les clous galvanisés sont recouverts de zinc pour leur donner une résistance accrue à la corrosion. Les clous en acier bleui sont soumis à une flamme pour leur donner une finition d'oxyde bleuâtre qui offre une certaine résistance à la corrosion. Les clous dits enduits de ciment sont en fait recouverts d'une résine plastique pour améliorer leur adhérence. Certaines attaches parisiennes reçoivent un revêtement d'émail coloré pour se fondre dans la couleur du matériau qu'elles fixent.
Le processus de fabrication
La plupart des clous sont fabriqués à partir de bobines de fil métallique. Le fil est introduit dans une machine à clouer qui peut produire jusqu'à 700 clous par minute. Les ongles peuvent ensuite être encore tordus ou formés, nettoyés, finis et emballés.
Formage
- 1 Le fil est tiré d'une bobine et introduit dans la machine à clouer où il est saisi par une paire de matrices de préhension. La forme de la tête du clou a été usinée dans l'extrémité des matrices.
- 2 Pendant que les matrices serrent le fil en place, l'extrémité libre du fil est frappée par un marteau mécanique. Cela déforme l'extrémité du fil dans la cavité de la matrice pour former la tête du clou.
- 3 Avec le fil toujours serré dans les matrices, un ensemble de couteaux profilés frappe l'extrémité opposée du clou, formant la pointe et coupant le clou du reste du fil sortant de la bobine.
- 4 Les matrices s'ouvrent et un mécanisme d'expulsion fait tomber le clou dans un bac de récupération sous la machine. L'extrémité libre du fil est tirée de la bobine et introduite dans la machine. Le cycle recommence alors.
Formage supplémentaire
- 5 clous avec des torsions hélicoïdales, des dentelures ou d'autres configurations de surface sont introduits dans d'autres machines qui roulent, torsadent, tamponnent ou coupent les formes requises. Cela peut être un processus purement mécanique ou peut nécessiter le chauffage du matériau avant le formage.
Finition
- 6 Les ongles sont nettoyés dans un baril rotatif rempli de soude caustique chaude. Cette
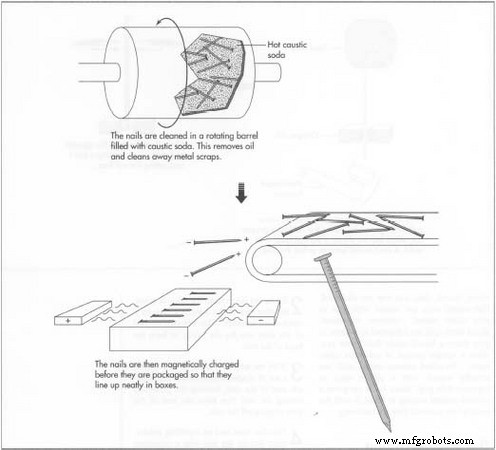 élimine toute huile de la machine de formage et nettoie tous les petits morceaux de métal, ou coupures, qui pourraient s'accrocher à les ongles.
élimine toute huile de la machine de formage et nettoie tous les petits morceaux de métal, ou coupures, qui pourraient s'accrocher à les ongles. - 7 De nombreux ongles reçoivent une finition brillante finale avant d'être emballés. Ceci est accompli en plaçant les ongles dans un tambour rotatif de sciure de bois chaude pour polir légèrement la surface des ongles. D'autres clous peuvent être passés à travers une flamme nue dans un four pour leur donner une finition bleuie. Les clous galvanisés sont plongés dans un réservoir de zinc fondu dans un processus appelé galvanisation à chaud. Un revêtement de zinc peut également être appliqué en chauffant les ongles à environ 570°F (300°C) dans un récipient fermé rempli d'une poudre composée de poussière de zinc et d'oxyde de zinc. Les autres ongles enduits sont soit trempés, soit pulvérisés pour obtenir leur finition finale.
- 8 Selon les tolérances souhaitées, certains clous spéciaux peuvent également nécessiter une étape de traitement thermique supplémentaire.
Emballage
- 9 Les élévateurs magnétiques transportent les clous finis vers des balances qui les déposent dans des boîtes en carton ouvertes. Au fur et à mesure qu'ils sont déposés, un champ magnétique les aligne afin qu'ils s'empilent en rangées ordonnées. Une fois emballés, les ongles sont démagnétisés. Les clous sont généralement vendus dans des boîtes de 1, 5, 10, 25 et 50 livres. Les clous plus petits, tels que les attaches parisiennes, sont vendus dans des boîtes de 2 onces ou de 4 onces et sont emballés sans être alignés magnétiquement.
Contrôle qualité
Les matières premières doivent répondre à certaines normes de composition chimique, de limite d'élasticité, de dureté, de résistance à la corrosion et d'autres propriétés. Ceux-ci sont généralement certifiés par la société fournissant le fil et peuvent être vérifiés de manière indépendante par le fabricant de clous.
Lors de la fabrication, les clous doivent également répondre à certaines spécifications concernant les dimensions et les propriétés. Ceux-ci sont obtenus à l'aide d'une méthode connue sous le nom de contrôle de processus statistique, qui échantillonne périodiquement les dimensions et les propriétés des clous en cours de production et évalue tout changement grâce à des techniques d'analyse statistique.
Le futur
La demande de clous de base produits en série dépend des fluctuations du marché du logement, qui varient en fonction de l'économie. La demande pour ces clous est également soumise à la concurrence des fabricants étrangers, ce qui réduit encore les bénéfices.
En revanche, la demande d'ongles spécialisés devrait continuer de croître et d'être rentable. Les nouveaux matériaux de construction, tels que les parements et les toitures composites à base de fibres de bois et de ciment, nécessitent de nouveaux clous spéciaux. De nouveaux revêtements anticorrosion pour les ongles sont également en cours de développement.
Un nouveau marché de clous unique est le résultat de l'augmentation des efforts de restauration et de préservation des bâtiments dans tout le pays. Une fabrique de clous du Massachusetts fabrique des ongles coupés à l'ancienne. Ils estiment que 20 % de leur travail consiste à produire une variété de ces clous à utiliser dans des projets de restauration de bâtiments authentiques.
Processus de fabrication
- Considérations pour l'usinage suisse à haute production
- Guide du prototypage CNC
- Comprendre le processus de fabrication d'arbres
- Qu'est-ce que la passivation de l'acier inoxydable ?
- Clous coupés ou clous métalliques :quelle est la différence ?
- Pourquoi les clous sont la fixation préférée dans la construction
- Quels sont les différents types d'ongles ?
- Que sont les clous galvanisés ?
- Que sont les clous à tige annulaire ?